
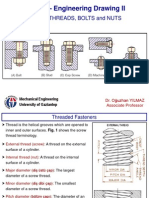
Threaded Fasteners PDF
Threaded Fasteners PDF
You might also like
- AA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFDocument3 pagesAA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFdanaosajoNo ratings yet
- Bend Allowance CalculatorDocument1 pageBend Allowance CalculatorMurtza Arzai100% (1)
- BS 970 En8dDocument1 pageBS 970 En8dsumeetsaini88No ratings yet
- Thread Chart PDFDocument9 pagesThread Chart PDFKathirrasu100% (1)
- Standard Lock Nut PDFDocument10 pagesStandard Lock Nut PDFWawanNo ratings yet
- Dimensioning Practice: Threaded FastenersDocument27 pagesDimensioning Practice: Threaded FastenersAfaq AslamNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- Tolerances FitsDocument25 pagesTolerances FitsAnonymous E2oSW7No ratings yet
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocument2 pagesHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadNo ratings yet
- Drawing Guide Weld SymbolsDocument3 pagesDrawing Guide Weld SymbolsspaljeniNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- Engineering Graphics: Course No. 6Document12 pagesEngineering Graphics: Course No. 6vic70r9No ratings yet
- The Use of Finite Element Method To Solve Vibration Problems On Vertical PumpsDocument7 pagesThe Use of Finite Element Method To Solve Vibration Problems On Vertical Pumpsashok pandiyanNo ratings yet
- Worm Gear BoxDocument5 pagesWorm Gear BoxaryoblitarNo ratings yet
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Document56 pagesSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91No ratings yet
- Bolt Torq. (Moss+Farr)Document9 pagesBolt Torq. (Moss+Farr)Bahtiar Anak LaNang100% (1)
- Types of InvoluteDocument4 pagesTypes of InvoluteBa Bu100% (1)
- Inventor TubeDocument41 pagesInventor TuberelampioNo ratings yet
- Fit and Tolerance PDFDocument15 pagesFit and Tolerance PDFLevi J SandyNo ratings yet
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDocument1 pageChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNo ratings yet
- Limts Fit & TolerenceDocument60 pagesLimts Fit & TolerenceGummanur SreenathNo ratings yet
- Mechanical Design SpreadsheetDocument1 pageMechanical Design SpreadsheetHoney TiwariNo ratings yet
- Shafts and BearingsDocument43 pagesShafts and BearingsMario AndrewNo ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- PressFitPressureCalculator-English UnitsDocument5 pagesPressFitPressureCalculator-English UnitsTamil SelvanNo ratings yet
- Chapter 1 (Fits and Tolerance)Document49 pagesChapter 1 (Fits and Tolerance)Hassan El-kholyNo ratings yet
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- ME 424/426 Drawing GuidelinesDocument5 pagesME 424/426 Drawing GuidelinesshivajitagiNo ratings yet
- Limits, Fits and ToleranceDocument20 pagesLimits, Fits and ToleranceKishore DKNo ratings yet
- BS 4504 Slip On Flanges PDFDocument7 pagesBS 4504 Slip On Flanges PDFMaclean ArthurNo ratings yet
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevNo ratings yet
- DN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900Document6 pagesDN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900harikrishnanpd33270% (1)
- Blind Flanges - ANSI B16.5Document7 pagesBlind Flanges - ANSI B16.5Paul SolorzanoNo ratings yet
- Metric Bolt StrengthDocument18 pagesMetric Bolt StrengthSachin ShindeNo ratings yet
- Bolted Joint Analysis - MechaniCalcDocument22 pagesBolted Joint Analysis - MechaniCalcHasan BoxkiNo ratings yet
- Standards ListDocument14 pagesStandards Listsunnyjack100% (1)
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaNo ratings yet
- 《美国联邦螺丝标准手册》FED STD H28Document161 pages《美国联邦螺丝标准手册》FED STD H28Prasad JoshiNo ratings yet
- Bolted Joint Member StiffnessDocument15 pagesBolted Joint Member StiffnessKurtNo ratings yet
- Limits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemDocument1 pageLimits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemNagendra PrasadNo ratings yet
- K-Factor - SheetMetal - MeDocument4 pagesK-Factor - SheetMetal - MeFoxcostaNo ratings yet
- Calculation of Retaining RingsDocument7 pagesCalculation of Retaining RingsDobrica PetrovicNo ratings yet
- Flat Washers Standard MetricDocument4 pagesFlat Washers Standard MetricsivaNo ratings yet
- How To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincDocument15 pagesHow To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincAndré BuysNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingBouzaida MaherNo ratings yet
- Shaft KeysDocument6 pagesShaft KeysHashem Mohamed HashemNo ratings yet
- Fasteners Lecture 11-20-03Document67 pagesFasteners Lecture 11-20-03laponggaNo ratings yet
- ASME B16.5 - List of Material SpecificationDocument3 pagesASME B16.5 - List of Material Specificationjr_satish6965No ratings yet
- Design of Weld Neck Flange As Per ASME Section VIII Division 1Document1 pageDesign of Weld Neck Flange As Per ASME Section VIII Division 1Dhakshina KNo ratings yet
- LESON 3.4 Forces & PressureDocument5 pagesLESON 3.4 Forces & PressureRais RahimiNo ratings yet
- Roll PinsDocument8 pagesRoll Pinshemanth337No ratings yet
- Screw ThreadsDocument21 pagesScrew ThreadsziadatzNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- SCREW THREADS, BOLTS and NUTS PDFDocument10 pagesSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- Threads and FastenersDocument11 pagesThreads and FastenersEtHical EmoTionNo ratings yet
- Chapter - 3 L-1 Bolt DesignDocument34 pagesChapter - 3 L-1 Bolt DesignBerihun100% (1)
- Types of ThreadDocument25 pagesTypes of ThreadJKKNo ratings yet
- Bolts, Nuts and KeysDocument32 pagesBolts, Nuts and KeysAmalkrishna KrishnaNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- Feed PipeDocument1 pageFeed Pipesumeetsaini88No ratings yet
- O-Ring CalculationsDocument1 pageO-Ring Calculationssumeetsaini88No ratings yet
- 8D Response Report: Congrats To TeamDocument9 pages8D Response Report: Congrats To Teamsumeetsaini88No ratings yet
- 8D Response Report: Congrats To TeamDocument2 pages8D Response Report: Congrats To Teamsumeetsaini88No ratings yet
- Murthy, VolatilityDocument18 pagesMurthy, Volatilitysumeetsaini88No ratings yet
- Water Usages ProjectDocument1 pageWater Usages Projectsumeetsaini88No ratings yet
- PnomatikkatalogDocument71 pagesPnomatikkatalogManova JNo ratings yet
- Class 2Document1 pageClass 2sumeetsaini88No ratings yet
- Thesis Presentation AnupDocument44 pagesThesis Presentation Anupsumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec09 Vibration ControlDocument85 pagesFST Technical Manual 2015 Sec09 Vibration Controlsumeetsaini88No ratings yet
- Od 327731054320782100Document1 pageOd 327731054320782100sumeetsaini88No ratings yet
- SL BRS2013 Food InflDocument69 pagesSL BRS2013 Food Inflsumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec02 HydraulicsDocument313 pagesFST Technical Manual 2015 Sec02 Hydraulicssumeetsaini88No ratings yet
- H.W 26.09.22Document1 pageH.W 26.09.22sumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec11 List of Design Types and Contact AdressesDocument7 pagesFST Technical Manual 2015 Sec11 List of Design Types and Contact Adressessumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec05 Elastomer Composite Parts and Precision MouldingsDocument105 pagesFST Technical Manual 2015 Sec05 Elastomer Composite Parts and Precision Mouldingssumeetsaini88No ratings yet
- Subtraction 727 QCSDocument2 pagesSubtraction 727 QCSsumeetsaini88No ratings yet
- C-I R.W - Ii EvsDocument3 pagesC-I R.W - Ii Evssumeetsaini88No ratings yet
- C-I R.W - II EnglsihDocument3 pagesC-I R.W - II Englsihsumeetsaini88No ratings yet
- Calculation of A Helical Gear Pair: 1. Tooth Geometry and MaterialDocument14 pagesCalculation of A Helical Gear Pair: 1. Tooth Geometry and Materialsumeetsaini88No ratings yet
- Body Language 1Document61 pagesBody Language 1sumeetsaini88No ratings yet
- Involute Gear and Spline SoftwareDocument9 pagesInvolute Gear and Spline Softwaresumeetsaini88No ratings yet
- 7 QC Tools PresentationDocument115 pages7 QC Tools Presentationsumeetsaini88No ratings yet
- PPMDocument2 pagesPPMsumeetsaini88No ratings yet
- SipocDocument2 pagesSipocsumeetsaini88No ratings yet
- Is 3403 1981Document10 pagesIs 3403 1981sumeetsaini88100% (1)
- (A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadDocument8 pages(A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadAmeer Street-jugmentNo ratings yet
- Control Bop Ideal-NovDocument25 pagesControl Bop Ideal-NovpabloNo ratings yet
- Bolts & Power ScrewsDocument6 pagesBolts & Power ScrewsEjNo ratings yet
- SL Turning Units & AV HoldersDocument20 pagesSL Turning Units & AV HoldersecarrilloNo ratings yet
- 24TH March 2023 DanielDocument2 pages24TH March 2023 DanielKasarachi AmadiNo ratings yet
- Lighting System (Ipc 90-92-13-08a)Document5 pagesLighting System (Ipc 90-92-13-08a)jmam1992No ratings yet
- Jednostavni PrimeriDocument13 pagesJednostavni Primeridaka crtamNo ratings yet
- The Types of Bolts:: 8. Design of Bolted Connections (See Section 6.2 BS 5950-1:2000)Document36 pagesThe Types of Bolts:: 8. Design of Bolted Connections (See Section 6.2 BS 5950-1:2000)John Romanus100% (3)
- CH 6Document42 pagesCH 6Sunilkumar ReddyNo ratings yet
- Shri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialDocument1 pageShri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialMahendra PatilNo ratings yet
- Prevailing Test For BoltDocument4 pagesPrevailing Test For Boltpalani.djp100% (1)
- Metric Thread - Extended Thread Size RangeDocument17 pagesMetric Thread - Extended Thread Size RangeM DhafinNo ratings yet
- Fittings BOMDocument36 pagesFittings BOMChitradeep FalguniyaNo ratings yet
- Flange Slide RulerDocument12 pagesFlange Slide RulerDah MañůsNo ratings yet
- Spare Parts Diagram CGB7-61 HDocument14 pagesSpare Parts Diagram CGB7-61 HShishir Kumar SinghNo ratings yet
- BS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)Document67 pagesBS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)EmreNo ratings yet
- Din 580-Lifting Eye Bolts PDFDocument1 pageDin 580-Lifting Eye Bolts PDFAntohi CatalinNo ratings yet
- Access Doors DrawingDocument1 pageAccess Doors DrawingDanish AhamadNo ratings yet
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationDocument27 pagesASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekNo ratings yet
- Greaves Price List MRP - W e F 23-11-2017Document139 pagesGreaves Price List MRP - W e F 23-11-2017dulichand50% (2)
- 6 Bolted ConnectionsDocument63 pages6 Bolted ConnectionsetemNo ratings yet
- Technical ManualDocument72 pagesTechnical ManualHibozoNo ratings yet
- Asme b1.13m 2001-CwxyrwhDocument75 pagesAsme b1.13m 2001-CwxyrwhMohakumar MaranNo ratings yet
- Hiwin Ballscrew 2016 ENG PDFDocument52 pagesHiwin Ballscrew 2016 ENG PDFlnx01No ratings yet
- DME Power Screw Dr. F. TauheedDocument13 pagesDME Power Screw Dr. F. TauheedDr Praveen KumarNo ratings yet
- Collar EyeBolt To BS4278 Table 1Document9 pagesCollar EyeBolt To BS4278 Table 1Rajesh N Priya GopinathanNo ratings yet
- British Standard Pipe ThreadDocument3 pagesBritish Standard Pipe ThreadBharat Prajapati0% (1)















































































































Download as pdf or txt
You might also like
- AA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFDocument3 pagesAA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFdanaosajoNo ratings yet
- Bend Allowance CalculatorDocument1 pageBend Allowance CalculatorMurtza Arzai100% (1)
- BS 970 En8dDocument1 pageBS 970 En8dsumeetsaini88No ratings yet
- Thread Chart PDFDocument9 pagesThread Chart PDFKathirrasu100% (1)
- Standard Lock Nut PDFDocument10 pagesStandard Lock Nut PDFWawanNo ratings yet
- Dimensioning Practice: Threaded FastenersDocument27 pagesDimensioning Practice: Threaded FastenersAfaq AslamNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- Tolerances FitsDocument25 pagesTolerances FitsAnonymous E2oSW7No ratings yet
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocument2 pagesHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadNo ratings yet
- Drawing Guide Weld SymbolsDocument3 pagesDrawing Guide Weld SymbolsspaljeniNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- Engineering Graphics: Course No. 6Document12 pagesEngineering Graphics: Course No. 6vic70r9No ratings yet
- The Use of Finite Element Method To Solve Vibration Problems On Vertical PumpsDocument7 pagesThe Use of Finite Element Method To Solve Vibration Problems On Vertical Pumpsashok pandiyanNo ratings yet
- Worm Gear BoxDocument5 pagesWorm Gear BoxaryoblitarNo ratings yet
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Document56 pagesSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91No ratings yet
- Bolt Torq. (Moss+Farr)Document9 pagesBolt Torq. (Moss+Farr)Bahtiar Anak LaNang100% (1)
- Types of InvoluteDocument4 pagesTypes of InvoluteBa Bu100% (1)
- Inventor TubeDocument41 pagesInventor TuberelampioNo ratings yet
- Fit and Tolerance PDFDocument15 pagesFit and Tolerance PDFLevi J SandyNo ratings yet
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDocument1 pageChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNo ratings yet
- Limts Fit & TolerenceDocument60 pagesLimts Fit & TolerenceGummanur SreenathNo ratings yet
- Mechanical Design SpreadsheetDocument1 pageMechanical Design SpreadsheetHoney TiwariNo ratings yet
- Shafts and BearingsDocument43 pagesShafts and BearingsMario AndrewNo ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- PressFitPressureCalculator-English UnitsDocument5 pagesPressFitPressureCalculator-English UnitsTamil SelvanNo ratings yet
- Chapter 1 (Fits and Tolerance)Document49 pagesChapter 1 (Fits and Tolerance)Hassan El-kholyNo ratings yet
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- ME 424/426 Drawing GuidelinesDocument5 pagesME 424/426 Drawing GuidelinesshivajitagiNo ratings yet
- Limits, Fits and ToleranceDocument20 pagesLimits, Fits and ToleranceKishore DKNo ratings yet
- BS 4504 Slip On Flanges PDFDocument7 pagesBS 4504 Slip On Flanges PDFMaclean ArthurNo ratings yet
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevNo ratings yet
- DN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900Document6 pagesDN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900harikrishnanpd33270% (1)
- Blind Flanges - ANSI B16.5Document7 pagesBlind Flanges - ANSI B16.5Paul SolorzanoNo ratings yet
- Metric Bolt StrengthDocument18 pagesMetric Bolt StrengthSachin ShindeNo ratings yet
- Bolted Joint Analysis - MechaniCalcDocument22 pagesBolted Joint Analysis - MechaniCalcHasan BoxkiNo ratings yet
- Standards ListDocument14 pagesStandards Listsunnyjack100% (1)
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaNo ratings yet
- 《美国联邦螺丝标准手册》FED STD H28Document161 pages《美国联邦螺丝标准手册》FED STD H28Prasad JoshiNo ratings yet
- Bolted Joint Member StiffnessDocument15 pagesBolted Joint Member StiffnessKurtNo ratings yet
- Limits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemDocument1 pageLimits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemNagendra PrasadNo ratings yet
- K-Factor - SheetMetal - MeDocument4 pagesK-Factor - SheetMetal - MeFoxcostaNo ratings yet
- Calculation of Retaining RingsDocument7 pagesCalculation of Retaining RingsDobrica PetrovicNo ratings yet
- Flat Washers Standard MetricDocument4 pagesFlat Washers Standard MetricsivaNo ratings yet
- How To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincDocument15 pagesHow To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincAndré BuysNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingBouzaida MaherNo ratings yet
- Shaft KeysDocument6 pagesShaft KeysHashem Mohamed HashemNo ratings yet
- Fasteners Lecture 11-20-03Document67 pagesFasteners Lecture 11-20-03laponggaNo ratings yet
- ASME B16.5 - List of Material SpecificationDocument3 pagesASME B16.5 - List of Material Specificationjr_satish6965No ratings yet
- Design of Weld Neck Flange As Per ASME Section VIII Division 1Document1 pageDesign of Weld Neck Flange As Per ASME Section VIII Division 1Dhakshina KNo ratings yet
- LESON 3.4 Forces & PressureDocument5 pagesLESON 3.4 Forces & PressureRais RahimiNo ratings yet
- Roll PinsDocument8 pagesRoll Pinshemanth337No ratings yet
- Screw ThreadsDocument21 pagesScrew ThreadsziadatzNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- SCREW THREADS, BOLTS and NUTS PDFDocument10 pagesSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- Threads and FastenersDocument11 pagesThreads and FastenersEtHical EmoTionNo ratings yet
- Chapter - 3 L-1 Bolt DesignDocument34 pagesChapter - 3 L-1 Bolt DesignBerihun100% (1)
- Types of ThreadDocument25 pagesTypes of ThreadJKKNo ratings yet
- Bolts, Nuts and KeysDocument32 pagesBolts, Nuts and KeysAmalkrishna KrishnaNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- Feed PipeDocument1 pageFeed Pipesumeetsaini88No ratings yet
- O-Ring CalculationsDocument1 pageO-Ring Calculationssumeetsaini88No ratings yet
- 8D Response Report: Congrats To TeamDocument9 pages8D Response Report: Congrats To Teamsumeetsaini88No ratings yet
- 8D Response Report: Congrats To TeamDocument2 pages8D Response Report: Congrats To Teamsumeetsaini88No ratings yet
- Murthy, VolatilityDocument18 pagesMurthy, Volatilitysumeetsaini88No ratings yet
- Water Usages ProjectDocument1 pageWater Usages Projectsumeetsaini88No ratings yet
- PnomatikkatalogDocument71 pagesPnomatikkatalogManova JNo ratings yet
- Class 2Document1 pageClass 2sumeetsaini88No ratings yet
- Thesis Presentation AnupDocument44 pagesThesis Presentation Anupsumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec09 Vibration ControlDocument85 pagesFST Technical Manual 2015 Sec09 Vibration Controlsumeetsaini88No ratings yet
- Od 327731054320782100Document1 pageOd 327731054320782100sumeetsaini88No ratings yet
- SL BRS2013 Food InflDocument69 pagesSL BRS2013 Food Inflsumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec02 HydraulicsDocument313 pagesFST Technical Manual 2015 Sec02 Hydraulicssumeetsaini88No ratings yet
- H.W 26.09.22Document1 pageH.W 26.09.22sumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec11 List of Design Types and Contact AdressesDocument7 pagesFST Technical Manual 2015 Sec11 List of Design Types and Contact Adressessumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec05 Elastomer Composite Parts and Precision MouldingsDocument105 pagesFST Technical Manual 2015 Sec05 Elastomer Composite Parts and Precision Mouldingssumeetsaini88No ratings yet
- Subtraction 727 QCSDocument2 pagesSubtraction 727 QCSsumeetsaini88No ratings yet
- C-I R.W - Ii EvsDocument3 pagesC-I R.W - Ii Evssumeetsaini88No ratings yet
- C-I R.W - II EnglsihDocument3 pagesC-I R.W - II Englsihsumeetsaini88No ratings yet
- Calculation of A Helical Gear Pair: 1. Tooth Geometry and MaterialDocument14 pagesCalculation of A Helical Gear Pair: 1. Tooth Geometry and Materialsumeetsaini88No ratings yet
- Body Language 1Document61 pagesBody Language 1sumeetsaini88No ratings yet
- Involute Gear and Spline SoftwareDocument9 pagesInvolute Gear and Spline Softwaresumeetsaini88No ratings yet
- 7 QC Tools PresentationDocument115 pages7 QC Tools Presentationsumeetsaini88No ratings yet
- PPMDocument2 pagesPPMsumeetsaini88No ratings yet
- SipocDocument2 pagesSipocsumeetsaini88No ratings yet
- Is 3403 1981Document10 pagesIs 3403 1981sumeetsaini88100% (1)
- (A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadDocument8 pages(A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadAmeer Street-jugmentNo ratings yet
- Control Bop Ideal-NovDocument25 pagesControl Bop Ideal-NovpabloNo ratings yet
- Bolts & Power ScrewsDocument6 pagesBolts & Power ScrewsEjNo ratings yet
- SL Turning Units & AV HoldersDocument20 pagesSL Turning Units & AV HoldersecarrilloNo ratings yet
- 24TH March 2023 DanielDocument2 pages24TH March 2023 DanielKasarachi AmadiNo ratings yet
- Lighting System (Ipc 90-92-13-08a)Document5 pagesLighting System (Ipc 90-92-13-08a)jmam1992No ratings yet
- Jednostavni PrimeriDocument13 pagesJednostavni Primeridaka crtamNo ratings yet
- The Types of Bolts:: 8. Design of Bolted Connections (See Section 6.2 BS 5950-1:2000)Document36 pagesThe Types of Bolts:: 8. Design of Bolted Connections (See Section 6.2 BS 5950-1:2000)John Romanus100% (3)
- CH 6Document42 pagesCH 6Sunilkumar ReddyNo ratings yet
- Shri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialDocument1 pageShri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialMahendra PatilNo ratings yet
- Prevailing Test For BoltDocument4 pagesPrevailing Test For Boltpalani.djp100% (1)
- Metric Thread - Extended Thread Size RangeDocument17 pagesMetric Thread - Extended Thread Size RangeM DhafinNo ratings yet
- Fittings BOMDocument36 pagesFittings BOMChitradeep FalguniyaNo ratings yet
- Flange Slide RulerDocument12 pagesFlange Slide RulerDah MañůsNo ratings yet
- Spare Parts Diagram CGB7-61 HDocument14 pagesSpare Parts Diagram CGB7-61 HShishir Kumar SinghNo ratings yet
- BS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)Document67 pagesBS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)EmreNo ratings yet
- Din 580-Lifting Eye Bolts PDFDocument1 pageDin 580-Lifting Eye Bolts PDFAntohi CatalinNo ratings yet
- Access Doors DrawingDocument1 pageAccess Doors DrawingDanish AhamadNo ratings yet
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationDocument27 pagesASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekNo ratings yet
- Greaves Price List MRP - W e F 23-11-2017Document139 pagesGreaves Price List MRP - W e F 23-11-2017dulichand50% (2)
- 6 Bolted ConnectionsDocument63 pages6 Bolted ConnectionsetemNo ratings yet
- Technical ManualDocument72 pagesTechnical ManualHibozoNo ratings yet
- Asme b1.13m 2001-CwxyrwhDocument75 pagesAsme b1.13m 2001-CwxyrwhMohakumar MaranNo ratings yet
- Hiwin Ballscrew 2016 ENG PDFDocument52 pagesHiwin Ballscrew 2016 ENG PDFlnx01No ratings yet
- DME Power Screw Dr. F. TauheedDocument13 pagesDME Power Screw Dr. F. TauheedDr Praveen KumarNo ratings yet
- Collar EyeBolt To BS4278 Table 1Document9 pagesCollar EyeBolt To BS4278 Table 1Rajesh N Priya GopinathanNo ratings yet
- British Standard Pipe ThreadDocument3 pagesBritish Standard Pipe ThreadBharat Prajapati0% (1)