
3.2 - Ballaguet & Barrère-Tricca - Sulphur Cycle
3.2 - Ballaguet & Barrère-Tricca - Sulphur Cycle
You might also like
- Water Treatment Handbook - Ondeo Degremont IIDocument1,571 pagesWater Treatment Handbook - Ondeo Degremont IIfaustino1@gmail91% (35)
- Final Year ProjectDocument159 pagesFinal Year ProjectAhmad Riaz Khan100% (2)
- Interactive Gas Processing Portfolio FinalDocument80 pagesInteractive Gas Processing Portfolio FinalDeepakNo ratings yet
- KiWi Power Overview 19072017Document33 pagesKiWi Power Overview 19072017santiagoNo ratings yet
- Sour Oil and Gas Management: Fig. 1 ADocument34 pagesSour Oil and Gas Management: Fig. 1 AmaresNo ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsDocument6 pagesFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsFraz RizviNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochureRoberth Perez VargasNo ratings yet
- Cost Effective Integrated Gas Plant Design Sulfinol MDocument2 pagesCost Effective Integrated Gas Plant Design Sulfinol Mamirho3ein100% (1)
- 002 Tacr enDocument233 pages002 Tacr enhandaru dwi yunantoNo ratings yet
- Crude and ProductsDocument65 pagesCrude and ProductsAmit KrNo ratings yet
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Acid Gas Removal Design CriteriaDocument2 pagesAcid Gas Removal Design CriteriaNguyễn Tiến DũngNo ratings yet
- Scrubber NATCODocument22 pagesScrubber NATCOkalikamalaNo ratings yet
- Vess TimeDocument3 pagesVess TimeJose Rodrigo Salguero DuranNo ratings yet
- Feasibility Report On Production of LPG From Natural GasDocument18 pagesFeasibility Report On Production of LPG From Natural GasDanish KhanNo ratings yet
- Replacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedDocument11 pagesReplacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedAmji ShahNo ratings yet
- Carbon Adsorption VaporDocument7 pagesCarbon Adsorption Vaporpippo2378793No ratings yet
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocument2 pagesPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareNo ratings yet
- BTEX in GDUDocument19 pagesBTEX in GDUAnonymous QSfDsVxjZNo ratings yet
- Mixed Amine Solutions For Gas SweeteningDocument16 pagesMixed Amine Solutions For Gas SweeteningmvhkumarNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Assignment 2 Process and Dynamic System Modelling (PPSD)Document15 pagesAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanNo ratings yet
- Regasification HamworthyDocument19 pagesRegasification HamworthyMoustapha Seye100% (1)
- Gorgon Gas Project SlideshowDocument49 pagesGorgon Gas Project SlideshowyasminelewisNo ratings yet
- Removal+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessDocument7 pagesRemoval+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessEduardoToscano7No ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- Zarei 2016Document34 pagesZarei 2016IffatNo ratings yet
- PDD IFFCO CDR Project PhulpurDocument36 pagesPDD IFFCO CDR Project Phulpurginga716100% (1)
- CD4061 No Es PDFDocument25 pagesCD4061 No Es PDFFernando AmoresNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Material Stream: 1: ConditionsDocument6 pagesMaterial Stream: 1: ConditionsAKSHEYMEHTANo ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- Ibp1502 12Document9 pagesIbp1502 12Marcelo Varejão CasarinNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- Simulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFDocument13 pagesSimulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFSuprio KamalNo ratings yet
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- SAS Engineering Process PackagesDocument54 pagesSAS Engineering Process PackagesDewa Yuniardi FullNo ratings yet
- Catalyst Regeneration - For IndiaDocument2 pagesCatalyst Regeneration - For Indiasuprateem20100% (1)
- Acid Gas EnrichmentDocument7 pagesAcid Gas EnrichmentkusdiyantaNo ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- 03.1 - Mercury Removal Project PDFDocument6 pages03.1 - Mercury Removal Project PDFtekstep7No ratings yet
- Poly Olefin HandbookDocument90 pagesPoly Olefin HandbookKenneth HowesNo ratings yet
- Natural Gas Sweetening by Monoethanolamine ProcessDocument22 pagesNatural Gas Sweetening by Monoethanolamine Processasamad54No ratings yet
- Amine Gas Sweetening PDFDocument2 pagesAmine Gas Sweetening PDFhaarika1006100% (1)
- Simulation Co2 Removal Unit of Natural Gas by Aspen-HysysDocument5 pagesSimulation Co2 Removal Unit of Natural Gas by Aspen-HysysxinghustNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- DHDSDocument4 pagesDHDSThirumal ThirandasNo ratings yet
- FCC Catalyst NotesDocument12 pagesFCC Catalyst NotesAim High100% (1)
- Refinery Configurations For Maximizing Middle DistillatesDocument9 pagesRefinery Configurations For Maximizing Middle DistillatesramiarenasNo ratings yet
- Literature Review On Carbon Dioxide Capture by AbsorptionDocument21 pagesLiterature Review On Carbon Dioxide Capture by AbsorptionTU_MTECH_ENV11No ratings yet
- TariqLNG - Technology SelectionDocument4 pagesTariqLNG - Technology SelectionAndrey KrNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Chemical AGRUDocument4 pagesChemical AGRUDwi CahyonoNo ratings yet
- Selecting: A Suitable ProcessDocument6 pagesSelecting: A Suitable ProcesstermdoxaNo ratings yet
- DME Haldor Topsoe BroshurDocument2 pagesDME Haldor Topsoe BroshurPloychompoo HanyanuwatNo ratings yet
- Refining Margin Supplement OMRAUG 12SEP2012Document30 pagesRefining Margin Supplement OMRAUG 12SEP2012Won JangNo ratings yet
- Options For Gasoline ReformulationDocument45 pagesOptions For Gasoline ReformulationBrian Vasquez100% (1)
- Operation of A Distillate Hydrot UnitDocument18 pagesOperation of A Distillate Hydrot UnitFranklin RevillNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- 24 Sour Gas Processing PDFDocument24 pages24 Sour Gas Processing PDFSarhad AhmedNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Exxon Aero EnfriadoresDocument61 pagesExxon Aero EnfriadoressantiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Distributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TrayDocument1 pageDistributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TraysantiagoNo ratings yet
- Distributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TrayDocument1 pageDistributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TraysantiagoNo ratings yet
- Physical and Engineering Data - SHELL PDFDocument94 pagesPhysical and Engineering Data - SHELL PDFsantiagoNo ratings yet
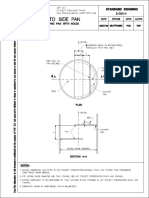
- Side To Side Pan: Overlapping Pan With HolesDocument1 pageSide To Side Pan: Overlapping Pan With HolessantiagoNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- KBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFDocument5 pagesKBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFsantiagoNo ratings yet
- UOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalDocument24 pagesUOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalsantiagoNo ratings yet
- Proctor - Refractory Considerations of Sulphur Recovery UnitsDocument15 pagesProctor - Refractory Considerations of Sulphur Recovery UnitssantiagoNo ratings yet
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceDocument15 pagesKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoNo ratings yet
- Fenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery UnitsDocument16 pagesFenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery UnitssantiagoNo ratings yet
- Duiker - Combustion Systems For Sulphur Recovery UnitsDocument4 pagesDuiker - Combustion Systems For Sulphur Recovery UnitssantiagoNo ratings yet
- Technip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFDocument492 pagesTechnip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFsantiago100% (1)
- 10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamDocument1 page10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamsantiagoNo ratings yet
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoNo ratings yet
- Triazine LiteraturDocument64 pagesTriazine LiteraturSkolastika ErnaNo ratings yet
- Design of Sour Gas Treatment PlantDocument26 pagesDesign of Sour Gas Treatment Plantmsr22No ratings yet
- Outlook Kelapa SawitDocument5 pagesOutlook Kelapa SawitEtty PasewangNo ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- Acid Gas Cleaning Using Amine SolventsDocument20 pagesAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666No ratings yet
- Corrosion Rate API 581Document6 pagesCorrosion Rate API 581Indra Mulyana100% (2)
- APL Introduction & ServicesDocument4 pagesAPL Introduction & ServicesNARAYAN DESAINo ratings yet
- Investigation of Stress-Oriented Hydrogen-Induced Cracking (SOHIC) in An Amine Absorber Column of An Oil RefineryDocument57 pagesInvestigation of Stress-Oriented Hydrogen-Induced Cracking (SOHIC) in An Amine Absorber Column of An Oil RefineryMetrach AbdrazakNo ratings yet
- Review Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Document23 pagesReview Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Ghochapon MongkhonsiriNo ratings yet
- Processes 07 00160Document15 pagesProcesses 07 00160imtiyazNo ratings yet
- Solubility, Absorption Heat and Mass Transfer Studies of CO2 Absorption Into Aqueous Solution of 1-Dimethylamino-2-Propanol - การคำนวณDocument9 pagesSolubility, Absorption Heat and Mass Transfer Studies of CO2 Absorption Into Aqueous Solution of 1-Dimethylamino-2-Propanol - การคำนวณPhatchayada KhamhaengNo ratings yet
- AT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFDocument17 pagesAT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFAkhmadi WaridyantoNo ratings yet
- Tiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionDocument13 pagesTiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionGhochapon MongkhonsiriNo ratings yet
- Belzona 1391t Resistance-ChimiqueDocument8 pagesBelzona 1391t Resistance-ChimiqueAli ReshadNo ratings yet
- Oyenekan Et Al-2007-AIChE JournalDocument11 pagesOyenekan Et Al-2007-AIChE JournalmppatilmayurNo ratings yet
- TN 122 Separation Heat Stable Amine Salts Methyldiethanolamine Solutions TN70192 EDocument4 pagesTN 122 Separation Heat Stable Amine Salts Methyldiethanolamine Solutions TN70192 EFanilNo ratings yet
- PLP P 11 2003, Contactors in AmineDocument41 pagesPLP P 11 2003, Contactors in Amineivanov5559No ratings yet
- Investigation of Mixed Amine Solution in Gas Sweetening PlantDocument5 pagesInvestigation of Mixed Amine Solution in Gas Sweetening PlantRenan Villalobos JimenezNo ratings yet
- VmgsimDocument65 pagesVmgsimObatarhe Ogra100% (1)
- 6.2. Natural Gas (Treatment)Document45 pages6.2. Natural Gas (Treatment)MaisarahNo ratings yet
- Equilibrium Data MdeaDocument5 pagesEquilibrium Data Mdeageo stelar jrNo ratings yet
- PB Max-Amine 70b Suez-GeDocument5 pagesPB Max-Amine 70b Suez-GeDavid Cruz ZamoraNo ratings yet
- 11-4374 AGC Webinar QA UpdatedDocument3 pages11-4374 AGC Webinar QA UpdatedDaniil GhilescuNo ratings yet
- BRE 202 LNG ManualDocument69 pagesBRE 202 LNG ManualAlberto Abrajan100% (1)
- Gas SweeteningDocument39 pagesGas SweeteningG Vengat Vinayagam100% (1)
- Natural Gas Sweetening ProcessDocument19 pagesNatural Gas Sweetening ProcessAnonymous g4hO0ENo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Current Status of CO 2 Chemical Absorption Research Applied To CCSDocument19 pagesCurrent Status of CO 2 Chemical Absorption Research Applied To CCSJulian De BedoutNo ratings yet
- Gas Treating Unit TrainingDocument98 pagesGas Treating Unit TrainingAbdulslam100% (2)






































































































Download as pdf or txt
You might also like
- Water Treatment Handbook - Ondeo Degremont IIDocument1,571 pagesWater Treatment Handbook - Ondeo Degremont IIfaustino1@gmail91% (35)
- Final Year ProjectDocument159 pagesFinal Year ProjectAhmad Riaz Khan100% (2)
- Interactive Gas Processing Portfolio FinalDocument80 pagesInteractive Gas Processing Portfolio FinalDeepakNo ratings yet
- KiWi Power Overview 19072017Document33 pagesKiWi Power Overview 19072017santiagoNo ratings yet
- Sour Oil and Gas Management: Fig. 1 ADocument34 pagesSour Oil and Gas Management: Fig. 1 AmaresNo ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsDocument6 pagesFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsFraz RizviNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochureRoberth Perez VargasNo ratings yet
- Cost Effective Integrated Gas Plant Design Sulfinol MDocument2 pagesCost Effective Integrated Gas Plant Design Sulfinol Mamirho3ein100% (1)
- 002 Tacr enDocument233 pages002 Tacr enhandaru dwi yunantoNo ratings yet
- Crude and ProductsDocument65 pagesCrude and ProductsAmit KrNo ratings yet
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Acid Gas Removal Design CriteriaDocument2 pagesAcid Gas Removal Design CriteriaNguyễn Tiến DũngNo ratings yet
- Scrubber NATCODocument22 pagesScrubber NATCOkalikamalaNo ratings yet
- Vess TimeDocument3 pagesVess TimeJose Rodrigo Salguero DuranNo ratings yet
- Feasibility Report On Production of LPG From Natural GasDocument18 pagesFeasibility Report On Production of LPG From Natural GasDanish KhanNo ratings yet
- Replacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedDocument11 pagesReplacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedAmji ShahNo ratings yet
- Carbon Adsorption VaporDocument7 pagesCarbon Adsorption Vaporpippo2378793No ratings yet
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocument2 pagesPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareNo ratings yet
- BTEX in GDUDocument19 pagesBTEX in GDUAnonymous QSfDsVxjZNo ratings yet
- Mixed Amine Solutions For Gas SweeteningDocument16 pagesMixed Amine Solutions For Gas SweeteningmvhkumarNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Assignment 2 Process and Dynamic System Modelling (PPSD)Document15 pagesAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanNo ratings yet
- Regasification HamworthyDocument19 pagesRegasification HamworthyMoustapha Seye100% (1)
- Gorgon Gas Project SlideshowDocument49 pagesGorgon Gas Project SlideshowyasminelewisNo ratings yet
- Removal+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessDocument7 pagesRemoval+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessEduardoToscano7No ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- Zarei 2016Document34 pagesZarei 2016IffatNo ratings yet
- PDD IFFCO CDR Project PhulpurDocument36 pagesPDD IFFCO CDR Project Phulpurginga716100% (1)
- CD4061 No Es PDFDocument25 pagesCD4061 No Es PDFFernando AmoresNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Material Stream: 1: ConditionsDocument6 pagesMaterial Stream: 1: ConditionsAKSHEYMEHTANo ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- Ibp1502 12Document9 pagesIbp1502 12Marcelo Varejão CasarinNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- Simulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFDocument13 pagesSimulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFSuprio KamalNo ratings yet
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- SAS Engineering Process PackagesDocument54 pagesSAS Engineering Process PackagesDewa Yuniardi FullNo ratings yet
- Catalyst Regeneration - For IndiaDocument2 pagesCatalyst Regeneration - For Indiasuprateem20100% (1)
- Acid Gas EnrichmentDocument7 pagesAcid Gas EnrichmentkusdiyantaNo ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- 03.1 - Mercury Removal Project PDFDocument6 pages03.1 - Mercury Removal Project PDFtekstep7No ratings yet
- Poly Olefin HandbookDocument90 pagesPoly Olefin HandbookKenneth HowesNo ratings yet
- Natural Gas Sweetening by Monoethanolamine ProcessDocument22 pagesNatural Gas Sweetening by Monoethanolamine Processasamad54No ratings yet
- Amine Gas Sweetening PDFDocument2 pagesAmine Gas Sweetening PDFhaarika1006100% (1)
- Simulation Co2 Removal Unit of Natural Gas by Aspen-HysysDocument5 pagesSimulation Co2 Removal Unit of Natural Gas by Aspen-HysysxinghustNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- DHDSDocument4 pagesDHDSThirumal ThirandasNo ratings yet
- FCC Catalyst NotesDocument12 pagesFCC Catalyst NotesAim High100% (1)
- Refinery Configurations For Maximizing Middle DistillatesDocument9 pagesRefinery Configurations For Maximizing Middle DistillatesramiarenasNo ratings yet
- Literature Review On Carbon Dioxide Capture by AbsorptionDocument21 pagesLiterature Review On Carbon Dioxide Capture by AbsorptionTU_MTECH_ENV11No ratings yet
- TariqLNG - Technology SelectionDocument4 pagesTariqLNG - Technology SelectionAndrey KrNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Chemical AGRUDocument4 pagesChemical AGRUDwi CahyonoNo ratings yet
- Selecting: A Suitable ProcessDocument6 pagesSelecting: A Suitable ProcesstermdoxaNo ratings yet
- DME Haldor Topsoe BroshurDocument2 pagesDME Haldor Topsoe BroshurPloychompoo HanyanuwatNo ratings yet
- Refining Margin Supplement OMRAUG 12SEP2012Document30 pagesRefining Margin Supplement OMRAUG 12SEP2012Won JangNo ratings yet
- Options For Gasoline ReformulationDocument45 pagesOptions For Gasoline ReformulationBrian Vasquez100% (1)
- Operation of A Distillate Hydrot UnitDocument18 pagesOperation of A Distillate Hydrot UnitFranklin RevillNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- 24 Sour Gas Processing PDFDocument24 pages24 Sour Gas Processing PDFSarhad AhmedNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Exxon Aero EnfriadoresDocument61 pagesExxon Aero EnfriadoressantiagoNo ratings yet
- Materials Workshop For The Refining & Petrochemical IndustryDocument281 pagesMaterials Workshop For The Refining & Petrochemical IndustrysantiagoNo ratings yet
- Distributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TrayDocument1 pageDistributor Trap: Two Pass Side Downcomer Tray in Vessel Cone-Reverse Swage-Above One Pass TraysantiagoNo ratings yet
- Distributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TrayDocument1 pageDistributor Trap: Three Pass Tray in Vessel Cone-Reverse Swage-Above Two Pass Center Downcomer TraysantiagoNo ratings yet
- Physical and Engineering Data - SHELL PDFDocument94 pagesPhysical and Engineering Data - SHELL PDFsantiagoNo ratings yet
- Side To Side Pan: Overlapping Pan With HolesDocument1 pageSide To Side Pan: Overlapping Pan With HolessantiagoNo ratings yet
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoNo ratings yet
- KBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFDocument5 pagesKBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFsantiagoNo ratings yet
- UOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalDocument24 pagesUOP-Maximizing-Diesel-in-Existing-Assets-Tech-Paper3 - NPRA 2009 Dieselization Paper FinalsantiagoNo ratings yet
- Proctor - Refractory Considerations of Sulphur Recovery UnitsDocument15 pagesProctor - Refractory Considerations of Sulphur Recovery UnitssantiagoNo ratings yet
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceDocument15 pagesKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoNo ratings yet
- Fenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery UnitsDocument16 pagesFenderson & Goar - Ammonia & BTX Destruction in Today's Sulphur Recovery UnitssantiagoNo ratings yet
- Duiker - Combustion Systems For Sulphur Recovery UnitsDocument4 pagesDuiker - Combustion Systems For Sulphur Recovery UnitssantiagoNo ratings yet
- Technip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFDocument492 pagesTechnip Vol. 1 - Petroleum Refining - Process Flowsheets - IFP PDFsantiago100% (1)
- 10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamDocument1 page10740-Tecna Caso: Mdm2015 Planta de Tratamiento de Crudo Borde Montuoso Vista O&G / Aleph MidstreamsantiagoNo ratings yet
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoNo ratings yet
- Triazine LiteraturDocument64 pagesTriazine LiteraturSkolastika ErnaNo ratings yet
- Design of Sour Gas Treatment PlantDocument26 pagesDesign of Sour Gas Treatment Plantmsr22No ratings yet
- Outlook Kelapa SawitDocument5 pagesOutlook Kelapa SawitEtty PasewangNo ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- Acid Gas Cleaning Using Amine SolventsDocument20 pagesAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666No ratings yet
- Corrosion Rate API 581Document6 pagesCorrosion Rate API 581Indra Mulyana100% (2)
- APL Introduction & ServicesDocument4 pagesAPL Introduction & ServicesNARAYAN DESAINo ratings yet
- Investigation of Stress-Oriented Hydrogen-Induced Cracking (SOHIC) in An Amine Absorber Column of An Oil RefineryDocument57 pagesInvestigation of Stress-Oriented Hydrogen-Induced Cracking (SOHIC) in An Amine Absorber Column of An Oil RefineryMetrach AbdrazakNo ratings yet
- Review Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Document23 pagesReview Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Ghochapon MongkhonsiriNo ratings yet
- Processes 07 00160Document15 pagesProcesses 07 00160imtiyazNo ratings yet
- Solubility, Absorption Heat and Mass Transfer Studies of CO2 Absorption Into Aqueous Solution of 1-Dimethylamino-2-Propanol - การคำนวณDocument9 pagesSolubility, Absorption Heat and Mass Transfer Studies of CO2 Absorption Into Aqueous Solution of 1-Dimethylamino-2-Propanol - การคำนวณPhatchayada KhamhaengNo ratings yet
- AT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFDocument17 pagesAT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFAkhmadi WaridyantoNo ratings yet
- Tiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionDocument13 pagesTiw - ChemAb-Post-combustion CO2 Recovery - Potassium Carbonate AbsorptionGhochapon MongkhonsiriNo ratings yet
- Belzona 1391t Resistance-ChimiqueDocument8 pagesBelzona 1391t Resistance-ChimiqueAli ReshadNo ratings yet
- Oyenekan Et Al-2007-AIChE JournalDocument11 pagesOyenekan Et Al-2007-AIChE JournalmppatilmayurNo ratings yet
- TN 122 Separation Heat Stable Amine Salts Methyldiethanolamine Solutions TN70192 EDocument4 pagesTN 122 Separation Heat Stable Amine Salts Methyldiethanolamine Solutions TN70192 EFanilNo ratings yet
- PLP P 11 2003, Contactors in AmineDocument41 pagesPLP P 11 2003, Contactors in Amineivanov5559No ratings yet
- Investigation of Mixed Amine Solution in Gas Sweetening PlantDocument5 pagesInvestigation of Mixed Amine Solution in Gas Sweetening PlantRenan Villalobos JimenezNo ratings yet
- VmgsimDocument65 pagesVmgsimObatarhe Ogra100% (1)
- 6.2. Natural Gas (Treatment)Document45 pages6.2. Natural Gas (Treatment)MaisarahNo ratings yet
- Equilibrium Data MdeaDocument5 pagesEquilibrium Data Mdeageo stelar jrNo ratings yet
- PB Max-Amine 70b Suez-GeDocument5 pagesPB Max-Amine 70b Suez-GeDavid Cruz ZamoraNo ratings yet
- 11-4374 AGC Webinar QA UpdatedDocument3 pages11-4374 AGC Webinar QA UpdatedDaniil GhilescuNo ratings yet
- BRE 202 LNG ManualDocument69 pagesBRE 202 LNG ManualAlberto Abrajan100% (1)
- Gas SweeteningDocument39 pagesGas SweeteningG Vengat Vinayagam100% (1)
- Natural Gas Sweetening ProcessDocument19 pagesNatural Gas Sweetening ProcessAnonymous g4hO0ENo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Current Status of CO 2 Chemical Absorption Research Applied To CCSDocument19 pagesCurrent Status of CO 2 Chemical Absorption Research Applied To CCSJulian De BedoutNo ratings yet
- Gas Treating Unit TrainingDocument98 pagesGas Treating Unit TrainingAbdulslam100% (2)