Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
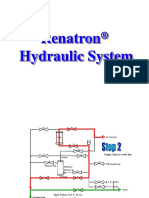
- Renatron Hydraulics Flow (2019)Document41 pagesRenatron Hydraulics Flow (2019)Rosmi Za MasarudinNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 13 KEROSENE MEROX PROCEDURE LatestDocument7 pages13 KEROSENE MEROX PROCEDURE LatestMuhammadNo ratings yet
- Product Data Sheet Engine Control UnitDocument2 pagesProduct Data Sheet Engine Control Unitsiva gopiNo ratings yet
- BPSK Final2Document20 pagesBPSK Final2Arsh MahajanNo ratings yet
- Kailing ActuatorsDocument8 pagesKailing Actuatorsmanh hung leNo ratings yet
- Quick CouplingDocument230 pagesQuick Couplingmanh hung leNo ratings yet
- Reducers AdaptorDocument6 pagesReducers Adaptormanh hung leNo ratings yet
- Ball Valve Flanged Iso 6162Document2 pagesBall Valve Flanged Iso 6162manh hung leNo ratings yet
- Painting CaculatorDocument3 pagesPainting Caculatormanh hung leNo ratings yet
- SKF Power TransmissionDocument318 pagesSKF Power Transmissionmanh hung leNo ratings yet
- StackDocument10 pagesStackmanh hung leNo ratings yet
- To-102Dp For Inquiry FinalDocument1 pageTo-102Dp For Inquiry Finalmanh hung leNo ratings yet
- TK-10Dp-A For Inquiry FinalDocument1 pageTK-10Dp-A For Inquiry Finalmanh hung leNo ratings yet
- BF BS-1Document4 pagesBF BS-1manh hung leNo ratings yet
- Debut: Better Durability, Response and Output TorqueDocument2 pagesDebut: Better Durability, Response and Output Torquemanh hung leNo ratings yet
- Ventilation CalculationsDocument32 pagesVentilation Calculationsjituraju100% (2)
- 3082-ET-A-005 - Diverter Damper System ManufacturingDocument137 pages3082-ET-A-005 - Diverter Damper System Manufacturingmanh hung leNo ratings yet
- Baghouse Compressed AirDocument17 pagesBaghouse Compressed Airmanh hung leNo ratings yet
- DuctingDocument4 pagesDuctingmanh hung leNo ratings yet
- Typical Longitudinal Section of BeamDocument1 pageTypical Longitudinal Section of Beammanh hung leNo ratings yet
- VN1988 RHD 00 XX DR A 7101Document1 pageVN1988 RHD 00 XX DR A 7101manh hung leNo ratings yet
- Mặt Cắt T4-B Section T4-B Mặt Cắt T4-A Section T4-A: Hồ Sơ Thi Công For ConstructionDocument1 pageMặt Cắt T4-B Section T4-B Mặt Cắt T4-A Section T4-A: Hồ Sơ Thi Công For Constructionmanh hung leNo ratings yet
- E10311-Ash Bend-1Document11 pagesE10311-Ash Bend-1manh hung leNo ratings yet
- 4 - Oxygen Is Needed For CombustionDocument14 pages4 - Oxygen Is Needed For CombustionmizwhiteNo ratings yet
- Connections (Part 1.1) : Eurocode 9: Design of Aluminium StructuresDocument48 pagesConnections (Part 1.1) : Eurocode 9: Design of Aluminium StructuresYashu HandaNo ratings yet
- Bilal ResumeDocument3 pagesBilal Resumeapi-26004557No ratings yet
- Mimaki Engineering Co., LTD.: You Can Also Download The Latest Manual From Our WebsiteDocument148 pagesMimaki Engineering Co., LTD.: You Can Also Download The Latest Manual From Our WebsiteoliveiraNo ratings yet
- NS Networking GuideDocument234 pagesNS Networking GuideravirajamailNo ratings yet
- WM RF User Parameter SetupDocument4 pagesWM RF User Parameter SetupAbhijit_batNo ratings yet
- ACS SDK Releasenotes 2 2Document3 pagesACS SDK Releasenotes 2 2Andrey SteblevskiyNo ratings yet
- Railway Reservation SystemDocument7 pagesRailway Reservation Systemsavar23No ratings yet
- Vector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: DynamicsDocument3 pagesVector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: Dynamicscarl domingoNo ratings yet
- Industial Training - Ashok Layland LTDDocument14 pagesIndustial Training - Ashok Layland LTDTechnical KingNo ratings yet
- Electrical Clearance in Substation Electrical Notes & ArticlesDocument16 pagesElectrical Clearance in Substation Electrical Notes & Articles4usangeetNo ratings yet
- Effect of Asperity Location On Sliding Stability of Concrete DamsDocument12 pagesEffect of Asperity Location On Sliding Stability of Concrete DamsDipenNo ratings yet
- Ultramodern FirearmsDocument162 pagesUltramodern FirearmsTeo List100% (1)
- Accessories 220222003Document5 pagesAccessories 220222003magedsouryNo ratings yet
- NewsDocument606 pagesNewsM A Jaya DamanikNo ratings yet
- Foundation EngineeringDocument12 pagesFoundation EngineeringSindhu Chowhan100% (1)
- PCB Design TutorialDocument25 pagesPCB Design TutorialMadhu Mangal KumarNo ratings yet
- TitleDocument10 pagesTitleWei Loon100% (1)
- Ind Catalog Cepillos EspiralDocument25 pagesInd Catalog Cepillos Espiraljgjg357No ratings yet
- Mechanics of Materials Lab (Me-205L) : Experiment # 9Document16 pagesMechanics of Materials Lab (Me-205L) : Experiment # 9Mushaf KhalidNo ratings yet
- Instrumentation Job Interview Preparation GuideDocument11 pagesInstrumentation Job Interview Preparation GuideJignesh Banava100% (1)
- Modeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersDocument7 pagesModeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersLucas BomfimNo ratings yet
- Alcatel-Lucent 9600 USY: Sdhmedium-Orhigh-CapacitydigitalmicrowavelinksDocument4 pagesAlcatel-Lucent 9600 USY: Sdhmedium-Orhigh-Capacitydigitalmicrowavelinksaltus_aryaNo ratings yet
- Catalogue Wheel Track and Pump Drives - Protetto PDFDocument135 pagesCatalogue Wheel Track and Pump Drives - Protetto PDFkaribean007100% (1)
- Ieee SDDDocument11 pagesIeee SDDNorland Vincent SabangNo ratings yet
- 2019 RI Brochure With Case StudiesDocument56 pages2019 RI Brochure With Case StudiesJohan ConradieNo ratings yet