Download as docx, pdf, or txt
You might also like
- Lifting Trunnion Calculations On Horizontal Vessel - 1Document1 pageLifting Trunnion Calculations On Horizontal Vessel - 1miteshpatel191No ratings yet
- B - Minimum Required Thickness Permanent Blank ASME 304.5.3Document2 pagesB - Minimum Required Thickness Permanent Blank ASME 304.5.3edisjdavNo ratings yet
- Impact Test Exemptions PEDDocument7 pagesImpact Test Exemptions PEDoberaiNo ratings yet
- Job Description - Pressure Vessel Design EngineerDocument3 pagesJob Description - Pressure Vessel Design EngineerPankaj SinglaNo ratings yet
- Strengthening The Moral Mooring Safeguarding AssetDocument3 pagesStrengthening The Moral Mooring Safeguarding AssetJannahSalazar100% (1)
- Summary of Important Points in ASME Code Section 8Document3 pagesSummary of Important Points in ASME Code Section 8dhirendarji100% (2)
- Definition of Buttering From ASME Section IXDocument2 pagesDefinition of Buttering From ASME Section IXsanket100% (3)
- TBE-Pressure Vessel Standard TemplateDocument4 pagesTBE-Pressure Vessel Standard TemplateSiva baalanNo ratings yet
- Cs & Las Impact Req - Asme Sec Viii Div 2Document16 pagesCs & Las Impact Req - Asme Sec Viii Div 2AmitNarayanNitnawareNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Design Data 610 3450 9.5 1650 2 3300 2 1650 120Document3 pagesDesign Data 610 3450 9.5 1650 2 3300 2 1650 120miteshpatel191100% (1)
- Cleaner Application Form FormDocument2 pagesCleaner Application Form Formtony_young5730No ratings yet
- UG-100 Pneumatic TestDocument2 pagesUG-100 Pneumatic TestInaamNo ratings yet
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument3 pagesForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssNo ratings yet
- Ucs 56Document1 pageUcs 56enemesio_85100% (1)
- Conversion ASME Unit ConversionDocument3 pagesConversion ASME Unit ConversionMohdBadruddinKarimNo ratings yet
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Document2 pagesTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)BabarNo ratings yet
- MD PV Asme v0.1Document35 pagesMD PV Asme v0.1Kamlesh LuharNo ratings yet
- Spe 77-105 Gate Globe and Check Valves To Bs 5154Document9 pagesSpe 77-105 Gate Globe and Check Valves To Bs 5154awisakipNo ratings yet
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- NDT As Per B31.3Document2 pagesNDT As Per B31.3invilink87No ratings yet
- General Specification FOR Pressure VesselsDocument13 pagesGeneral Specification FOR Pressure Vesselssumit kumarNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- 2019 ASME Section VIII Division 1 SynopsisDocument58 pages2019 ASME Section VIII Division 1 SynopsisCristian Xavier Avendaño BelloNo ratings yet
- Sa 387Document29 pagesSa 387Ali VarmazyarNo ratings yet
- PFI ES 16 - 2013 EditionDocument11 pagesPFI ES 16 - 2013 EditionArcadio Duran100% (1)
- Asme B31.3,341.3.4Document1 pageAsme B31.3,341.3.4mzarei_1982No ratings yet
- Open Book Testing - API 653Document9 pagesOpen Book Testing - API 653EdisonCorderoNo ratings yet
- Blind Thickness Calculation: Refer Section 304.5.3 ASME B31.3 Diam, NB Class Diam, DGDocument1 pageBlind Thickness Calculation: Refer Section 304.5.3 ASME B31.3 Diam, NB Class Diam, DGVarun MalhotraNo ratings yet
- Straddle Principle For FlangesDocument1 pageStraddle Principle For Flangesameybarve67% (3)
- Datasheet DBB Ball ValvesDocument1 pageDatasheet DBB Ball ValvesVivi Oktavianti100% (1)
- A Comparison Between ASME B31.1 and ASME B31.3 On Some TopicsDocument4 pagesA Comparison Between ASME B31.1 and ASME B31.3 On Some TopicsPranpath Narupantawart100% (1)
- Heat Treatment Requirement As Per ASME B31.3Document2 pagesHeat Treatment Requirement As Per ASME B31.3Siddiqui Abdul Khaliq67% (3)
- 2019-5 TechPresentation BeachDocument141 pages2019-5 TechPresentation Beachaneeshta100% (1)
- Shell Rolling Report 1Document6 pagesShell Rolling Report 1Hanuman RaoNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestAriq FauzanNo ratings yet
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshNo ratings yet
- 1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1 - 000Document3 pages1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1 - 000j fNo ratings yet
- Tube Expansion Report Format r.0Document1 pageTube Expansion Report Format r.0fizanlamin100% (3)
- ES.0.08.0002 Rev.B - Engineering Data Request Form PDFDocument1 pageES.0.08.0002 Rev.B - Engineering Data Request Form PDFSaravanan VaradarajanNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- Pneumatic Test Procedure For SeagullDocument4 pagesPneumatic Test Procedure For SeagullDarkvaderNo ratings yet
- Dupont Tefzel: Chemical Use Temperature GuideDocument12 pagesDupont Tefzel: Chemical Use Temperature GuideOscarNo ratings yet
- 7-12-0017 Rev 5Document2 pages7-12-0017 Rev 5cynideNo ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- Welding Electrode Selection Table - Piping StudyDocument1 pageWelding Electrode Selection Table - Piping StudySujay AsukarNo ratings yet
- ASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Document1 pageASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Mike DukasNo ratings yet
- Agenda Item: 650-2024: Coating Prior To Hydrostatic TestingDocument4 pagesAgenda Item: 650-2024: Coating Prior To Hydrostatic Testinggigiphi1No ratings yet
- Pipe Hangers and Supports Materials, Design, Manufacture, Selection, Application, and InstallationDocument4 pagesPipe Hangers and Supports Materials, Design, Manufacture, Selection, Application, and InstallationsaerinNo ratings yet
- Asme Viii d1 Ma Appendix 28Document3 pagesAsme Viii d1 Ma Appendix 28Chihiya Fitria NurhayatiNo ratings yet
- ASME IX (2023) - Essential Variable For WPS & WeldersDocument37 pagesASME IX (2023) - Essential Variable For WPS & WeldersMohammed Khalid HussainNo ratings yet
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Maximum Allowable Stress: Mechanical Design of Pressure VesselsDocument17 pagesMaximum Allowable Stress: Mechanical Design of Pressure Vesselsfauzi100% (2)
- CAGI Data Sheet - 2209 PDFDocument1 pageCAGI Data Sheet - 2209 PDFShiro EmiyaNo ratings yet
- If The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1Document8 pagesIf The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1yogacruiseNo ratings yet
- Severin FinalDocument26 pagesSeverin Finalcristasocum_trans1758No ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Technical Bulletin 21 PDFDocument7 pagesTechnical Bulletin 21 PDFAgustin ParadisoNo ratings yet
- Joint Efficiency - Pressure Vessel Engineering PDFDocument5 pagesJoint Efficiency - Pressure Vessel Engineering PDFAhmad Fikri BaharunNo ratings yet
- Lifting Lug CalculationDocument2 pagesLifting Lug Calculationmiteshpatel191No ratings yet
- Weight CalculationDocument17 pagesWeight Calculationmiteshpatel191No ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Uc COLUMNSDocument4 pagesUc COLUMNSmiteshpatel191No ratings yet
- Section DataDocument5 pagesSection Datamiteshpatel191No ratings yet
- Section DataDocument5 pagesSection Datamiteshpatel191No ratings yet
- Platform Cleat CalculationDocument1 pagePlatform Cleat Calculationmiteshpatel191No ratings yet
- Tie Rod Support For Retangular TanksDocument11 pagesTie Rod Support For Retangular Tanksmiteshpatel191No ratings yet
- Lug On SkidDocument8 pagesLug On Skidmiteshpatel191No ratings yet
- Weld Joint DesignDocument4 pagesWeld Joint Designmiteshpatel191No ratings yet
- Ellipsoidal HEAD THICKNESS CALCULATION FOR INTERNAL PRESSUREDocument3 pagesEllipsoidal HEAD THICKNESS CALCULATION FOR INTERNAL PRESSUREmiteshpatel191No ratings yet
- Base Ring Fillet Size CalculationDocument4 pagesBase Ring Fillet Size Calculationmiteshpatel191No ratings yet
- Lifting Lug Calculation For Small Horizontal VesselDocument2 pagesLifting Lug Calculation For Small Horizontal Vesselmiteshpatel191100% (2)
- Storage Tank Design Calculation - Api 650Document21 pagesStorage Tank Design Calculation - Api 650miteshpatel191100% (3)
- Nozzle Reinforcement Calculations: HH1&HH2 (Hand Hole) : Description Regulation Formula Symbol Value UnitDocument1 pageNozzle Reinforcement Calculations: HH1&HH2 (Hand Hole) : Description Regulation Formula Symbol Value Unitmiteshpatel191No ratings yet
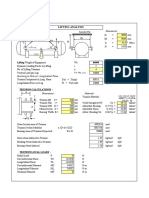
- Silencer AnalysisDocument5 pagesSilencer Analysismiteshpatel191No ratings yet
- Torispherical Heads THICKNESS CALCULATION FOR INTERNAL PRESSUREDocument3 pagesTorispherical Heads THICKNESS CALCULATION FOR INTERNAL PRESSUREmiteshpatel191No ratings yet
- Code Case 2901Document2 pagesCode Case 2901miteshpatel191No ratings yet
- Figure UG-34 Forged HeadDocument8 pagesFigure UG-34 Forged Headmiteshpatel191No ratings yet
- WRC-107 (WRC-537) and WRC-297. (WELDING RESEARCH COUNCIL)Document1 pageWRC-107 (WRC-537) and WRC-297. (WELDING RESEARCH COUNCIL)miteshpatel191No ratings yet
- Microsoft Word - Report of Licenciate-2010-Final-BZDocument167 pagesMicrosoft Word - Report of Licenciate-2010-Final-BZmiteshpatel191No ratings yet
- Understanding How Changes in Pressure Vessel Codes May Impact Pressure Vessel PerformanceDocument33 pagesUnderstanding How Changes in Pressure Vessel Codes May Impact Pressure Vessel Performancemiteshpatel191No ratings yet
- 1.0 Load On Davit: (Ref:Pressure Vessel Design Manual 3rd Edition by Dennis R. Moss Page 291 295)Document1 page1.0 Load On Davit: (Ref:Pressure Vessel Design Manual 3rd Edition by Dennis R. Moss Page 291 295)miteshpatel191No ratings yet
- Basic Calculus: Quarter 1 - Module 2Document50 pagesBasic Calculus: Quarter 1 - Module 2Angelie Limbago Cagas0% (1)
- Scan 6 Jul 2020Document10 pagesScan 6 Jul 2020memoNo ratings yet
- SAP HANA EIM Installation and Configuration Guide enDocument598 pagesSAP HANA EIM Installation and Configuration Guide enGabriele ZuccaroNo ratings yet
- Activity 1.2 Compare and Contrast (Mil)Document2 pagesActivity 1.2 Compare and Contrast (Mil)Irine Atchecoso GanozaNo ratings yet
- Undergraduate Students Adoption To App Based Stock Market InvestmentDocument18 pagesUndergraduate Students Adoption To App Based Stock Market InvestmentKunal MishraNo ratings yet
- Mortality Rate: Human Conditions Before The Common ERA During The Common ERADocument2 pagesMortality Rate: Human Conditions Before The Common ERA During The Common ERAchastine daneNo ratings yet
- Mikwave - Antena DR-A2K2D22-F2ADocument2 pagesMikwave - Antena DR-A2K2D22-F2AEstefanía BahamondesNo ratings yet
- BLKOUT Supplemental 01Document3 pagesBLKOUT Supplemental 01jim contrerasNo ratings yet
- PhilPopCulture Module 3Document10 pagesPhilPopCulture Module 3gray grayNo ratings yet
- Encoder Leinelinde ADS Upgrade Unit Flyer enDocument2 pagesEncoder Leinelinde ADS Upgrade Unit Flyer enWilliamcreisNo ratings yet
- CpE Checklist SY 2020-2021Document6 pagesCpE Checklist SY 2020-2021Josh DumalagNo ratings yet
- SR CSCLDocument7 pagesSR CSCLSahat MaruliNo ratings yet
- Cheatsheet PDFDocument2 pagesCheatsheet PDFShadhil MajeedNo ratings yet
- Stat&probab Q3 Week 1 DLLDocument13 pagesStat&probab Q3 Week 1 DLLKILVEN MASIONNo ratings yet
- Sample Introduction Speech For Thesis DefenseDocument7 pagesSample Introduction Speech For Thesis DefenseDoMyPaperSingapore100% (2)
- UntitledDocument1 pageUntitledReplacement AccountNo ratings yet
- LTE WP WorkingDocument7 pagesLTE WP WorkingMuhammad Iqbal Khan SonNo ratings yet
- INVIL KOREA 01 INVIL 10 Years at A GlanceDocument12 pagesINVIL KOREA 01 INVIL 10 Years at A GlanceIrina CojocaruNo ratings yet
- Liumy LM2001Document36 pagesLiumy LM2001Carles Molins LopezNo ratings yet
- Corporate H ScriDocument4 pagesCorporate H ScriHGL ConsultingNo ratings yet
- Consumer Authorization To Furnish and Release InformationDocument2 pagesConsumer Authorization To Furnish and Release InformationFoster BondNo ratings yet
- Malaysia Marine and Heavy EngineeringDocument10 pagesMalaysia Marine and Heavy EngineeringAzwaniAnuarNo ratings yet
- Flat Glass Annealing LehrsDocument7 pagesFlat Glass Annealing LehrsHồng ĐàoNo ratings yet
- NSK Tools CatalogDocument20 pagesNSK Tools CatalogRobert OrtegaNo ratings yet
- HUM103 Syllabus F21Document8 pagesHUM103 Syllabus F21profwheelingNo ratings yet
- Ford Everest 2018 ZADocument9 pagesFord Everest 2018 ZAbsinghbeNo ratings yet
- Advanced Digital Speedometer For Vehicles and Machinaries (Used As Odometer Too)Document27 pagesAdvanced Digital Speedometer For Vehicles and Machinaries (Used As Odometer Too)Shanky Kumar100% (2)
- 2021 Ssce Internal User GuideDocument31 pages2021 Ssce Internal User GuideEffNo ratings yet