Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Marx's Theory of Scientific Knowledge - Patrick MurrayDocument297 pagesMarx's Theory of Scientific Knowledge - Patrick Murraysergevictor100% (8)
- Math5 COT - Reading and Measuring Temperature Using ThermometerDocument4 pagesMath5 COT - Reading and Measuring Temperature Using ThermometerGlenda Manalo Coching100% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Kiraz, George - Turras Mamlla A Grammar of The Syriac Language Vol. 1 OrthographyDocument236 pagesKiraz, George - Turras Mamlla A Grammar of The Syriac Language Vol. 1 Orthographythomasmichaels3100% (4)
- Module #6aDocument17 pagesModule #6akamel touilebNo ratings yet
- Module #15Document27 pagesModule #15kamel touilebNo ratings yet
- Module #17Document22 pagesModule #17kamel touilebNo ratings yet
- Module #20Document32 pagesModule #20kamel touilebNo ratings yet
- Module #19Document30 pagesModule #19kamel touilebNo ratings yet
- Module #25Document28 pagesModule #25kamel touilebNo ratings yet
- Module #1: States of Stress and StrainDocument62 pagesModule #1: States of Stress and Strainkamel touilebNo ratings yet
- Eqac 3Document7 pagesEqac 3kamel touilebNo ratings yet
- Module #11Document39 pagesModule #11kamel touilebNo ratings yet
- Module #26Document26 pagesModule #26kamel touilebNo ratings yet
- Module #7Document27 pagesModule #7kamel touilebNo ratings yet
- Module #2: Transformation of Stresses in 2-DDocument34 pagesModule #2: Transformation of Stresses in 2-Dkamel touilebNo ratings yet
- Transformation of Stresses in 3-D: Reading ListDocument32 pagesTransformation of Stresses in 3-D: Reading Listkamel touilebNo ratings yet
- Module #10Document32 pagesModule #10kamel touilebNo ratings yet
- Body of ThesisDocument51 pagesBody of Thesiskamel touilebNo ratings yet
- International Journal of Plasticity: Akhtar S. Khan, Christopher S. MeredithDocument15 pagesInternational Journal of Plasticity: Akhtar S. Khan, Christopher S. Meredithkamel touilebNo ratings yet
- Analysis of Texture Evolution in Magnesium During Equal Channel Angular ExtrusionDocument15 pagesAnalysis of Texture Evolution in Magnesium During Equal Channel Angular Extrusionkamel touilebNo ratings yet
- Module #0: Reading ListDocument27 pagesModule #0: Reading Listkamel touilebNo ratings yet
- Grain Refinement in AZ31 Alloy Processed by Equal Channel Angular PressingDocument6 pagesGrain Refinement in AZ31 Alloy Processed by Equal Channel Angular Pressingkamel touilebNo ratings yet
- Effect of ECAP On Microstructure and Mechanical Properties of Cast AZ91 Magnesium AlloyDocument5 pagesEffect of ECAP On Microstructure and Mechanical Properties of Cast AZ91 Magnesium Alloykamel touilebNo ratings yet
- Comparison in Deformation and Fracture Behavior of Magnesium During Equal Channel Angular Pressing by Experimental and Numerical MethodsDocument4 pagesComparison in Deformation and Fracture Behavior of Magnesium During Equal Channel Angular Pressing by Experimental and Numerical Methodskamel touilebNo ratings yet
- PPT On Fracture MechanicsDocument81 pagesPPT On Fracture Mechanicskamel touilebNo ratings yet
- FEAPA Guidelines EnglischDocument4 pagesFEAPA Guidelines EnglischMarta MoreiraNo ratings yet
- DPP - (19) 13th IOC - (E) - WADocument1 pageDPP - (19) 13th IOC - (E) - WAassadfNo ratings yet
- Potato ProductionDocument6 pagesPotato ProductionviamussNo ratings yet
- Controller Job DescriptionDocument3 pagesController Job DescriptionEkka PrasetiaNo ratings yet
- China As A Rising Global PowerDocument11 pagesChina As A Rising Global PoweranggrainytreeseptianNo ratings yet
- Assignment 3 Individual AssignmentDocument13 pagesAssignment 3 Individual AssignmentThư Phan MinhNo ratings yet
- Cookie Business PlanDocument27 pagesCookie Business PlanLiza Mhey AcedoNo ratings yet
- Basic Science Jss 3 Second TermDocument27 pagesBasic Science Jss 3 Second Termjulianachristopher959No ratings yet
- Sport Management Review: Evald Bundgaard Iversen, Graham CuskellyDocument13 pagesSport Management Review: Evald Bundgaard Iversen, Graham CuskellyGabriela Ioana IonitaNo ratings yet
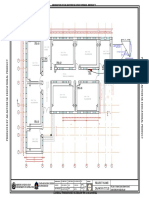
- Electrical of 6 Class Room .Dwg-POWDocument1 pageElectrical of 6 Class Room .Dwg-POWSayed WafiNo ratings yet
- Chapter 4 Referenes Arranged AlphabeticalDocument5 pagesChapter 4 Referenes Arranged AlphabeticalJoselito GelarioNo ratings yet
- Lesson 10.1 Hydrographic SurveyingDocument48 pagesLesson 10.1 Hydrographic SurveyingHunter BravoNo ratings yet
- Pcol MnemonicsDocument12 pagesPcol MnemonicsJustine Rubillete Mendoza MarianoNo ratings yet
- UNIT 3 - PassivesDocument17 pagesUNIT 3 - PassivesOliver TorresNo ratings yet
- Turbo-Couplings-Fluid Couplings-with-Constant-Fill - Operating-ManualDocument108 pagesTurbo-Couplings-Fluid Couplings-with-Constant-Fill - Operating-ManualCarollina AzevedoNo ratings yet
- Bahasa Inggris Ganjil Kelas X ABCDocument12 pagesBahasa Inggris Ganjil Kelas X ABCNazwarNo ratings yet
- Give The Lord Glory and Honor (Psalm 96)Document1 pageGive The Lord Glory and Honor (Psalm 96)Lionel Valdellon100% (1)
- Govt VacancyDocument13 pagesGovt VacancyAllen PonceNo ratings yet
- Integrating C Code With LabVIEWDocument8 pagesIntegrating C Code With LabVIEWsuper_facaNo ratings yet
- Datesheet Class 11 TH Annual Exam (2022-23) PDFDocument1 pageDatesheet Class 11 TH Annual Exam (2022-23) PDFSudhanshu ShekharNo ratings yet
- Source Rock Identification by IsotopeDocument11 pagesSource Rock Identification by IsotopeNdeye Khady NdiayeNo ratings yet
- Robertson v. Gordon, 226 U.S. 311 (1912)Document5 pagesRobertson v. Gordon, 226 U.S. 311 (1912)Scribd Government DocsNo ratings yet
- How To Make Martabak ManisDocument5 pagesHow To Make Martabak ManisElfath PrintNo ratings yet
- FIN-01. Purchasing ProcedureDocument7 pagesFIN-01. Purchasing ProcedureVu Dinh ThietNo ratings yet
- Hill, Therapist Techniques, Client Involvement, and The Therapeutic Relationship, (Hill, 2005)Document12 pagesHill, Therapist Techniques, Client Involvement, and The Therapeutic Relationship, (Hill, 2005)Osman CastroNo ratings yet
- Affirmation PowerDocument39 pagesAffirmation PowerIman Jaya100% (2)
- Clean and Unclean Among Jews Christians Brahmins of Kerala: Pollution IdeaDocument13 pagesClean and Unclean Among Jews Christians Brahmins of Kerala: Pollution IdeaGeorge MenacheryNo ratings yet