Download as pdf or txt
You might also like
- 300D 310D and 315D Backhoe Loader IntroductionDocument7 pages300D 310D and 315D Backhoe Loader Introductionhenry ibañez100% (1)
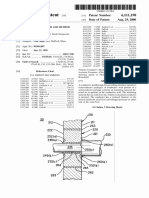
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 pagesUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiNo ratings yet
- H - III: United States PatentDocument18 pagesH - III: United States PatentkartikkeyyanNo ratings yet
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Document33 pagesUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963No ratings yet
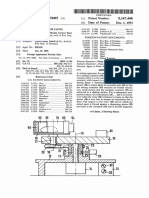
- Patent Number 5194299Document11 pagesPatent Number 5194299Lope Nam-iNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,933,430 B2 Oskorep (45) Date of Patent: Aug. 23, 2005Document14 pagesUnited States Patent: (12) (10) Patent N0.: US 6,933,430 B2 Oskorep (45) Date of Patent: Aug. 23, 2005Walied SamiNo ratings yet
- United States Patent (10) Patent No.: US 6,512,457 B2: Irizarry Et Al. (45) Date of Patent: Jan. 28, 2003Document12 pagesUnited States Patent (10) Patent No.: US 6,512,457 B2: Irizarry Et Al. (45) Date of Patent: Jan. 28, 2003Najmul Puda PappadamNo ratings yet
- US5931543Document12 pagesUS5931543aungkyawzoreNo ratings yet
- United States Patent: GuirgisDocument11 pagesUnited States Patent: Guirgisamd mhmNo ratings yet
- Us6547055 Patente UsaDocument12 pagesUs6547055 Patente UsaLuis Peralta GuzmanNo ratings yet
- US6290739Document19 pagesUS6290739Loka ThaniNo ratings yet
- US6276294Document12 pagesUS6276294Văn Hiếu NguyễnNo ratings yet
- US8069593Document9 pagesUS8069593PUVAN TSTNo ratings yet
- US6699426Document16 pagesUS6699426Muhammed BALIKÇINo ratings yet
- US6200692 (Container)Document8 pagesUS6200692 (Container)cliff hsuNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument6 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- United States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Document20 pagesUnited States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Munir KadernaniNo ratings yet
- US6156005Document7 pagesUS6156005Pardeep SharmaNo ratings yet
- CC Relief DoorDocument7 pagesCC Relief DoorHim SatiNo ratings yet
- US530Document50 pagesUS530wen longNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,553,711 B1 Feng (45) Date 0f Patent: Apr. 29, 2003Document13 pagesUnited States Patent: (12) (10) Patent N0.: US 6,553,711 B1 Feng (45) Date 0f Patent: Apr. 29, 2003IceBearNo ratings yet
- United States Patent: Gaydos Et AlDocument8 pagesUnited States Patent: Gaydos Et AlHugo Mauricio Echeverry HerreraNo ratings yet
- United States Patent (10) Patent No.: US 7.624,666 B1: O'Neill Et Al. (45) Date of Patent: Dec. 1, 2009Document9 pagesUnited States Patent (10) Patent No.: US 7.624,666 B1: O'Neill Et Al. (45) Date of Patent: Dec. 1, 2009Turk SoloNo ratings yet
- United States Patent: (10) Patent No.: US 6,226,947 B1Document15 pagesUnited States Patent: (10) Patent No.: US 6,226,947 B1Mary HullNo ratings yet
- United States Patent (10) Patent No.: US 6,293,107 B1: Kitagawa Et Al. (45) Date of Patent: Sep. 25, 2001Document19 pagesUnited States Patent (10) Patent No.: US 6,293,107 B1: Kitagawa Et Al. (45) Date of Patent: Sep. 25, 2001Burak PalaNo ratings yet
- US6257764Document16 pagesUS6257764waqargilllNo ratings yet
- United States Patent (19) : Aerospatiale, FranceDocument7 pagesUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800No ratings yet
- United States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002Document8 pagesUnited States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002DaikinllcNo ratings yet
- Hot-Melt Adhesive That Has Good Open Time at Room Temperature and Can Form Creep-Resistant BondsDocument8 pagesHot-Melt Adhesive That Has Good Open Time at Room Temperature and Can Form Creep-Resistant BondsCaio OliveiraNo ratings yet
- United States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Document31 pagesUnited States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Vansala GanesanNo ratings yet
- US7827620Document9 pagesUS7827620Devansh ChhajlaniNo ratings yet
- United States Patent (19) 11 Patent Number: 5,158,395Document17 pagesUnited States Patent (19) 11 Patent Number: 5,158,395Faris MuizNo ratings yet
- Armalite Bolt PatentDocument10 pagesArmalite Bolt PatentryNo ratings yet
- US6662930Document13 pagesUS6662930channakeshava pandurangaNo ratings yet
- United States Patent: JonesDocument5 pagesUnited States Patent: JonesGhulam MehdiNo ratings yet
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Document9 pagesUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainNo ratings yet
- US6045195Document30 pagesUS6045195aungkyawzoreNo ratings yet
- US6110313Document12 pagesUS6110313Sayyed Abdul QayyumNo ratings yet
- Lapping Apparatus and Process With Two Opposed Lapping PlatensDocument33 pagesLapping Apparatus and Process With Two Opposed Lapping PlatensEduardo RazerNo ratings yet
- United States Patent (10) Patent No.: US 7,759,419 B2: Stoffer Et Al. (45) Date of Patent: Jul. 20, 2010Document24 pagesUnited States Patent (10) Patent No.: US 7,759,419 B2: Stoffer Et Al. (45) Date of Patent: Jul. 20, 2010Alexander Franco CastrillonNo ratings yet
- United States PatentDocument15 pagesUnited States PatentAlexcel CorporalNo ratings yet
- Us6111198 - Duplex Feedthrough and Method ThereforDocument9 pagesUs6111198 - Duplex Feedthrough and Method ThereforNosfe Matingli DiazNo ratings yet
- United States Patent: Haskin Et Al. (Lo) (45) Date of Patent: Sep.10, 2013Document7 pagesUnited States Patent: Haskin Et Al. (Lo) (45) Date of Patent: Sep.10, 2013Drew AlbaneseNo ratings yet
- United States Patent (10) Patent No.: US 6,527,353 B1: Bradfish Et Al. (45) Date of Patent: Mar. 4, 2003Document9 pagesUnited States Patent (10) Patent No.: US 6,527,353 B1: Bradfish Et Al. (45) Date of Patent: Mar. 4, 2003Renato GavanNo ratings yet
- United States Patent: Henry (45) Date of Patent: Oct. 31, 2006Document6 pagesUnited States Patent: Henry (45) Date of Patent: Oct. 31, 2006MURALIPRAKASH.S 18BIT131No ratings yet
- Neared.: (12) United States PatentDocument15 pagesNeared.: (12) United States Patentsudar1477No ratings yet
- US7992581Document17 pagesUS7992581Ragil YogaNo ratings yet
- Bolas Ver VerDocument6 pagesBolas Ver VerpatgabrielNo ratings yet
- United States Patent: Martens Et Al. (45) Date of Patent: Sep. 28, 2004Document13 pagesUnited States Patent: Martens Et Al. (45) Date of Patent: Sep. 28, 2004Sri NurNo ratings yet
- United States Patent (19) 11 Patent Number: 5,992,793: Perry Et Al. (45) Date of Patent: Nov.30, 1999Document8 pagesUnited States Patent (19) 11 Patent Number: 5,992,793: Perry Et Al. (45) Date of Patent: Nov.30, 1999155No ratings yet
- Brevet 2 Filetare VartejDocument11 pagesBrevet 2 Filetare VartejirinaNo ratings yet
- US8749333Document19 pagesUS8749333Anonymous GIIncAfLRNo ratings yet
- United States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Document9 pagesUnited States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Mohit PadheeNo ratings yet
- Us 6012901Document8 pagesUs 6012901B Bala Venkata GaneshNo ratings yet
- United States Patent (10) Patent No.: US 6,921,304 B2: Hewitt (45) Date of Patent: Jul. 26, 2005Document17 pagesUnited States Patent (10) Patent No.: US 6,921,304 B2: Hewitt (45) Date of Patent: Jul. 26, 2005shruti kapseNo ratings yet
- PatentDocument6 pagesPatentfiNo ratings yet
- United States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001Document13 pagesUnited States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001yamakunNo ratings yet
- US4392295Document14 pagesUS4392295chahineNo ratings yet
- United States Patent (10) Patent No.: US 6,702,561 B2Document11 pagesUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNo ratings yet
- Mems 5 BHDocument25 pagesMems 5 BHsfar aidaNo ratings yet
- Agatha Christie's Poirots in Word and Picture: Strategies in Screen Adaptations of Poirot Histories from the Viewpoint of Translation StudiesFrom EverandAgatha Christie's Poirots in Word and Picture: Strategies in Screen Adaptations of Poirot Histories from the Viewpoint of Translation StudiesNo ratings yet
- Refrigerator Compressor 2Document36 pagesRefrigerator Compressor 2kartikkeyyanNo ratings yet
- IR2117/IR2118 : Features Product SummaryDocument8 pagesIR2117/IR2118 : Features Product SummarykartikkeyyanNo ratings yet
- C 1Document94 pagesC 1kartikkeyyanNo ratings yet
- US3018394Document5 pagesUS3018394kartikkeyyanNo ratings yet
- US2920571Document4 pagesUS2920571kartikkeyyanNo ratings yet
- Fulltext 12819Document102 pagesFulltext 12819kartikkeyyanNo ratings yet
- Furnace Oven - Defect and Damage Assessment Rev0Document15 pagesFurnace Oven - Defect and Damage Assessment Rev0kartikkeyyanNo ratings yet
- C 2Document3 pagesC 2kartikkeyyanNo ratings yet
- Printing Machine Base Version4 FinalVersion r1.1Document4 pagesPrinting Machine Base Version4 FinalVersion r1.1kartikkeyyanNo ratings yet
- Asus Amd Asrock Amd Asus: RM RMDocument2 pagesAsus Amd Asrock Amd Asus: RM RMkartikkeyyanNo ratings yet
- Surat Majikan SampleDocument1 pageSurat Majikan SamplekartikkeyyanNo ratings yet
- Design and Construction of A Prototype Extractor of Aromatic Plant Essences With Supercritical FluidsDocument8 pagesDesign and Construction of A Prototype Extractor of Aromatic Plant Essences With Supercritical FluidskartikkeyyanNo ratings yet
- Us4171605 PDFDocument13 pagesUs4171605 PDFkartikkeyyanNo ratings yet
- Us7718919 PDFDocument8 pagesUs7718919 PDFkartikkeyyanNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0280195 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2010/0280195 A1kartikkeyyanNo ratings yet
- Bureau: InternationalDocument35 pagesBureau: InternationalkartikkeyyanNo ratings yet
- BROWN-CARMICHAEL1961 Article LysineAsAMosquitoAttractantDocument2 pagesBROWN-CARMICHAEL1961 Article LysineAsAMosquitoAttractantkartikkeyyanNo ratings yet
- United States Patent (10) Patent No.: US 7,718,919 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,718,919 B2kartikkeyyanNo ratings yet
- Ait-Mansour2020 Article Design-dependentShrinkageCompe PDFDocument7 pagesAit-Mansour2020 Article Design-dependentShrinkageCompe PDFkartikkeyyanNo ratings yet
- 3D Printing Conditions Determination For Feedstock Used in Fused Filament Fabrication (FFF) of 17-4Ph Stainless Steel PartsDocument4 pages3D Printing Conditions Determination For Feedstock Used in Fused Filament Fabrication (FFF) of 17-4Ph Stainless Steel PartskartikkeyyanNo ratings yet
- H - III: United States PatentDocument18 pagesH - III: United States PatentkartikkeyyanNo ratings yet
- United States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605Document13 pagesUnited States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605kartikkeyyanNo ratings yet
- Algae Oil As Future Energy Source in Ind PDFDocument9 pagesAlgae Oil As Future Energy Source in Ind PDFkartikkeyyanNo ratings yet
- Study of Solvent Debinding Parameters For Metal inDocument10 pagesStudy of Solvent Debinding Parameters For Metal inkartikkeyyanNo ratings yet
- Synthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodeDocument4 pagesSynthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodekartikkeyyanNo ratings yet
- Supercritical Carbon Dioxide Debinding in Metal Injection Molding (MIM) ProcessDocument7 pagesSupercritical Carbon Dioxide Debinding in Metal Injection Molding (MIM) ProcesskartikkeyyanNo ratings yet
- EP2675944A1 - Preparation of Doped Garnet Structure Single Crystals With Diameters of Up To 500 MM - Google PatentsDocument15 pagesEP2675944A1 - Preparation of Doped Garnet Structure Single Crystals With Diameters of Up To 500 MM - Google PatentskartikkeyyanNo ratings yet
- Fabrication of Alumina Crucible: Rini Binti RuslamDocument24 pagesFabrication of Alumina Crucible: Rini Binti RuslamkartikkeyyanNo ratings yet
- Omega-3 Biotechnology: A Green and Sustainable Process For Omega-3 Fatty Acids ProductionDocument2 pagesOmega-3 Biotechnology: A Green and Sustainable Process For Omega-3 Fatty Acids ProductionkartikkeyyanNo ratings yet
- 044.QTRE409 - International Human Resource ManagementDocument11 pages044.QTRE409 - International Human Resource ManagementDo Minh Gia AnNo ratings yet
- The Little Magazine RamRamDocument5 pagesThe Little Magazine RamRamJasdeep SinghNo ratings yet
- Kohlberg's Stages of Moral DevelopmentDocument14 pagesKohlberg's Stages of Moral DevelopmentMarvelyn De StoTomas IgnacioNo ratings yet
- Vernacular Terms 2 PDFDocument3 pagesVernacular Terms 2 PDFsmmNo ratings yet
- Consumer Protection Act - SeminarDocument16 pagesConsumer Protection Act - SeminarAbdul KhadeerNo ratings yet
- Equipment Design Thesis List (2005-2013)Document5 pagesEquipment Design Thesis List (2005-2013)Ali DandamunNo ratings yet
- 0547 s06 TN 3Document20 pages0547 s06 TN 3mstudy123456No ratings yet
- No Overlord Rulebook For Descent: Journeys in The Dark (2nd Edition)Document21 pagesNo Overlord Rulebook For Descent: Journeys in The Dark (2nd Edition)Jeremy ForoiNo ratings yet
- XXX (Topic) 好处影响1 相反好处 2. 你⾃自⼰己的观点,后⾯面会展开的Document3 pagesXXX (Topic) 好处影响1 相反好处 2. 你⾃自⼰己的观点,后⾯面会展开的Miyou KwanNo ratings yet
- Manual Tecnico Jblgo PDFDocument2 pagesManual Tecnico Jblgo PDFMarcosDanielSoaresNo ratings yet
- Eng Pedagogy Class CTETDocument33 pagesEng Pedagogy Class CTETntajbun13No ratings yet
- Board of Technical Education (Student Marksheet)Document2 pagesBoard of Technical Education (Student Marksheet)Manoj SainiNo ratings yet
- Bydf3 ElectricDocument61 pagesBydf3 ElectricIvan Avila100% (1)
- Applications Guide 2021 Covering LettersDocument8 pagesApplications Guide 2021 Covering LettersLALUKISNo ratings yet
- Lec 1 Introduction Slides 1 20 MergedDocument153 pagesLec 1 Introduction Slides 1 20 MergedNeeraj VarmaNo ratings yet
- Huffman Coding - Base of JPEG Image CompressionDocument13 pagesHuffman Coding - Base of JPEG Image CompressionFikaduNo ratings yet
- Final Simple Research (BS CRIM. 1-ALPHA)Document5 pagesFinal Simple Research (BS CRIM. 1-ALPHA)Julius VeluntaNo ratings yet
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDocument122 pagesApplications Training For Integrex-100 400MkIII Series Mazatrol Fusiontsaladyga100% (6)
- Basion Horizontal CobenDocument3 pagesBasion Horizontal CobenJegan KumarNo ratings yet
- EEET423L Final ProjectDocument7 pagesEEET423L Final ProjectAlan ReyesNo ratings yet
- JTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistDocument1 pageJTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistAK MizanNo ratings yet
- Markov Vs ArimaDocument93 pagesMarkov Vs ArimaDenBagoesNo ratings yet
- Thou Hast Made MeDocument3 pagesThou Hast Made Meyour dady0% (1)
- Natural Gas - Pipe SizingDocument6 pagesNatural Gas - Pipe SizinglekakasNo ratings yet
- DSF Course Curriculum 1305231045Document8 pagesDSF Course Curriculum 1305231045Gaurav BhadaneNo ratings yet
- PCA TIME SAVING DESIGN AIDS - Two-Way SlabsDocument7 pagesPCA TIME SAVING DESIGN AIDS - Two-Way SlabsvNo ratings yet
- Gershwin George Rhapsody in Blue For Sax Quartet 64734Document113 pagesGershwin George Rhapsody in Blue For Sax Quartet 64734Jessica HowardNo ratings yet
- Ovarian Cancer ThesisDocument8 pagesOvarian Cancer ThesisDon Dooley100% (1)
- Papper Referensi 2 - Using Warmth As The Visual Design of A Store - Intimacy, Relational Needs, and Approach IntentionsDocument11 pagesPapper Referensi 2 - Using Warmth As The Visual Design of A Store - Intimacy, Relational Needs, and Approach IntentionsBergodo PrajuritNo ratings yet