Download as pdf or txt
You might also like
- API 692 GuidelinesDocument84 pagesAPI 692 Guidelinessiva prasadNo ratings yet
- Standards and Typical Specifications For Tray Type DeaeratorsDocument1 pageStandards and Typical Specifications For Tray Type Deaeratorsfrancescanetto50% (2)
- API 614-Gen. PurposeDocument20 pagesAPI 614-Gen. Purposemishraengg100% (2)
- Gravity BatteryDocument14 pagesGravity BatteryUDAY U100% (4)
- Diaphragm Pump Seminar ReportDocument58 pagesDiaphragm Pump Seminar ReportMahaManthraNo ratings yet
- Sundyne Pinnacle Centrifugal Compressor Data SheetDocument2 pagesSundyne Pinnacle Centrifugal Compressor Data SheethamedfazelmNo ratings yet
- Steam SilencerDocument3 pagesSteam SilencerAntonio Perez100% (1)
- Economizer DesignDocument2 pagesEconomizer DesignLinggar Setiawan NNo ratings yet
- Carregadeira LiebherrDocument17 pagesCarregadeira Liebherrsanches pita100% (5)
- Advances in Sulfonation TechnologiesDocument20 pagesAdvances in Sulfonation TechnologiesphatsembiNo ratings yet
- Fundamental of Hydraulic PDFDocument51 pagesFundamental of Hydraulic PDFSawal Wal86% (22)
- Submersible Borehole Pumps - 50 HZDocument118 pagesSubmersible Borehole Pumps - 50 HZanirbanpwd76No ratings yet
- Vent Silencer Application Guide Confidential Report 189Document44 pagesVent Silencer Application Guide Confidential Report 189Utku Kepcen100% (2)
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- Grove Regulator Engineering Handbook Sections 1-8Document212 pagesGrove Regulator Engineering Handbook Sections 1-8Alfredo CastravelliNo ratings yet
- Turbine Enclosure Ventilation SystemDocument17 pagesTurbine Enclosure Ventilation SystemAsifNo ratings yet
- Applications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDocument5 pagesApplications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDũng LêNo ratings yet
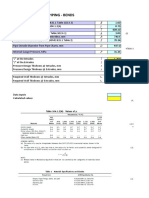
- Piping & Bending and Straight Pipe - Required Minumum Wall Thickness Calculations (ASME B31.1 Power Piping 2010)Document40 pagesPiping & Bending and Straight Pipe - Required Minumum Wall Thickness Calculations (ASME B31.1 Power Piping 2010)Ahmet OVENNo ratings yet
- GT Lube Oil FlushingDocument11 pagesGT Lube Oil Flushingshubham raj bhawsarNo ratings yet
- Soot Deposits and Fires in Exhaust Gas BoilersDocument21 pagesSoot Deposits and Fires in Exhaust Gas BoilersJose G. CastilloNo ratings yet
- Pulsation Damper Sizing RevDocument13 pagesPulsation Damper Sizing RevFrancesca CoattiNo ratings yet
- Increasing Efficiency of Boiler Using ScaphDocument11 pagesIncreasing Efficiency of Boiler Using ScaphInternational Journal of Innovative Science and Research Technology100% (1)
- Dry Gas Versus Wet Gas Compressor Seals PDFDocument5 pagesDry Gas Versus Wet Gas Compressor Seals PDFMANSINo ratings yet
- Design Features and Operation of Jet EjectorsDocument2 pagesDesign Features and Operation of Jet EjectorsSamiYousifNo ratings yet
- Mandatory Appendix 9Document2 pagesMandatory Appendix 9Asep DarojatNo ratings yet
- Witte - Liquid-Gas Ejektor Design PDFDocument114 pagesWitte - Liquid-Gas Ejektor Design PDFOssian89No ratings yet
- Allowable Nozzle LoadsDocument7 pagesAllowable Nozzle LoadsZulkarnain NasrullahNo ratings yet
- 6206 Guide For Selection Installation andDocument32 pages6206 Guide For Selection Installation andakbavra80% (5)
- Forbes Marshall Turbine Bypass ValvesDocument28 pagesForbes Marshall Turbine Bypass Valveser_sanjaypatelNo ratings yet
- P&I Drawings PDFDocument18 pagesP&I Drawings PDFMohit Devpura100% (1)
- 8.water CirculationDocument33 pages8.water CirculationSatadru HalderNo ratings yet
- Bono Thermal Heater RangeDocument6 pagesBono Thermal Heater RangeMūhāmmād MōāžžāmNo ratings yet
- Automatic Priming of PumpDocument4 pagesAutomatic Priming of PumpZeshanNo ratings yet
- Steel Pipe Leak Repair ClampDocument1 pageSteel Pipe Leak Repair Clampjohn3791No ratings yet
- Guided Cantilever MethodDocument12 pagesGuided Cantilever MethodDan PastorNo ratings yet
- Steam Separator and Steam Trap Are Almost Same in FunctionDocument7 pagesSteam Separator and Steam Trap Are Almost Same in FunctionTHEOPHILUS ATO FLETCHERNo ratings yet
- Booster Pump-TechPart - 2of2 BDocument71 pagesBooster Pump-TechPart - 2of2 BKatie RamirezNo ratings yet
- Chattering PSV: PSV Can Violently Chatter This Requires Design ConsiderationDocument1 pageChattering PSV: PSV Can Violently Chatter This Requires Design ConsiderationMreza JafariNo ratings yet
- Technical Comparison - PIPESDocument3 pagesTechnical Comparison - PIPESDBasak_1974No ratings yet
- OTE Outotec LURO2 Sulfur Burner Eng WebDocument4 pagesOTE Outotec LURO2 Sulfur Burner Eng WebI. Murali KrishnaNo ratings yet
- Boiler Operator Exam Preparation Guide pdf-1 PDFDocument27 pagesBoiler Operator Exam Preparation Guide pdf-1 PDFEmmanuel Jesus Marquez Rea100% (1)
- Moore Fan 02Document7 pagesMoore Fan 02vikramNo ratings yet
- Brentwood CT HTP25 Ex Spec 2014 enDocument1 pageBrentwood CT HTP25 Ex Spec 2014 enTubagus Dimas AditiarachmanNo ratings yet
- Biofuels in Gas TurbinesDocument3 pagesBiofuels in Gas Turbinesturkfatal100% (1)
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- MHI 701 FA Compressor DataDocument10 pagesMHI 701 FA Compressor DatahiemvaneziNo ratings yet
- Guidelines For Selection of Strainers August 2006 EditionDocument10 pagesGuidelines For Selection of Strainers August 2006 EditionEver Briceño100% (1)
- Marine Gas Turbine: Comparing The Design of The LM2500+G4 To The LM2500+Document2 pagesMarine Gas Turbine: Comparing The Design of The LM2500+G4 To The LM2500+vogid38712No ratings yet
- Pipe Support IndexDocument4 pagesPipe Support IndexxkokarcaxNo ratings yet
- Vertical PumpsDocument16 pagesVertical PumpsAdel ShatlaNo ratings yet
- Gas CompressorDocument9 pagesGas CompressorWadhah AljboreeNo ratings yet
- Hisaka Heat ExchangerDocument48 pagesHisaka Heat Exchangercengiz kutukcuNo ratings yet
- Lm6000 PF Plus Fact SheetDocument2 pagesLm6000 PF Plus Fact SheetNivaldo GarciaNo ratings yet
- Fan Shop Testing Procedure BS 848Document3 pagesFan Shop Testing Procedure BS 848panduranganraghurama0% (1)
- NUOVO PIGNONE Compressor Spares (2010-37)Document4 pagesNUOVO PIGNONE Compressor Spares (2010-37)sianas1706No ratings yet
- Dong Fang HistoryDocument55 pagesDong Fang Historyramnadh803181No ratings yet
- How To Select Turbomachinery For Your ApplicationDocument10 pagesHow To Select Turbomachinery For Your ApplicationSubhash PadmanabhanNo ratings yet
- What's Correct For My Application A Centrifugal or Reciprocating Compressor PDFDocument10 pagesWhat's Correct For My Application A Centrifugal or Reciprocating Compressor PDFRapee PuaksungnoenNo ratings yet
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studysqualljavier612No ratings yet
- Comments and Suggestion Recommendation On Tana Marina Hotel HVACDocument5 pagesComments and Suggestion Recommendation On Tana Marina Hotel HVACKamran BozgadNo ratings yet
- Delay in Opening of LP Bypass ValveDocument94 pagesDelay in Opening of LP Bypass ValveCharu ChhabraNo ratings yet
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studybbmoksh100% (1)
- Knowledge Management Series-Low Vacuum in Steam Turbine PDFDocument4 pagesKnowledge Management Series-Low Vacuum in Steam Turbine PDFMadhusudhan Pasumarty100% (1)
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- Qualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarDocument13 pagesQualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarMubeenNo ratings yet
- Study of Raw Material Failure During Manufacturing of ERW PipesDocument9 pagesStudy of Raw Material Failure During Manufacturing of ERW PipesMubeenNo ratings yet
- Sanicro 35, A New Super Austenitic Stainless SteelDocument6 pagesSanicro 35, A New Super Austenitic Stainless SteelMubeen100% (1)
- RTIndexDocument18 pagesRTIndexMubeenNo ratings yet
- Gilkes Hydro Brochure PDFDocument11 pagesGilkes Hydro Brochure PDFGuilherme RosaNo ratings yet
- Turbina VLH MilauDocument29 pagesTurbina VLH MilauAnonymous 87xpkIJ6CFNo ratings yet
- Annexure-A Sick Marking Analysis of AC Coaches Within 100 Days of POH in The Year 2016-17 at NBQSDocument1 pageAnnexure-A Sick Marking Analysis of AC Coaches Within 100 Days of POH in The Year 2016-17 at NBQSsugind sNo ratings yet
- Circulating Fluidized Bed BoilersDocument86 pagesCirculating Fluidized Bed BoilersNguyen Quyet ThangNo ratings yet
- Modeling V RFDocument4 pagesModeling V RFispescribdNo ratings yet
- AP Hazardous Energy Isolation SWPDocument17 pagesAP Hazardous Energy Isolation SWPAnthony kwemeziNo ratings yet
- Fortress Power Energy Storage Presentation 2019Document40 pagesFortress Power Energy Storage Presentation 2019Anthony StevenNo ratings yet
- Renewable Energy THD Exam SS21Document2 pagesRenewable Energy THD Exam SS21phạmhữuTríNo ratings yet
- Elliott Single Stage CompressorsDocument8 pagesElliott Single Stage CompressorsEdson França RodriguesNo ratings yet
- Power Generation & Water Balancing SystemDocument20 pagesPower Generation & Water Balancing SystemnamakNo ratings yet
- VC-7 Vent Condenser: The ConceptDocument2 pagesVC-7 Vent Condenser: The Concepthamidrezaee008No ratings yet
- Module6 Subflowsheet 150227020355 Conversion Gate02 PDFDocument10 pagesModule6 Subflowsheet 150227020355 Conversion Gate02 PDFMahdiNo ratings yet
- CLORIOUS - Differential Pressure ControlsDocument4 pagesCLORIOUS - Differential Pressure ControlsRM HaroonNo ratings yet
- Fujitsu ASYB18LDC - AOYS18LDCDocument19 pagesFujitsu ASYB18LDC - AOYS18LDCPablos Augoustis100% (1)
- Datasheet Valve Selection Hofmann by Bonino 2017Document1 pageDatasheet Valve Selection Hofmann by Bonino 2017alvarex007No ratings yet
- Gas Flaring Basic InformationDocument4 pagesGas Flaring Basic InformationFriday IjokgwungNo ratings yet
- Rec 27 pdf564Document2 pagesRec 27 pdf564navneet0% (1)
- Sayano-Shushenskaya Hydro Power Station Accident - 2009Document5 pagesSayano-Shushenskaya Hydro Power Station Accident - 2009aikohananNo ratings yet
- Lorentz Ps2 PoolDocument4 pagesLorentz Ps2 PoolSINES FranceNo ratings yet
- Battery CR14250BLDocument1 pageBattery CR14250BLОлег КостадиновNo ratings yet
- Mechatest Steam Sample Conditioning - LPMTDocument2 pagesMechatest Steam Sample Conditioning - LPMTGuerreros TerrandinaNo ratings yet
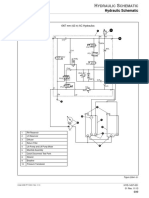
- RR5700 Hydraulic SchematicsDocument10 pagesRR5700 Hydraulic Schematics01033948385pjhNo ratings yet
- of PDP Dec-21Document28 pagesof PDP Dec-21BHUVANESH MNo ratings yet
- SRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFDocument26 pagesSRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFJunghietu DorinNo ratings yet
- NFPA 99 ChangesDocument8 pagesNFPA 99 ChangescarlcrowNo ratings yet