Download as pdf or txt
You might also like
- Cat 3304 3306 Industrial Marine Service ManualDocument827 pagesCat 3304 3306 Industrial Marine Service Manualruss mathis100% (35)
- Engine 3066 - 3064 - SpecificationsDocument30 pagesEngine 3066 - 3064 - Specificationsnpachecorecabarren92% (25)
- 3114 3116 3126 Disassembly and Assembly PDFDocument253 pages3114 3116 3126 Disassembly and Assembly PDFAnonymous DgrLAHZ98% (41)
- D330, D333, 3304, 3306 Especificaciones PDFDocument33 pagesD330, D333, 3304, 3306 Especificaciones PDFjuan de dios67% (3)
- Cat 3208m Disassembly Assembly PDFDocument140 pagesCat 3208m Disassembly Assembly PDFSergio Sebastian Ramirez Gamiño100% (5)
- Caterpillar C0.5-C0.7-C1.1 3011C - C1.5 3013C - C1.6 - C2.2 3024CDocument56 pagesCaterpillar C0.5-C0.7-C1.1 3011C - C1.5 3013C - C1.6 - C2.2 3024Cmarcos astete100% (6)
- Cat 3176c-3196 Prubas y Ajustes - CopiarDocument155 pagesCat 3176c-3196 Prubas y Ajustes - CopiarJose Luis Garcia Blanco100% (7)
- 3054 & 3056 Marine Generator Sets - Operation and Maintenance ManualDocument140 pages3054 & 3056 Marine Generator Sets - Operation and Maintenance ManualMischa CHO75% (4)
- Engine 3066 - Disassembly and Assembly (Supplemental Information)Document125 pagesEngine 3066 - Disassembly and Assembly (Supplemental Information)Miguel Leguizamón98% (45)
- Finding Top Center Position For No. 1 PistonDocument14 pagesFinding Top Center Position For No. 1 PistonTuan Anh100% (1)
- Caterpillar C7 - C9 - Sample EngDocument11 pagesCaterpillar C7 - C9 - Sample Engpp100% (4)
- Motor Caterpillar 3054Document100 pagesMotor Caterpillar 3054royert80100% (4)
- 2004 Liberty Service Manual (Inc.)Document131 pages2004 Liberty Service Manual (Inc.)Terrance Vinson MooreNo ratings yet
- Internship ReportDocument28 pagesInternship ReportSobia Jamil100% (3)
- Sears & Salinger - Thermodynamics, Kinetic Theory of Gasses and Statistical PDFDocument462 pagesSears & Salinger - Thermodynamics, Kinetic Theory of Gasses and Statistical PDFfuza100% (2)
- ASTM E519 Standard Test Method For Diagonal Tension in Masonry AssemblagesDocument5 pagesASTM E519 Standard Test Method For Diagonal Tension in Masonry AssemblagesFélix LlamosasNo ratings yet
- Caterpillar Service Manual Cat 3406Document1 pageCaterpillar Service Manual Cat 3406AbdAllah Khaled33% (3)
- 3304 - 3306 Motor Cat Manual de Especificasiones, Armado y DesarmadoDocument23 pages3304 - 3306 Motor Cat Manual de Especificasiones, Armado y DesarmadoRamiro Bravo Martinez100% (4)
- 3306 TroubleshootDocument86 pages3306 Troubleshootferdyak194% (17)
- 3304B/3306B and 3406B/3406C: DipacoDocument34 pages3304B/3306B and 3406B/3406C: DipacoErick Alarcon67% (3)
- Continental TM20 Engine Repair ManualDocument81 pagesContinental TM20 Engine Repair Manualb4321n100% (1)
- ANSYS Mechanical APDL Feature Archive 18.2Document338 pagesANSYS Mechanical APDL Feature Archive 18.2Panda HeroNo ratings yet
- Ia Caterpillar Specifications 3304 VehicularEngine Text PDFDocument100 pagesIa Caterpillar Specifications 3304 VehicularEngine Text PDFdani37aig100% (2)
- Engine 3114, D6m Testing-and-Adjusting-injekktora I Ventila 3126-MeDocument63 pagesEngine 3114, D6m Testing-and-Adjusting-injekktora I Ventila 3126-Mezeljko100% (3)
- 3054 MOTORES Cat - EspecificacionesDocument100 pages3054 MOTORES Cat - EspecificacionesJesus Carhuamaca Pascual82% (11)
- CAT 3116 Motor Cat-AjustesDocument8 pagesCAT 3116 Motor Cat-AjustesJulian Aleman100% (14)
- 3406Document4 pages3406Ivan Morel100% (2)
- ENGINE C15 (Torque de Bielas)Document4 pagesENGINE C15 (Torque de Bielas)Maquinaria Pesada ServisNo ratings yet
- Operation and Maintenance Manual: G3600 EnginesDocument138 pagesOperation and Maintenance Manual: G3600 EnginesAnonymous CUPA0nLX9100% (6)
- Astm d3262Document9 pagesAstm d3262Abhijit Tumbre100% (1)
- 3306 Industrial Engine - Troubleshooting - Testing and AdjustingDocument93 pages3306 Industrial Engine - Troubleshooting - Testing and AdjustingJordy Zavaleta100% (7)
- System Operation Mechanical Cat 3306 SN EpsDocument37 pagesSystem Operation Mechanical Cat 3306 SN EpsEd Calhe94% (18)
- Cat 3204 Specifications Manual AbbyDocument43 pagesCat 3204 Specifications Manual AbbyMarcos100% (3)
- 3304-3306 Medidas de Bielas y BancadasDocument3 pages3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNo ratings yet
- Motor 60Z02152 - 03 (1) CAT3306 CrankshaftDocument5 pagesMotor 60Z02152 - 03 (1) CAT3306 CrankshaftIsmael De Jesus AndradeNo ratings yet
- CAT MOTOR 3306 PressDocument39 pagesCAT MOTOR 3306 PressIsmael De Jesus Andrade100% (8)
- CAT D342 Shop Armer Manual PDFDocument18 pagesCAT D342 Shop Armer Manual PDFJhony Soto LoperaNo ratings yet
- Cat Torque & Valve LashDocument8 pagesCat Torque & Valve Lashhamadaabdelgawad67% (3)
- Engine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesDocument5 pagesEngine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesRidho Bagus Fitriyanto100% (1)
- Crankshaft Main Bearing Bolts Torque (Converted)Document5 pagesCrankshaft Main Bearing Bolts Torque (Converted)Nasser Ayoub100% (5)
- Motor 3304 Inyeccion Directa - Scroll Fuel SystemDocument36 pagesMotor 3304 Inyeccion Directa - Scroll Fuel SystemMiguel Chacon100% (9)
- Piston and Rings: C4.4 Engines For Caterpillar Built MachinesDocument4 pagesPiston and Rings: C4.4 Engines For Caterpillar Built MachinesDiego Alejandro QuinteroNo ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 15 UBA PDFDocument6 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 15 UBA PDFubaldo caraballoNo ratings yet
- 3054 Engine Valve Lash - InspectAdjustDocument5 pages3054 Engine Valve Lash - InspectAdjusthenry lavieraNo ratings yet
- Motor 3306Document28 pagesMotor 3306German Vernackt100% (13)
- 3408E and 3412E Crankshaft Main Bearings - InstallDocument6 pages3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- 1 SEBF8162 Cylinder HeadDocument171 pages1 SEBF8162 Cylinder HeadGerson Briceño Delgadillo100% (1)
- Cat 3056 Propulsion 138bkw Spec SheetsDocument12 pagesCat 3056 Propulsion 138bkw Spec Sheetsdleante0% (1)
- Reuse and Salvage For 3176, 3300, 3400 & C-Series Engine Cylinder Blocks (0670, 0672, 0761, 1201, 7225)Document97 pagesReuse and Salvage For 3176, 3300, 3400 & C-Series Engine Cylinder Blocks (0670, 0672, 0761, 1201, 7225)TASHKEELNo ratings yet
- CAT C9 ACERT Engine PDFDocument4 pagesCAT C9 ACERT Engine PDFettoscar100% (2)
- Motor 3306 PDFDocument221 pagesMotor 3306 PDFCicero Melo100% (2)
- Desamble Motor 3054Document108 pagesDesamble Motor 3054Mateo Apolinar Vinay Sanchez86% (7)
- Electronic Unit Injector - Adjust: Testing and AdjustingDocument4 pagesElectronic Unit Injector - Adjust: Testing and AdjustingAldemar Alonso100% (1)
- Finding Top Center Position For No. 1 Piston: Testing and AdjustingDocument4 pagesFinding Top Center Position For No. 1 Piston: Testing and AdjustingJohn GrayNo ratings yet
- CAT 926 - 3204 Engine TDC PDFDocument3 pagesCAT 926 - 3204 Engine TDC PDFferdyak1100% (1)
- Dokumen - Tips - Tecnico Manual Caterpillar 3116 Manual Caterpillar Manual Tecnico Motor CaterpillarDocument6 pagesDokumen - Tips - Tecnico Manual Caterpillar 3116 Manual Caterpillar Manual Tecnico Motor CaterpillarLuisana Zambrano67% (3)
- Manual Motro Cat 3406 Volumen 01 PDFDocument634 pagesManual Motro Cat 3406 Volumen 01 PDFJuan Pablo Herrera Ulloa80% (5)
- 3408 Automatic Timing Advance PDFDocument6 pages3408 Automatic Timing Advance PDFmanu luvungaNo ratings yet
- System Operation Testing and Adjusting 3304 Vehicular EngineDocument103 pagesSystem Operation Testing and Adjusting 3304 Vehicular EngineAbdelbagi67% (3)
- 3408 EspesificacionesDocument6 pages3408 EspesificacionesJhon Villamizar100% (1)
- Claas Dominator 58sDocument21 pagesClaas Dominator 58sJacek Krawczuk100% (1)
- Komatsu OM515C520C99-1EDocument205 pagesKomatsu OM515C520C99-1ECristian CahuatijoNo ratings yet
- Cat Vibratory Compactadora CP 500 e Series Specifications Systems OperationDocument10 pagesCat Vibratory Compactadora CP 500 e Series Specifications Systems Operationgerald100% (40)
- ServiceDocument7 pagesServicenaveedNo ratings yet
- Caterpillar Engine: Operation and Maintenance ManualDocument101 pagesCaterpillar Engine: Operation and Maintenance ManualRachmanz CoyzNo ratings yet
- Thermal EnergyDocument20 pagesThermal EnergyJhonn Royero BarrazaNo ratings yet
- The Brodie International HQ and Manufacturing Plant in Statesboro, GA, USADocument30 pagesThe Brodie International HQ and Manufacturing Plant in Statesboro, GA, USAllllddddNo ratings yet
- PSI AP Physics C - Rotational Dynamics Multiple Choice QuestionsDocument12 pagesPSI AP Physics C - Rotational Dynamics Multiple Choice QuestionswswqjisdkNo ratings yet
- Whats The Difference Between Enthalpy and EntropyDocument12 pagesWhats The Difference Between Enthalpy and EntropyShahzaib BukhariNo ratings yet
- Application: FeatureDocument6 pagesApplication: FeatureAsa BerawanNo ratings yet
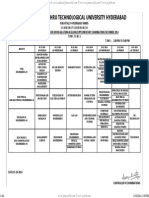
- B.Tech 4-1 R09Document5 pagesB.Tech 4-1 R09PranayRamNo ratings yet
- Thermodynamics and Heat Powered CyclesDocument677 pagesThermodynamics and Heat Powered Cyclesวรศิษฐ์ อ๋องNo ratings yet
- Pulsar LS 135 TRG Note Final - 24.11 PDFDocument47 pagesPulsar LS 135 TRG Note Final - 24.11 PDFALISSON ANDREA RODRIGUEZ RODRIGUEZ100% (1)
- Pumps Spec Series2400 8 09Document8 pagesPumps Spec Series2400 8 09Hamatouty TottiNo ratings yet
- U Type Retaining WallDocument4 pagesU Type Retaining WallAshish G100% (1)
- Renault Truck C, D, K, T описаниеDocument259 pagesRenault Truck C, D, K, T описаниеAnatoliiNo ratings yet
- Non Metallics Inspection: B. Gray, B.Sc. Feb 2012Document26 pagesNon Metallics Inspection: B. Gray, B.Sc. Feb 2012HAMZANo ratings yet
- Design, Development, Fabrication and Testing of Small Vertical Axis Wind TurbinevDocument4 pagesDesign, Development, Fabrication and Testing of Small Vertical Axis Wind TurbinevEditor IJTSRDNo ratings yet
- Anulador Del NeutralizadorDocument3 pagesAnulador Del NeutralizadormartinaguilarespinoNo ratings yet
- Bearing CatalogueDocument264 pagesBearing CatalogueAldi Zuldiansyah0% (1)
- WPS - PQR (Sa516 GR.70)Document4 pagesWPS - PQR (Sa516 GR.70)miltonangulomorrisNo ratings yet
- MS ThesisDocument180 pagesMS ThesisvinujohnpanickerNo ratings yet
- Distribucion Motor WL-CDocument6 pagesDistribucion Motor WL-CHector MilchioNo ratings yet
- Kawasaki JET MATE Service ManualDocument146 pagesKawasaki JET MATE Service Manualpaul bNo ratings yet
- OperatorsManual A1334 A2968 Rotary Brush 130Document17 pagesOperatorsManual A1334 A2968 Rotary Brush 130Павел ХромовNo ratings yet
- Electro-Hydraulic Actuators For Valves SKC32... SKC82... SKC62 SKC60Document16 pagesElectro-Hydraulic Actuators For Valves SKC32... SKC82... SKC62 SKC60Eduardo PerottiNo ratings yet
- Nupro Relief Valves PDFDocument8 pagesNupro Relief Valves PDFgeverett2765No ratings yet
- Potter Flow SwitchDocument2 pagesPotter Flow SwitchWahyu Asyari MNo ratings yet
- Zexel VRZ PumpDocument12 pagesZexel VRZ PumpOscar Diaz Galvez80% (10)
- Phys101 Physics I: Frictional ForceDocument23 pagesPhys101 Physics I: Frictional ForceKhadija BNo ratings yet