
Ball Bearing Design and Applications R1
Ball Bearing Design and Applications R1
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5833)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wheel Horse LubricationDocument82 pagesWheel Horse LubricationPrestonPowell100% (2)
- Beach PDFDocument8 pagesBeach PDFarda akkayaNo ratings yet
- Standard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and OilDocument3 pagesStandard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and Oilarda akkayaNo ratings yet
- Ads 43a HDBK PDFDocument67 pagesAds 43a HDBK PDFarda akkayaNo ratings yet
- Mesh PDFDocument5 pagesMesh PDFarda akkayaNo ratings yet
- ME311 Machine Design: Lecture 8: CylindersDocument15 pagesME311 Machine Design: Lecture 8: Cylindersarda akkayaNo ratings yet
- Aircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact SimulationDocument10 pagesAircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact Simulationarda akkayaNo ratings yet
- AERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19Document72 pagesAERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19arda akkayaNo ratings yet
- Dynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event StudyDocument7 pagesDynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event Studyarda akkayaNo ratings yet
- Influence of Radial Interference On Torque Capacity of Shrink-Fit CamshaftDocument10 pagesInfluence of Radial Interference On Torque Capacity of Shrink-Fit Camshaftarda akkayaNo ratings yet
- Lubricant Effects On Bearing Life: Erwinv. ZarmkyDocument22 pagesLubricant Effects On Bearing Life: Erwinv. Zarmkyarda akkayaNo ratings yet
- Using Coiled Spring-Pin Hinges: Fastening and Joining Technology GuideDocument3 pagesUsing Coiled Spring-Pin Hinges: Fastening and Joining Technology Guidearda akkayaNo ratings yet
- Design and Modal Analysis To Calculate Critical Speed of ShaftDocument7 pagesDesign and Modal Analysis To Calculate Critical Speed of Shaftarda akkayaNo ratings yet
- What Differentiates Coiled Pins?: Prior To InstallationDocument2 pagesWhat Differentiates Coiled Pins?: Prior To Installationarda akkayaNo ratings yet
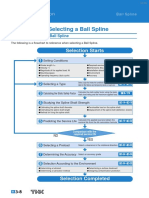
- Flowchart For Selecting A Ball Spline: Selection StartsDocument23 pagesFlowchart For Selecting A Ball Spline: Selection Startsarda akkayaNo ratings yet
- Selection Criteria O-Ring PDFDocument1 pageSelection Criteria O-Ring PDFarda akkayaNo ratings yet
- Cau Banh Xich 40 Tan PDFDocument690 pagesCau Banh Xich 40 Tan PDFduongpnNo ratings yet
- Yamaha f115Document261 pagesYamaha f115lucas100% (1)
- U RailDocument21 pagesU RailPajserchinaNo ratings yet
- 5768 - Timken® Fafnir® Farm Line InterchangeDocument58 pages5768 - Timken® Fafnir® Farm Line InterchangeMaxi452No ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- Specifications EngineDocument5 pagesSpecifications EngineMuhammad rizkiNo ratings yet
- Is 001 de enDocument147 pagesIs 001 de enYunike IrmawantiNo ratings yet
- 振动筛说明书(Manual de ST3YA1860)Document13 pages振动筛说明书(Manual de ST3YA1860)Jesus Humberto Tejero ArceoNo ratings yet
- Operation Manual: SLM Av Execution Acc. To Directive 94/9/ECDocument57 pagesOperation Manual: SLM Av Execution Acc. To Directive 94/9/ECkeyur1109No ratings yet
- FPD 1420 eDocument4 pagesFPD 1420 emealysrNo ratings yet
- Bekamax Greasing SystemDocument76 pagesBekamax Greasing SystemAndrei Bleoju100% (2)
- SKF NGUYEN XUONG - SKF Bearing Grease Selection ChartDocument2 pagesSKF NGUYEN XUONG - SKF Bearing Grease Selection ChartbkprodhNo ratings yet
- 1232 TDB FlyerDocument2 pages1232 TDB FlyerDeltalube TangerangNo ratings yet
- TK Hi-Integrity Trunnion Mounted Ball Valve: Installation, Operation and Maintenance ManualDocument24 pagesTK Hi-Integrity Trunnion Mounted Ball Valve: Installation, Operation and Maintenance ManualDennys SandriniNo ratings yet
- ASTM D566-16 Dropping Point of Lubricating GreaseDocument2 pagesASTM D566-16 Dropping Point of Lubricating GreaseHydrocarbonE.C AdminNo ratings yet
- Case Crawler Excavator Cx350b Operators ManualDocument20 pagesCase Crawler Excavator Cx350b Operators Manualfloyd100% (51)
- 전동기 영문Document16 pages전동기 영문2icebankNo ratings yet
- Colonial AOS-40Document1 pageColonial AOS-40mndmattNo ratings yet
- Epson WF-7720, WF-7710, WF-7210 Series Service Manual Page 81-100Document20 pagesEpson WF-7720, WF-7710, WF-7210 Series Service Manual Page 81-100OlegNo ratings yet
- Bentone 27 Rheological Additive: For Lubricating Grease ManufactureDocument2 pagesBentone 27 Rheological Additive: For Lubricating Grease ManufactureKrishna YeoleNo ratings yet
- KDX 250 SupplementDocument304 pagesKDX 250 Supplementold_tractorNo ratings yet
- Top DriveDocument451 pagesTop DriveAlejita Riveros92% (12)
- Brake Tester 660-R: Operating InstructionsDocument24 pagesBrake Tester 660-R: Operating Instructionsjaouad samnajiNo ratings yet
- LUBCHEM HB 3101 P (Polyurea Mineral Oil Based High Temperature Grease)Document1 pageLUBCHEM HB 3101 P (Polyurea Mineral Oil Based High Temperature Grease)svtraders.vapiNo ratings yet
- Altis em 2Document1 pageAltis em 2Pedro DuqueNo ratings yet
- Castrol Product Training: It'S More Than Just Oil. It'S Liquid EngineeringDocument106 pagesCastrol Product Training: It'S More Than Just Oil. It'S Liquid EngineeringFerry Marketing SekafuNo ratings yet
- 39CQ Iom 06302014Document20 pages39CQ Iom 06302014Non Etabas GadnatamNo ratings yet
- D 6185 - 97 - RdyxodutotcDocument8 pagesD 6185 - 97 - RdyxodutotcaninhapnNo ratings yet
- GL XX Mobilith SHC SeriesDocument4 pagesGL XX Mobilith SHC SeriesHendra KurniawanNo ratings yet




















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5833)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wheel Horse LubricationDocument82 pagesWheel Horse LubricationPrestonPowell100% (2)
- Beach PDFDocument8 pagesBeach PDFarda akkayaNo ratings yet
- Standard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and OilDocument3 pagesStandard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and Oilarda akkayaNo ratings yet
- Ads 43a HDBK PDFDocument67 pagesAds 43a HDBK PDFarda akkayaNo ratings yet
- Mesh PDFDocument5 pagesMesh PDFarda akkayaNo ratings yet
- ME311 Machine Design: Lecture 8: CylindersDocument15 pagesME311 Machine Design: Lecture 8: Cylindersarda akkayaNo ratings yet
- Aircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact SimulationDocument10 pagesAircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact Simulationarda akkayaNo ratings yet
- AERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19Document72 pagesAERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19arda akkayaNo ratings yet
- Dynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event StudyDocument7 pagesDynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event Studyarda akkayaNo ratings yet
- Influence of Radial Interference On Torque Capacity of Shrink-Fit CamshaftDocument10 pagesInfluence of Radial Interference On Torque Capacity of Shrink-Fit Camshaftarda akkayaNo ratings yet
- Lubricant Effects On Bearing Life: Erwinv. ZarmkyDocument22 pagesLubricant Effects On Bearing Life: Erwinv. Zarmkyarda akkayaNo ratings yet
- Using Coiled Spring-Pin Hinges: Fastening and Joining Technology GuideDocument3 pagesUsing Coiled Spring-Pin Hinges: Fastening and Joining Technology Guidearda akkayaNo ratings yet
- Design and Modal Analysis To Calculate Critical Speed of ShaftDocument7 pagesDesign and Modal Analysis To Calculate Critical Speed of Shaftarda akkayaNo ratings yet
- What Differentiates Coiled Pins?: Prior To InstallationDocument2 pagesWhat Differentiates Coiled Pins?: Prior To Installationarda akkayaNo ratings yet
- Flowchart For Selecting A Ball Spline: Selection StartsDocument23 pagesFlowchart For Selecting A Ball Spline: Selection Startsarda akkayaNo ratings yet
- Selection Criteria O-Ring PDFDocument1 pageSelection Criteria O-Ring PDFarda akkayaNo ratings yet
- Cau Banh Xich 40 Tan PDFDocument690 pagesCau Banh Xich 40 Tan PDFduongpnNo ratings yet
- Yamaha f115Document261 pagesYamaha f115lucas100% (1)
- U RailDocument21 pagesU RailPajserchinaNo ratings yet
- 5768 - Timken® Fafnir® Farm Line InterchangeDocument58 pages5768 - Timken® Fafnir® Farm Line InterchangeMaxi452No ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- Specifications EngineDocument5 pagesSpecifications EngineMuhammad rizkiNo ratings yet
- Is 001 de enDocument147 pagesIs 001 de enYunike IrmawantiNo ratings yet
- 振动筛说明书(Manual de ST3YA1860)Document13 pages振动筛说明书(Manual de ST3YA1860)Jesus Humberto Tejero ArceoNo ratings yet
- Operation Manual: SLM Av Execution Acc. To Directive 94/9/ECDocument57 pagesOperation Manual: SLM Av Execution Acc. To Directive 94/9/ECkeyur1109No ratings yet
- FPD 1420 eDocument4 pagesFPD 1420 emealysrNo ratings yet
- Bekamax Greasing SystemDocument76 pagesBekamax Greasing SystemAndrei Bleoju100% (2)
- SKF NGUYEN XUONG - SKF Bearing Grease Selection ChartDocument2 pagesSKF NGUYEN XUONG - SKF Bearing Grease Selection ChartbkprodhNo ratings yet
- 1232 TDB FlyerDocument2 pages1232 TDB FlyerDeltalube TangerangNo ratings yet
- TK Hi-Integrity Trunnion Mounted Ball Valve: Installation, Operation and Maintenance ManualDocument24 pagesTK Hi-Integrity Trunnion Mounted Ball Valve: Installation, Operation and Maintenance ManualDennys SandriniNo ratings yet
- ASTM D566-16 Dropping Point of Lubricating GreaseDocument2 pagesASTM D566-16 Dropping Point of Lubricating GreaseHydrocarbonE.C AdminNo ratings yet
- Case Crawler Excavator Cx350b Operators ManualDocument20 pagesCase Crawler Excavator Cx350b Operators Manualfloyd100% (51)
- 전동기 영문Document16 pages전동기 영문2icebankNo ratings yet
- Colonial AOS-40Document1 pageColonial AOS-40mndmattNo ratings yet
- Epson WF-7720, WF-7710, WF-7210 Series Service Manual Page 81-100Document20 pagesEpson WF-7720, WF-7710, WF-7210 Series Service Manual Page 81-100OlegNo ratings yet
- Bentone 27 Rheological Additive: For Lubricating Grease ManufactureDocument2 pagesBentone 27 Rheological Additive: For Lubricating Grease ManufactureKrishna YeoleNo ratings yet
- KDX 250 SupplementDocument304 pagesKDX 250 Supplementold_tractorNo ratings yet
- Top DriveDocument451 pagesTop DriveAlejita Riveros92% (12)
- Brake Tester 660-R: Operating InstructionsDocument24 pagesBrake Tester 660-R: Operating Instructionsjaouad samnajiNo ratings yet
- LUBCHEM HB 3101 P (Polyurea Mineral Oil Based High Temperature Grease)Document1 pageLUBCHEM HB 3101 P (Polyurea Mineral Oil Based High Temperature Grease)svtraders.vapiNo ratings yet
- Altis em 2Document1 pageAltis em 2Pedro DuqueNo ratings yet
- Castrol Product Training: It'S More Than Just Oil. It'S Liquid EngineeringDocument106 pagesCastrol Product Training: It'S More Than Just Oil. It'S Liquid EngineeringFerry Marketing SekafuNo ratings yet
- 39CQ Iom 06302014Document20 pages39CQ Iom 06302014Non Etabas GadnatamNo ratings yet
- D 6185 - 97 - RdyxodutotcDocument8 pagesD 6185 - 97 - RdyxodutotcaninhapnNo ratings yet
- GL XX Mobilith SHC SeriesDocument4 pagesGL XX Mobilith SHC SeriesHendra KurniawanNo ratings yet