Download as pdf or txt
You might also like
- T ISS PX01 Instruction Manual Rev.01Document9 pagesT ISS PX01 Instruction Manual Rev.01Louis Marino100% (1)
- Navy and Broken White Geometric Thesis Defense PresentationDocument20 pagesNavy and Broken White Geometric Thesis Defense PresentationRemuel Arellano100% (1)
- SOLAS Training Manual PDFDocument52 pagesSOLAS Training Manual PDFRajapradeepNo ratings yet
- JX-2 Operation and Maintenance ManualDocument14 pagesJX-2 Operation and Maintenance ManualKunpeng Zhou100% (1)
- Datema CatalogueDocument91 pagesDatema CatalogueRostyslav Stavytskyi50% (2)
- DigiMoorX7 Software IntroductionDocument24 pagesDigiMoorX7 Software IntroductionSachin SikkaNo ratings yet
- ENG'G-11 Hydrostatic Test Procedures (Cargo Hoses)Document4 pagesENG'G-11 Hydrostatic Test Procedures (Cargo Hoses)ramon c. macarandangNo ratings yet
- Linethrower 250 Pains WessexDocument2 pagesLinethrower 250 Pains WessexAntonio Clas100% (2)
- Anchoring Poster For BridgeDocument1 pageAnchoring Poster For BridgeSachin SikkaNo ratings yet
- Navigat 3000 Operational Manual PDFDocument228 pagesNavigat 3000 Operational Manual PDFspongeboboNo ratings yet
- Life-Saving Appliances Including LSA Code 2017Document8 pagesLife-Saving Appliances Including LSA Code 2017fajee_faridNo ratings yet
- General Smart Manual PDFDocument62 pagesGeneral Smart Manual PDFGiurca FlorinNo ratings yet
- SurveysDocument3 pagesSurveysAndy James Roberts100% (1)
- COD Lab Report FullDocument9 pagesCOD Lab Report FullLutfi Amin67% (3)
- Experiment 5-Solar Ray CollectorDocument16 pagesExperiment 5-Solar Ray CollectorRazman Bijan100% (1)
- Instruction Manual WARTSILLADocument458 pagesInstruction Manual WARTSILLAEmilio Portela100% (7)
- IACS Rec - 79Document10 pagesIACS Rec - 79tyuNo ratings yet
- 3060 - E - 012 - Pilotstar D Typ Ap02-S01Document166 pages3060 - E - 012 - Pilotstar D Typ Ap02-S01Gary GouveiaNo ratings yet
- Annual Summary of Notices To Mariners What Is NP247Document2 pagesAnnual Summary of Notices To Mariners What Is NP247Kunal SinghNo ratings yet
- SCANJET General Instruction SC 45TW PDFDocument40 pagesSCANJET General Instruction SC 45TW PDFpescarra-1No ratings yet
- AVCS JRC JAN701B-901B-2000 NavStickDocument13 pagesAVCS JRC JAN701B-901B-2000 NavSticksrinu1984100% (1)
- Anchor Chain Stud RepairsDocument1 pageAnchor Chain Stud RepairsAnkush GuptaNo ratings yet
- SIRE 2.0 - Instructions For Uploading PhotograDocument32 pagesSIRE 2.0 - Instructions For Uploading PhotograErdem CihanNo ratings yet
- GX 8000 Tips and CautionsDocument11 pagesGX 8000 Tips and CautionsalexanderNo ratings yet
- Rec 10 Rev 5Document28 pagesRec 10 Rev 5Kenan YILDIRIMÇAKARNo ratings yet
- A044 - Actions When Unable To Heave Up AnchorDocument4 pagesA044 - Actions When Unable To Heave Up Anchoranatoliy100% (2)
- Allowable Thickness Diminution For Hull StructuresDocument13 pagesAllowable Thickness Diminution For Hull Structuresjstoute100% (1)
- Maintenance ChartDocument2 pagesMaintenance Chartrabi4457100% (1)
- Weekly Test and InspectionDocument5 pagesWeekly Test and InspectionBehendu Perera100% (1)
- What Is Abort Point and How You Can Use It For Safe NavigationDocument16 pagesWhat Is Abort Point and How You Can Use It For Safe NavigationKunal Singh100% (1)
- Anchor Chain Cable PDFDocument19 pagesAnchor Chain Cable PDFKoldo Gómez AlzibarNo ratings yet
- How To Know The Worst Case of Damage StabilityDocument34 pagesHow To Know The Worst Case of Damage StabilityJeet Singh0% (1)
- ENV-09A - Fuel Change-Over Procedure Rev 0Document15 pagesENV-09A - Fuel Change-Over Procedure Rev 0Filip NikolevskiNo ratings yet
- LSFOchangeovercalculator tcm155-175156Document23 pagesLSFOchangeovercalculator tcm155-175156George PonparauNo ratings yet
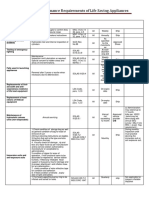
- Annex - 3 Maintenance Requirements of Life Saving AppliancesDocument5 pagesAnnex - 3 Maintenance Requirements of Life Saving AppliancesTanker Bneider100% (2)
- RSV Indian River - Sea Vessels (New Rules)Document7 pagesRSV Indian River - Sea Vessels (New Rules)SAMKUMAR100% (2)
- Rocking Test For Deck Crane MN RaulíDocument1 pageRocking Test For Deck Crane MN RaulíAlexis Barnabás CollinsNo ratings yet
- LSA1Document103 pagesLSA1SIDDHARTH MOHANTY100% (1)
- Risk Assessment Checklist - Use of Vlsfo Without Lab Analysis Report - 2022-12-20 - 16-29-43Document2 pagesRisk Assessment Checklist - Use of Vlsfo Without Lab Analysis Report - 2022-12-20 - 16-29-43ARUN100% (2)
- LSA MaintenceDocument18 pagesLSA MaintencemavericksailorNo ratings yet
- Anchors & Anchor WorkDocument35 pagesAnchors & Anchor WorkJitin Kanwar100% (2)
- Dunnage CalculatorDocument3 pagesDunnage Calculator123456No ratings yet
- Oil Record Book Part IDocument21 pagesOil Record Book Part ISamarth Aryan Singh100% (1)
- 16 - FRAMO Submerged Cargo Pump - Pressure Testing RoutineDocument6 pages16 - FRAMO Submerged Cargo Pump - Pressure Testing RoutineMomchil DimitrovNo ratings yet
- Annual Summary of Admiralty Notices To MarinersDocument3 pagesAnnual Summary of Admiralty Notices To Marinersss_tayade100% (1)
- Operator'S Manual: Voyage Data Recorder (VDR)Document48 pagesOperator'S Manual: Voyage Data Recorder (VDR)Edwin NyangeNo ratings yet
- COLREG Consolidated 2018Document62 pagesCOLREG Consolidated 2018RiswanNo ratings yet
- Steering Gear Regulations-LloydsDocument15 pagesSteering Gear Regulations-Lloydsd_damn100% (1)
- ECDISDocument513 pagesECDISPaul Lucian VentelNo ratings yet
- Lugless Shackle and Other Different Type of Shackle Used in Anchor. Lugless ShackleDocument4 pagesLugless Shackle and Other Different Type of Shackle Used in Anchor. Lugless ShacklekenNo ratings yet
- Consilium: Gas Detector Salwico ST400Document2 pagesConsilium: Gas Detector Salwico ST400SEDNANo ratings yet
- Tanker Familiarization CourseDocument135 pagesTanker Familiarization CoursePavlin Koev100% (2)
- LifeboatDocument6 pagesLifeboatvanmaika9960No ratings yet
- 190-ECDIS JRC JAN-7201S-9201S Instruct Manual Reference 27-7-2020Document350 pages190-ECDIS JRC JAN-7201S-9201S Instruct Manual Reference 27-7-2020dorgNo ratings yet
- Fonar - Fuel Oil Non-Availability ReportDocument4 pagesFonar - Fuel Oil Non-Availability ReportJagmohan SinghNo ratings yet
- ST 703 09 Life Saving AppliancesDocument76 pagesST 703 09 Life Saving AppliancesJaya SankerNo ratings yet
- ESP CodeDocument7 pagesESP CodeAkash KandwalNo ratings yet
- Register of Materials Handling Equipment-AMSA357Document10 pagesRegister of Materials Handling Equipment-AMSA357SudheerRawatNo ratings yet
- Hydraulic Top BracingDocument8 pagesHydraulic Top BracingAnonymous alQXB11EgQNo ratings yet
- RadarDocument305 pagesRadarNi Ck100% (1)
- Immersion SuitsDocument8 pagesImmersion SuitsBeyza AlacagözNo ratings yet
- Tanktrader BV: Technical Specification For 20' X 8' X 8'6" Iso Icc Type Tank Container For Bulk Bitumen (Un T3 Code)Document9 pagesTanktrader BV: Technical Specification For 20' X 8' X 8'6" Iso Icc Type Tank Container For Bulk Bitumen (Un T3 Code)Nauman AliNo ratings yet
- Oral Preparation Watch Keeper Deck Mates: Question and Answer GuidelinesFrom EverandOral Preparation Watch Keeper Deck Mates: Question and Answer GuidelinesRating: 5 out of 5 stars5/5 (1)
- Surface Hardening enDocument20 pagesSurface Hardening enanhntran4850No ratings yet
- O M Manual For Nuaire NU-619 Dual Access Animal Transfer Station 1411065332Document27 pagesO M Manual For Nuaire NU-619 Dual Access Animal Transfer Station 1411065332Edgar Ignacio Mendoza GarcíaNo ratings yet
- Electromagnetic FlowmeterDocument15 pagesElectromagnetic Flowmeteramer_arauf100% (1)
- Features: Narrow Pitch Connectors (0.4mm Pitch)Document11 pagesFeatures: Narrow Pitch Connectors (0.4mm Pitch)Jhonn arcilaNo ratings yet
- John Deere Components WorksDocument1 pageJohn Deere Components WorksDouglas PardosiNo ratings yet
- Maxim Is Ing The Reuse and Recycling of Clothes and TextilesDocument128 pagesMaxim Is Ing The Reuse and Recycling of Clothes and TextilesTom TommorelloNo ratings yet
- Progressive Cavity PumpDocument6 pagesProgressive Cavity Pumpmohanned salahNo ratings yet
- Processing of Edible Oil (Palm Oil)Document33 pagesProcessing of Edible Oil (Palm Oil)Salihah AbdullahNo ratings yet
- E 391 Manual 1Document6 pagesE 391 Manual 1naruto akatcyNo ratings yet
- Pipe Conveyor SystemDocument6 pagesPipe Conveyor Systemsurajit81100% (2)
- Equivalencia - AC, Aleados, Inox, Fundiciones, Aleaciones de Cu y Otros 1 PDFDocument73 pagesEquivalencia - AC, Aleados, Inox, Fundiciones, Aleaciones de Cu y Otros 1 PDFjarv7910No ratings yet
- Design of Concrete Mix of M30 Grade: Report Prepared ForDocument5 pagesDesign of Concrete Mix of M30 Grade: Report Prepared ForGuru PrasathNo ratings yet
- Drying Time RecorderDocument1 pageDrying Time RecorderJohn McLovenNo ratings yet
- In Plane Arch Buckling Ofnetwork Arch BridgesDocument11 pagesIn Plane Arch Buckling Ofnetwork Arch BridgesJuan Pablo Lopez CarrascoNo ratings yet
- Technical Design Guide For FRP Composite Products and Parts: Techniques & TechnologiesDocument25 pagesTechnical Design Guide For FRP Composite Products and Parts: Techniques & TechnologiesvikasNo ratings yet
- Walworth PressureSealDocument20 pagesWalworth PressureSealtxlucky80No ratings yet
- Boq Reinforcement DPT Casa de CangguDocument1 pageBoq Reinforcement DPT Casa de CangguoxiNo ratings yet
- PDS FF IODocument9 pagesPDS FF IODaniel GarciaNo ratings yet
- 002 - Gen5700 - 000 - PD2 - 01 2Document1 page002 - Gen5700 - 000 - PD2 - 01 2HermanNo ratings yet
- Door SheetDocument5 pagesDoor SheetShanmuga Navaneethan100% (1)
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocument2 pages1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanNo ratings yet
- Vickers Counterbalance Valve CBV 10Document2 pagesVickers Counterbalance Valve CBV 10rafarodrig6No ratings yet
- Rheocrete CNI - ASTM G 109 - ScannedDocument17 pagesRheocrete CNI - ASTM G 109 - ScannedsunilbauchkarNo ratings yet
- Battery Unit ServicingDocument8 pagesBattery Unit ServicingLeonardo Alfonso Carcamo CarreñoNo ratings yet
- Is 4925Document14 pagesIs 4925Naveen MatNo ratings yet
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet