
Fenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery Units
Fenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery Units
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Water Treatment Handbook - Ondeo Degremont IIDocument1,571 pagesWater Treatment Handbook - Ondeo Degremont IIfaustino1@gmail91% (35)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- KiWi Power Overview 19072017Document33 pagesKiWi Power Overview 19072017santiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Physical and Engineering Data - SHELL PDFDocument94 pagesPhysical and Engineering Data - SHELL PDFsantiagoNo ratings yet
- Distributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TrayDocument1 pageDistributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TraysantiagoNo ratings yet
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceDocument15 pagesKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
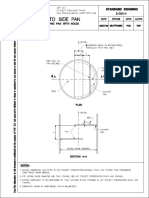
- Side To Side Pan: Overlapping Pan With HolesDocument1 pageSide To Side Pan: Overlapping Pan With HolessantiagoNo ratings yet
- Distributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TrayDocument1 pageDistributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TraysantiagoNo ratings yet
- Exxon Aero EnfriadoresDocument61 pagesExxon Aero EnfriadoressantiagoNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- UOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalDocument24 pagesUOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalsantiagoNo ratings yet
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- KBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFDocument5 pagesKBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFsantiagoNo ratings yet
- Duiker - Combustion Systems For Sulphur Recovery UnitsDocument4 pagesDuiker - Combustion Systems For Sulphur Recovery UnitssantiagoNo ratings yet
- 10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamDocument1 page10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamsantiagoNo ratings yet
- Proctor - Refractory Considerations of Sulphur Recovery UnitsDocument15 pagesProctor - Refractory Considerations of Sulphur Recovery UnitssantiagoNo ratings yet
- Technip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFDocument492 pagesTechnip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFsantiago100% (1)


























































Download as pdf
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Water Treatment Handbook - Ondeo Degremont IIDocument1,571 pagesWater Treatment Handbook - Ondeo Degremont IIfaustino1@gmail91% (35)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- KiWi Power Overview 19072017Document33 pagesKiWi Power Overview 19072017santiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Physical and Engineering Data - SHELL PDFDocument94 pagesPhysical and Engineering Data - SHELL PDFsantiagoNo ratings yet
- Distributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TrayDocument1 pageDistributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TraysantiagoNo ratings yet
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceDocument15 pagesKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Side To Side Pan: Overlapping Pan With HolesDocument1 pageSide To Side Pan: Overlapping Pan With HolessantiagoNo ratings yet
- Distributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TrayDocument1 pageDistributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TraysantiagoNo ratings yet
- Exxon Aero EnfriadoresDocument61 pagesExxon Aero EnfriadoressantiagoNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- UOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalDocument24 pagesUOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalsantiagoNo ratings yet
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- KBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFDocument5 pagesKBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFsantiagoNo ratings yet
- Duiker - Combustion Systems For Sulphur Recovery UnitsDocument4 pagesDuiker - Combustion Systems For Sulphur Recovery UnitssantiagoNo ratings yet
- 10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamDocument1 page10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamsantiagoNo ratings yet
- Proctor - Refractory Considerations of Sulphur Recovery UnitsDocument15 pagesProctor - Refractory Considerations of Sulphur Recovery UnitssantiagoNo ratings yet
- Technip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFDocument492 pagesTechnip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFsantiago100% (1)