Download as pdf or txt
You might also like
- Wash Pipe PDFDocument8 pagesWash Pipe PDFAPERARLTATORRES100% (2)
- NS-2 Drill String Inspection Standard Bulletin #001Document7 pagesNS-2 Drill String Inspection Standard Bulletin #001Parviz Nasirov100% (2)
- D-002 System Requirements Well Intervention EquipmentDocument70 pagesD-002 System Requirements Well Intervention Equipmentbrucce13No ratings yet
- Derrick Drawwork Raising Bridle Line Inspection ReplacementDocument6 pagesDerrick Drawwork Raising Bridle Line Inspection ReplacementHany100% (2)
- Make Up TorqueDocument2 pagesMake Up TorquemehrdadNo ratings yet
- BP Approved Connection ListDocument10 pagesBP Approved Connection ListEDWIN M.PNo ratings yet
- FCMFG-001 r16 Criteria To RepairDocument9 pagesFCMFG-001 r16 Criteria To RepairJonathanNo ratings yet
- Vetco MLC Mudline Operating and Service ProcedureDocument40 pagesVetco MLC Mudline Operating and Service Procedurecrni rokoNo ratings yet
- Tubing Storage, Handling and TransportDocument5 pagesTubing Storage, Handling and TransportYougchu Luan100% (2)
- NS-5 DSFP Rig Team Handbook PDFDocument84 pagesNS-5 DSFP Rig Team Handbook PDFkellycookwpNo ratings yet
- Rig Inspection CourseDocument1 pageRig Inspection CourseMohsenNo ratings yet
- AA DD-0,5 DD-NL: API 19th Edition Service ConditionsDocument2 pagesAA DD-0,5 DD-NL: API 19th Edition Service ConditionsJay SadNo ratings yet
- BOP Shear Pressure Calculations Rev 1 PDFDocument3 pagesBOP Shear Pressure Calculations Rev 1 PDFflasher_for_nokiaNo ratings yet
- API 4G - Cat 3 and 4 RequirementDocument1 pageAPI 4G - Cat 3 and 4 RequirementMurali SambandanNo ratings yet
- PSL Levels For CasingDocument17 pagesPSL Levels For CasingTanzil100% (1)
- DMD Walkthrough - V0.22Document8 pagesDMD Walkthrough - V0.22Gian GNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- 1.wash Pipe 8-1-8 SN NNDocument1 page1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNo ratings yet
- Operations and Maintenance Manual Asep Elmar Hydraulic / Manual Wireline Tool Trap AssemblyDocument46 pagesOperations and Maintenance Manual Asep Elmar Hydraulic / Manual Wireline Tool Trap AssemblyAbhinav KumarNo ratings yet
- 2 JFE BEAR Design FeatureDocument15 pages2 JFE BEAR Design FeatureDaniel ChiriacNo ratings yet
- 3 - Drilling String Equipment - enDocument21 pages3 - Drilling String Equipment - enام فاطمة البطاطNo ratings yet
- Hole Openers NS 1 A4 WatermarkedDocument13 pagesHole Openers NS 1 A4 Watermarkedislam atifNo ratings yet
- T09 IADC Equipment List March Ver 1 - 2013Document90 pagesT09 IADC Equipment List March Ver 1 - 2013Them Bui XuanNo ratings yet
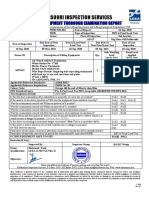
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument9 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- The Inside BOP Blowout PreventerDocument1 pageThe Inside BOP Blowout PreventerWanto SupriyoNo ratings yet
- JFE Bear Data SheetDocument1 pageJFE Bear Data Sheetjuangar1992No ratings yet
- Im-Co-Fo-88 Summary Inspection Report of The Rig PTX 15 - Mar - 1Document33 pagesIm-Co-Fo-88 Summary Inspection Report of The Rig PTX 15 - Mar - 1JUAN JOSE VESGA RUEDA100% (1)
- Drilling Rig InspectionDocument33 pagesDrilling Rig InspectionRobertok1234No ratings yet
- Intermediate Inspection Criteria, Well Control Equipment: Equipment Group: Shooting NippleDocument2 pagesIntermediate Inspection Criteria, Well Control Equipment: Equipment Group: Shooting NippleKaleem UllahNo ratings yet
- OCTG Running and Pulling TpsDocument11 pagesOCTG Running and Pulling Tpskaveh-bahiraeeNo ratings yet
- Seal-Lock Apex: All Pressure EnvironmentsDocument8 pagesSeal-Lock Apex: All Pressure EnvironmentsHunter100% (1)
- 9 - What Is A Special Drift CasingDocument2 pages9 - What Is A Special Drift CasingLuis David Concha CastilloNo ratings yet
- Elevator Bore ChartsDocument5 pagesElevator Bore ChartsMauro Lozano100% (1)
- TubestarDocument29 pagesTubestarPernando Saga100% (1)
- API Spec 10D Committee Working Draft 11072013 JH CJDocument20 pagesAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNo ratings yet
- Stap A 1 Ss 1731 Rev B Casing and Tubing Power Tong WDocument20 pagesStap A 1 Ss 1731 Rev B Casing and Tubing Power Tong WjalalNo ratings yet
- Inspection and Maintenance of Drillpipe E-BookDocument39 pagesInspection and Maintenance of Drillpipe E-BookRichard More Leon100% (2)
- WELLBERG JHA FOR FIRST AND SECONDLINE WELLHEAD MAINTENANCE SERVICES - UnlockedDocument8 pagesWELLBERG JHA FOR FIRST AND SECONDLINE WELLHEAD MAINTENANCE SERVICES - UnlockedAnthony H TL80% (5)
- Drillstring Failure Report1Document7 pagesDrillstring Failure Report1Ricardo Hurtado HernándezNo ratings yet
- Iadc Well Control Wireline Service Company Operators Course DetailsDocument2 pagesIadc Well Control Wireline Service Company Operators Course DetailsMohamed OthmanNo ratings yet
- Slips Maintenance, Inspection, & Wear Data PDFDocument3 pagesSlips Maintenance, Inspection, & Wear Data PDFcorsini999100% (2)
- Arnco Hard Banding Specification Manual-Version 1Document53 pagesArnco Hard Banding Specification Manual-Version 1junk059033% (3)
- Handling ToolsDocument21 pagesHandling ToolsMehmet SoysalNo ratings yet
- Bop RepairDocument13 pagesBop Repairnjava1978100% (1)
- Audit Report Century 14 Rev 1Document51 pagesAudit Report Century 14 Rev 1agusnurcahyo66100% (1)
- Blocks Drilling Line 3rd Ed PreviewwtrmrkDocument28 pagesBlocks Drilling Line 3rd Ed PreviewwtrmrkAmbrish Rai100% (1)
- Leopard General and in Stal Tion InformationDocument18 pagesLeopard General and in Stal Tion InformationChandrasekhar SonarNo ratings yet
- API 14A UpdateDocument13 pagesAPI 14A UpdateAnonymous 70lCzDJv100% (1)
- Drill Collar According To DS1Document1 pageDrill Collar According To DS1Hayder Habib100% (1)
- 5 5 DP-HT55-repDocument1 page5 5 DP-HT55-repChristopher Jones100% (1)
- Manual: CDQ (S) Sucker Rod ElevatorsDocument5 pagesManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNo ratings yet
- 01-Conventional - Casing HeadsDocument61 pages01-Conventional - Casing HeadsChairul AbdiNo ratings yet
- Seminar Casing FailureDocument27 pagesSeminar Casing FailurehshobeyriNo ratings yet
- Handling Tools PDFDocument26 pagesHandling Tools PDFHaridev100% (1)
- Near Bit Stabilizer PDS 6716 ...Document1 pageNear Bit Stabilizer PDS 6716 ...khalilNo ratings yet
- Api 4G PDFDocument12 pagesApi 4G PDFAluosh AluoshNo ratings yet
- Blowout Preventer WirelineDocument16 pagesBlowout Preventer WirelineAdi M. MutawaliNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- H - Tripping and Hole Fill Up Procedure PDFDocument11 pagesH - Tripping and Hole Fill Up Procedure PDFMohamed MahmoudNo ratings yet
- G - Shallow GasDocument12 pagesG - Shallow Gaseng7mohamed7hashimNo ratings yet
- Durastone: Advanced Durable Cement TechnologyDocument2 pagesDurastone: Advanced Durable Cement TechnologyMohamed MahmoudNo ratings yet
- Biogas Energy Potential in Alberta: Anaerobic Digestion and BiogasDocument5 pagesBiogas Energy Potential in Alberta: Anaerobic Digestion and BiogasMohamed MahmoudNo ratings yet
- Shocka and IbrationDocument3 pagesShocka and IbrationMohamed MahmoudNo ratings yet
- El Qaher 2Document1 pageEl Qaher 2Mohamed MahmoudNo ratings yet
- UBO MPD Glossary Dec11Document16 pagesUBO MPD Glossary Dec11Mohamed MahmoudNo ratings yet
- Cow ManureDocument3 pagesCow ManureMohamed MahmoudNo ratings yet
- Huque2020 Article KickDetectionAndRemedialActionDocument29 pagesHuque2020 Article KickDetectionAndRemedialActionMohamed MahmoudNo ratings yet
- Feeding Dairy CattleDocument34 pagesFeeding Dairy CattleMohamed MahmoudNo ratings yet
- Elmousalami-Elaskary2020 Article DrillingStuckPipeClassificatioDocument14 pagesElmousalami-Elaskary2020 Article DrillingStuckPipeClassificatioMohamed MahmoudNo ratings yet
- Using Lupins and Barley in Asian Dairy DietsDocument4 pagesUsing Lupins and Barley in Asian Dairy DietsMohamed MahmoudNo ratings yet
- IDEAS E Learning Courses Listing Best Drilling PracticesDocument6 pagesIDEAS E Learning Courses Listing Best Drilling PracticesMohamed MahmoudNo ratings yet
- Khodjaetal AppliedClayScienceAugust2010Document13 pagesKhodjaetal AppliedClayScienceAugust2010Mohamed MahmoudNo ratings yet
- Nutritive Value of Several Raisin By-Products For Ruminants Evaluated by Chemical Analysis and in Situ Ruminal DegradabilityDocument8 pagesNutritive Value of Several Raisin By-Products For Ruminants Evaluated by Chemical Analysis and in Situ Ruminal DegradabilityMohamed MahmoudNo ratings yet
- Introduction To Well Completion: (Part - IV)Document36 pagesIntroduction To Well Completion: (Part - IV)Mohamed MahmoudNo ratings yet
- The Use of Grape By-Products As A Nutrient Rich Cattle Feed: Digitalcommons@University of Nebraska - LincolnDocument15 pagesThe Use of Grape By-Products As A Nutrient Rich Cattle Feed: Digitalcommons@University of Nebraska - LincolnMohamed MahmoudNo ratings yet
- H - Tripping and Hole Fill Up Procedure PDFDocument11 pagesH - Tripping and Hole Fill Up Procedure PDFMohamed MahmoudNo ratings yet
- Master: ESD - Emergency Shutdown ProcedureDocument9 pagesMaster: ESD - Emergency Shutdown ProcedureMohamed MahmoudNo ratings yet
- Equipment PDFDocument27 pagesEquipment PDFMohamed MahmoudNo ratings yet
- SLB Dowel Drilling FluidsDocument27 pagesSLB Dowel Drilling FluidsMohamed MahmoudNo ratings yet
- Safety Orientation: Module PurposeDocument16 pagesSafety Orientation: Module PurposeMohamed MahmoudNo ratings yet
- Introduction To Well Completion : Formation DamageDocument28 pagesIntroduction To Well Completion : Formation DamageMohamed MahmoudNo ratings yet
- Paper Number 13 PDFDocument5 pagesPaper Number 13 PDFMohamed MahmoudNo ratings yet
- 5 2 5 PDFDocument6 pages5 2 5 PDFMohamed MahmoudNo ratings yet
- Anaerobic Treatment of Cattle Manure For Biogas ProductionDocument10 pagesAnaerobic Treatment of Cattle Manure For Biogas ProductionMohamed MahmoudNo ratings yet
- Bx6wh, Bx8wh, Bx12wh Ops, Parts ManualDocument122 pagesBx6wh, Bx8wh, Bx12wh Ops, Parts ManualArthur SemillaNo ratings yet
- Design of Exploitation of Quarry For AggregatesDocument3 pagesDesign of Exploitation of Quarry For AggregatesAnonymous IEu0pR5TNo ratings yet
- ExportDocument186 pagesExporting_madeNo ratings yet
- FondueDocument15 pagesFondueWeldon Owen Publishing100% (5)
- Reading 2 W1 M IDocument7 pagesReading 2 W1 M IVinh HuỳnhNo ratings yet
- The Bhawanipur Education Society College Department of CommerceDocument3 pagesThe Bhawanipur Education Society College Department of CommerceAyush PathakNo ratings yet
- Clariant - Hydroperm RPU New Liq C - FTDocument4 pagesClariant - Hydroperm RPU New Liq C - FTAna AntunesNo ratings yet
- Business Name Mobile Number AddressDocument6 pagesBusiness Name Mobile Number AddressAbhedya JakkanwarNo ratings yet
- Column Piping: Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 pagesColumn Piping: Study Layout, Nozzle Orientation & Platforms RequirementsArindomNo ratings yet
- Industrial Department IncentivesDocument5 pagesIndustrial Department IncentivesKUMARNo ratings yet
- Between Japan & Germany Related To Dentistry 1Document9 pagesBetween Japan & Germany Related To Dentistry 1Dr Riktesh SrivastavaNo ratings yet
- Assessment in Science 9Document2 pagesAssessment in Science 9LanieNo ratings yet
- Thoum MenuDocument12 pagesThoum MenuThoumNo ratings yet
- 3rd Degree Torture by Doctors and PoliceDocument35 pages3rd Degree Torture by Doctors and PoliceNagaraja Mysuru RaghupathiNo ratings yet
- Techinques Coloredpencils Basics2Document7 pagesTechinques Coloredpencils Basics2Roland CepedaNo ratings yet
- Anatomical Effects of Woolly Apple Aphid (Eriosoma Lanigerum Haus) in The Apple Tree BranchDocument9 pagesAnatomical Effects of Woolly Apple Aphid (Eriosoma Lanigerum Haus) in The Apple Tree BranchSaurabh SharmaNo ratings yet
- Interim Valuation 1Document11 pagesInterim Valuation 1musthaqhassan100% (1)
- Car List Ecu DimsportDocument421 pagesCar List Ecu DimsportJames wilder llican sanchezNo ratings yet
- Online Quiz 10 - Metode Pembuktian Matematis 2 - KanjengDocument9 pagesOnline Quiz 10 - Metode Pembuktian Matematis 2 - KanjengDhimas CahyoHerlinaNo ratings yet
- Review of The Dairy Industry in MauritiusDocument81 pagesReview of The Dairy Industry in MauritiusStephane RacineNo ratings yet
- Gun Water PDFDocument4 pagesGun Water PDFAlejandro MontecilloNo ratings yet
- 201611111422181faq On International WorkerDocument7 pages201611111422181faq On International WorkerSumit JhaNo ratings yet
- Annex 4: Good Chromatography PracticesDocument13 pagesAnnex 4: Good Chromatography PracticesANGELICANo ratings yet
- GATE EE 2005 With SolutionsDocument53 pagesGATE EE 2005 With SolutionsAbhishek Mohan50% (2)
- Susten DS For WebDocument1 pageSusten DS For WebkinamedeboNo ratings yet
- Magnetic Fields in Food Processing 4Document2 pagesMagnetic Fields in Food Processing 4PamilaNo ratings yet
- Torque TableDocument1 pageTorque TableGuido NabaesNo ratings yet
- Flexy Iom 0704 e - NCDocument146 pagesFlexy Iom 0704 e - NCaliNo ratings yet
- ME-52023 Internal Combustion Engines: Technological University (Hmawbi) Department of Mechanical EngineeringDocument25 pagesME-52023 Internal Combustion Engines: Technological University (Hmawbi) Department of Mechanical EngineeringSi Thu Aung100% (1)