Download as pdf or txt
You might also like
- Best Practices S4HANA 2022Document153 pagesBest Practices S4HANA 2022venkataravin100% (1)
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- Supply Chain Management Principles and Practices at HondaDocument8 pagesSupply Chain Management Principles and Practices at Hondaabhijeet150586% (7)
- Test Database Chapter 11 - Procurement and Supplier ManagementDocument5 pagesTest Database Chapter 11 - Procurement and Supplier ManagementHimanshu DhamijaNo ratings yet
- Unit 3Document14 pagesUnit 3Sudarsun ChandrasekarNo ratings yet
- Unit - IIDocument49 pagesUnit - IINividita DhakalNo ratings yet
- Chapter 3 Facility LocationDocument29 pagesChapter 3 Facility Locationashu tkNo ratings yet
- MAINTANANCEDocument34 pagesMAINTANANCEpeterNo ratings yet
- Topic 7: Facilities Location and LayoutDocument28 pagesTopic 7: Facilities Location and LayoutCollins AbereNo ratings yet
- Factors That Affect Location DecisionsDocument2 pagesFactors That Affect Location DecisionsCL LipianNo ratings yet
- Wom Unit 6Document10 pagesWom Unit 6Arush Arka GhoshNo ratings yet
- Chapter Six: Facility Location 6-1-IntroductionDocument16 pagesChapter Six: Facility Location 6-1-IntroductionRajesh ShuklaNo ratings yet
- Chapter2. Plant Design Revised-AASTU... 2 (Recovered)Document50 pagesChapter2. Plant Design Revised-AASTU... 2 (Recovered)Amdu BergaNo ratings yet
- 9-12 - Location Decision & Facility LayoutDocument63 pages9-12 - Location Decision & Facility LayoutSnehil KrNo ratings yet
- Operation ManagmentDocument25 pagesOperation ManagmentDipankar SâháNo ratings yet
- Chapter 3 - Plant Location and Plant LayoutDocument18 pagesChapter 3 - Plant Location and Plant LayoutRohit BadgujarNo ratings yet
- 2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International LocationDocument10 pages2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International Locationkapun kumar nayakNo ratings yet
- LOCATION PLANNING AND ANALYSIS MR Karganilla.Document26 pagesLOCATION PLANNING AND ANALYSIS MR Karganilla.Dennis KarganillaNo ratings yet
- Plant LocationDocument22 pagesPlant LocationMuhammed Althaf VKNo ratings yet
- Unit 4 IeDocument75 pagesUnit 4 Ienilesh nagureNo ratings yet
- Unit 3 Plant LocationDocument30 pagesUnit 3 Plant LocationvinothkumarNo ratings yet
- Module 2 3Document2 pagesModule 2 3JAE LOUISE DE ROXASNo ratings yet
- Product and Operations ManagementDocument13 pagesProduct and Operations ManagementDEBOLIN SARKAR 2120744No ratings yet
- Unit 2 Plant LocationDocument30 pagesUnit 2 Plant LocationvinothkumarNo ratings yet
- Chapter 4 - Plant LocationDocument6 pagesChapter 4 - Plant LocationSuresh BhatNo ratings yet
- Chapter-4: Operations, Material and Maketing Management: Definition & Importance of Operational ManagementDocument47 pagesChapter-4: Operations, Material and Maketing Management: Definition & Importance of Operational ManagementGvm VamshiNo ratings yet
- Unit V Facility, Layout Location and Work MeasurementDocument65 pagesUnit V Facility, Layout Location and Work MeasurementAKASH MNo ratings yet
- Unit-2 Introduction To Plant Layout and LocationDocument21 pagesUnit-2 Introduction To Plant Layout and LocationlakshmiNo ratings yet
- PLANT LOCATION, LAYOUT and PlanningDocument7 pagesPLANT LOCATION, LAYOUT and PlanningCASTRO, JHONLY ROEL C.No ratings yet
- Facility Location: Controllable FactorsDocument9 pagesFacility Location: Controllable Factorsanon_945457258No ratings yet
- 120511/industrial Engineering Unit-4 Facility Location: Department of Mechanical EngineeringDocument40 pages120511/industrial Engineering Unit-4 Facility Location: Department of Mechanical EngineeringAman RajpootNo ratings yet
- Factores Que Se Evaluan en Los Metodos de Localizacion de PlantaDocument17 pagesFactores Que Se Evaluan en Los Metodos de Localizacion de PlantaGuillermo LeyvaNo ratings yet
- Location Selection in Industrial EngineeringDocument21 pagesLocation Selection in Industrial EngineeringHiral GamechiNo ratings yet
- Concept of Plant Location Planning in Operations ManagementDocument13 pagesConcept of Plant Location Planning in Operations ManagementGhanshyam KashyapNo ratings yet
- Om Chapter (2) Part 1Document28 pagesOm Chapter (2) Part 1MISRA MUHUDINNo ratings yet
- Bom Unit 2,3Document14 pagesBom Unit 2,3monikavaktariya06No ratings yet
- Location DecisionsDocument2 pagesLocation DecisionsakshayaecNo ratings yet
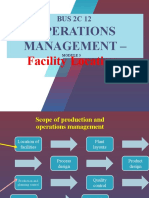
- Bus 2c 12 Mod 3 Plant LocationDocument32 pagesBus 2c 12 Mod 3 Plant LocationFayis FYSNo ratings yet
- IM Unit-5Document65 pagesIM Unit-5sabyasachibbaNo ratings yet
- Submitted By:: Nadir Ali (2016-CH - 453)Document7 pagesSubmitted By:: Nadir Ali (2016-CH - 453)Nadir aliNo ratings yet
- Plant LocationDocument2 pagesPlant LocationSasmita SahooNo ratings yet
- Plant Layout Project FinalDocument72 pagesPlant Layout Project FinalIbrahim AbdurahmanNo ratings yet
- Plant Location and LayoutDocument44 pagesPlant Location and Layoutyaz tridNo ratings yet
- Industrial ManagementDocument46 pagesIndustrial ManagementakulavarshiniNo ratings yet
- Production and Operations: ManagementDocument62 pagesProduction and Operations: ManagementBhargav KanjariyaNo ratings yet
- Lecture 17 Factors Affecting Plant LocationDocument14 pagesLecture 17 Factors Affecting Plant LocationSanskar AgrawalNo ratings yet
- What Is Plant Location?Document3 pagesWhat Is Plant Location?NUR DAMIA MOHAMAD AZIZINo ratings yet
- School of Management StudiesDocument8 pagesSchool of Management StudiesChandana MaradaniNo ratings yet
- Factors in Plant Location SelectionDocument80 pagesFactors in Plant Location SelectionAjay KaundalNo ratings yet
- CH 2 Plant LayoutDocument35 pagesCH 2 Plant LayoutBAYUH MANDEFRONo ratings yet
- Location Aof Units MsmeDocument3 pagesLocation Aof Units MsmeSiva RockNo ratings yet
- Chapter 4 Technical Analysis of ProjectDocument23 pagesChapter 4 Technical Analysis of Projecttazebachew birkuNo ratings yet
- Industrial Pharmacy PAPER - 910201: CHAPTER NO. - 1, 6, 7 & 8Document182 pagesIndustrial Pharmacy PAPER - 910201: CHAPTER NO. - 1, 6, 7 & 8Reza JafariNo ratings yet
- Lecture 16 Facility PlanningDocument13 pagesLecture 16 Facility PlanningSanskar AgrawalNo ratings yet
- James M Apple K R Govindan S.C.Sharma-R.B.Choudary & G.R.N.Tagore - D.R.SuleDocument73 pagesJames M Apple K R Govindan S.C.Sharma-R.B.Choudary & G.R.N.Tagore - D.R.SuleWeecky HunterNo ratings yet
- PM Chapter 4 p2Document35 pagesPM Chapter 4 p2tedrostesfay74No ratings yet
- Operations and Control Management Unit-3 ADocument6 pagesOperations and Control Management Unit-3 AjishurajNo ratings yet
- Industry Chapter Four PDFDocument15 pagesIndustry Chapter Four PDFTOLESHI WAKJIRA46rrjNo ratings yet
- Facilities-When and WhereDocument21 pagesFacilities-When and Wheregsingla802No ratings yet
- Facility of Locatio1Document8 pagesFacility of Locatio1Sandip NandyNo ratings yet
- BBA Chapter 6 - Presentation SlidesDocument48 pagesBBA Chapter 6 - Presentation SlidesHusain ADNo ratings yet
- Production ManagementDocument108 pagesProduction ManagementFLAVIUS222No ratings yet
- Sap Ecc 6 0 Security and Control Better Practice GuideDocument282 pagesSap Ecc 6 0 Security and Control Better Practice GuideBiswajit Padhi100% (1)
- Supplier SelectionDocument21 pagesSupplier SelectionPriyanka JanaNo ratings yet
- Hosital Supportive ServicesDocument33 pagesHosital Supportive ServicessagarpalveNo ratings yet
- EProcurement ImplementationDocument20 pagesEProcurement ImplementationAnirudh PrasadNo ratings yet
- Financial Acctg Reporting 1 - Chapter 7Document65 pagesFinancial Acctg Reporting 1 - Chapter 7Charise Jane ZullaNo ratings yet
- PGMO-BAC MonitoringDocument52 pagesPGMO-BAC MonitoringGWYNETH CHLOE UROTNo ratings yet
- Special Stock & Special Procurement in SAPDocument17 pagesSpecial Stock & Special Procurement in SAProbnunesNo ratings yet
- Procurement Plan - KecDocument22 pagesProcurement Plan - KecSudeepDPoojaryNo ratings yet
- 2.1 Create PO With FIORI-App: Material Numbers: 18 Digits Is Default Entry by SAPDocument3 pages2.1 Create PO With FIORI-App: Material Numbers: 18 Digits Is Default Entry by SAPVineethRajanNo ratings yet
- ASUG84161 - Road Map The SAP Ariba Supply Chain Collaboration For Buyers Solution and Customer Adoption Update PDFDocument31 pagesASUG84161 - Road Map The SAP Ariba Supply Chain Collaboration For Buyers Solution and Customer Adoption Update PDFshivamdubey12No ratings yet
- SM CHDocument72 pagesSM CHInderjeet JeedNo ratings yet
- Bid Documents - Construction of Laoag 3MT Ice Plant Cold Storage RDocument172 pagesBid Documents - Construction of Laoag 3MT Ice Plant Cold Storage RJakeNo ratings yet
- PMP Exam Notes (May 08th)Document21 pagesPMP Exam Notes (May 08th)Andrew Barclay100% (3)
- HondaDocument25 pagesHondaPRERNAGOYALNo ratings yet
- Oracle Supply Chain Management Cloud and Procurement Cloud: OTBI Subject Area DocumentationDocument72 pagesOracle Supply Chain Management Cloud and Procurement Cloud: OTBI Subject Area DocumentationRammohan PushadapuNo ratings yet
- Changes To IProcurement and Purchasing Effective 5th October 2010Document9 pagesChanges To IProcurement and Purchasing Effective 5th October 2010Aman Khan Badal KhanNo ratings yet
- Chapter 2 - Cash TransferDocument62 pagesChapter 2 - Cash TransferMa. Eliza CerveraNo ratings yet
- Merchandising - Journal EntriesDocument3 pagesMerchandising - Journal EntriesBhea Ballesteros CabasanNo ratings yet
- SHipyard Management SystemDocument104 pagesSHipyard Management Systemmikehung123No ratings yet
- Pakistan Railways: Tender NoticeDocument56 pagesPakistan Railways: Tender Noticezeeshan tanveerNo ratings yet
- Fundamentals of Accountancy, Business and Management 2: Claudine B. CarcuevaDocument34 pagesFundamentals of Accountancy, Business and Management 2: Claudine B. CarcuevaMarph Van Gustaf GerødiasNo ratings yet
- Franchise Disclosure DocumentDocument166 pagesFranchise Disclosure DocumentAbbyNo ratings yet
- B2B E-Commerce: Supply Chain Management and Collaborative CommerceDocument50 pagesB2B E-Commerce: Supply Chain Management and Collaborative CommerceAmit ChouhanNo ratings yet
- Procurement Management PlanDocument12 pagesProcurement Management Plansobia sajjadNo ratings yet
- Diferencias Entre ORACLE 11i y R12Document4 pagesDiferencias Entre ORACLE 11i y R12Yvan GarciaNo ratings yet
- ASSESSMENT OF PRODUCT COSTING - Copy-1Document53 pagesASSESSMENT OF PRODUCT COSTING - Copy-1Gadisa Gudina100% (4)
- Interview Qs On r12 p2pDocument15 pagesInterview Qs On r12 p2pAmitPradhanNo ratings yet