Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Influence of Deformation Degree and Cooling Rate On Microstructure and Phase Transformation Temperature of B1500HS SteelDocument15 pagesInfluence of Deformation Degree and Cooling Rate On Microstructure and Phase Transformation Temperature of B1500HS SteelVanina GiselaNo ratings yet
- Continuous Cooling Transformations in Nuclear Pressure Vessel SteelsDocument10 pagesContinuous Cooling Transformations in Nuclear Pressure Vessel SteelsVanina GiselaNo ratings yet
- Phase Transformational Kinetics and of Alloyed Medium-Carbon Steels HardenabilityDocument10 pagesPhase Transformational Kinetics and of Alloyed Medium-Carbon Steels HardenabilityVanina GiselaNo ratings yet
- History of The PWR and Its Worldwide Development: Simon RipponDocument7 pagesHistory of The PWR and Its Worldwide Development: Simon RipponVanina GiselaNo ratings yet
- Next Generation Nuclear Plant Intermediate Heat Exchanger Materials Research and Development PlanDocument292 pagesNext Generation Nuclear Plant Intermediate Heat Exchanger Materials Research and Development PlanVanina GiselaNo ratings yet
- Heavy-Section Steel Irradiation (HSSI) PROGRAM (W6953) : Monthly Letter StatusDocument41 pagesHeavy-Section Steel Irradiation (HSSI) PROGRAM (W6953) : Monthly Letter StatusVanina GiselaNo ratings yet
- Structural Materials For Fission & Fusion Energy: Zinklesj@ornl - GovDocument8 pagesStructural Materials For Fission & Fusion Energy: Zinklesj@ornl - GovVanina GiselaNo ratings yet
- Thermo-Calc Data Optimisation User Guide Version 2015aDocument50 pagesThermo-Calc Data Optimisation User Guide Version 2015aVanina GiselaNo ratings yet
- Focused Development of Magnesium Alloys Using The Calphad ApproachDocument26 pagesFocused Development of Magnesium Alloys Using The Calphad ApproachVanina GiselaNo ratings yet
- Thermodynamic TTT Metal Science 1982Document7 pagesThermodynamic TTT Metal Science 1982Vanina GiselaNo ratings yet
- 1 s2.0 S0364591617300986 MainDocument62 pages1 s2.0 S0364591617300986 MainVanina GiselaNo ratings yet
- Pen Rchive Oulouse Rchive Uverte : O A T A O OataoDocument12 pagesPen Rchive Oulouse Rchive Uverte : O A T A O OataoVanina GiselaNo ratings yet
- Modeling in Transport Phenomena: A Conceptual Approach by Ismail Tosun Errata For Second EditionDocument3 pagesModeling in Transport Phenomena: A Conceptual Approach by Ismail Tosun Errata For Second EditionCepa UgolNo ratings yet
- ST KPS 10Document2 pagesST KPS 10ecosistemisolariNo ratings yet
- Split-A Simplified Continuous-Discontinuous Approach To Fracture Based On Decoupled Localizing Gradient Damage MethodDocument34 pagesSplit-A Simplified Continuous-Discontinuous Approach To Fracture Based On Decoupled Localizing Gradient Damage MethodhungNo ratings yet
- XRD Determination of Subsurface Cold Work Distributions PDFDocument2 pagesXRD Determination of Subsurface Cold Work Distributions PDFCaner SimsirNo ratings yet
- Gagan Abt Stem Draft PDFDocument8 pagesGagan Abt Stem Draft PDFHimal KafleNo ratings yet
- High Strength SteelsDocument30 pagesHigh Strength Steelsvimal_mech123No ratings yet
- Structural Steelwork Eurocodes: Development of A Trans-National ApproachDocument25 pagesStructural Steelwork Eurocodes: Development of A Trans-National ApproachAmey GudigarNo ratings yet
- Ch-Surface Tension Lect 02 Notes - St02Document40 pagesCh-Surface Tension Lect 02 Notes - St02Eetisha MishraNo ratings yet
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiNo ratings yet
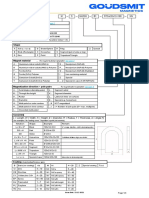
- Product Key MX - Magnet PermanentDocument4 pagesProduct Key MX - Magnet PermanentFooNo ratings yet
- Diagrama de FasesDocument19 pagesDiagrama de FasesMarcelo S SilvaNo ratings yet
- Reinforced Concrete BeamDocument22 pagesReinforced Concrete Beamkhaas engineers and consultantsNo ratings yet
- Chap 7 Class 9 Physics NotesDocument15 pagesChap 7 Class 9 Physics NotesMustafa Bin AmarNo ratings yet
- Overview of Process Piping - ASME313Document110 pagesOverview of Process Piping - ASME313Ese Ichekor100% (4)
- Copper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114Document2 pagesCopper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114alextentwentyNo ratings yet
- Following Materials: (A) Csi, (B) Nio, (C) Ki, and (D) Nis. Justify Your SelectionsDocument12 pagesFollowing Materials: (A) Csi, (B) Nio, (C) Ki, and (D) Nis. Justify Your SelectionsIngi Abdel Aziz SragNo ratings yet
- Useful and Harmful Properties in MaterialsDocument37 pagesUseful and Harmful Properties in MaterialsHarlynCalimpongLaranoNo ratings yet
- Semi Solid & Squeeze CastingsDocument16 pagesSemi Solid & Squeeze Castingsvinny1978No ratings yet
- Que Papers For Cbse Class 12Document3 pagesQue Papers For Cbse Class 12Bhagyaraj PandabNo ratings yet
- 118 - Steady State Thermal Analysis PDFDocument16 pages118 - Steady State Thermal Analysis PDFSameOldHatNo ratings yet
- Friction Class 8 Notes - Chapter 12 Friction Class 8 Notes - Chapter 12Document11 pagesFriction Class 8 Notes - Chapter 12 Friction Class 8 Notes - Chapter 12GjzhsssNo ratings yet
- Solid State Physics Chapter 1Document9 pagesSolid State Physics Chapter 1Sergio NuñezNo ratings yet
- Bitumen Emulsion-Technical Bulletin AkzoNobelDocument24 pagesBitumen Emulsion-Technical Bulletin AkzoNobeljwalankush318No ratings yet
- 1 s2.0 S0025540821002609 MainDocument14 pages1 s2.0 S0025540821002609 MainAjit Kumar DhankaNo ratings yet
- Maharshi Arvind Institute of Pharmacy Mansarovar, JaipurDocument20 pagesMaharshi Arvind Institute of Pharmacy Mansarovar, Jaipurjasmin86modiNo ratings yet
- Analysis and Design of BasesDocument3 pagesAnalysis and Design of Basessirkiber100% (2)
- CELCON® M90™ - POM - Unfilled: DescriptionDocument6 pagesCELCON® M90™ - POM - Unfilled: Description. .No ratings yet
- Bipolar Junction TransistorDocument4 pagesBipolar Junction TransistorHanun Fildzah MaheswariNo ratings yet
- Seismic Response Prior To Spalling Failure in Highly Stressed Underground TunnelsDocument6 pagesSeismic Response Prior To Spalling Failure in Highly Stressed Underground Tunnelspikos69No ratings yet
- Scanlon Tafel Silver Anode Oxidrile 1968Document6 pagesScanlon Tafel Silver Anode Oxidrile 1968Jose garciaNo ratings yet