Download as pdf or txt
You might also like
- Predators - An Alien RPG Unofficial ExpansionDocument27 pagesPredators - An Alien RPG Unofficial ExpansionReese Wetzel94% (17)
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocument3 pagesWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Techno-Commercial Quote For The Pool HeatingDocument5 pagesTechno-Commercial Quote For The Pool Heatingtejas varmaNo ratings yet
- Weld Cracking PDFDocument5 pagesWeld Cracking PDFjuanNo ratings yet
- Joint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsDocument1 pageJoint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsLucian HoudiniNo ratings yet
- Shielded Metal Arc Welding Gas Metal Arc Welding: Effects of Welding VariablesDocument1 pageShielded Metal Arc Welding Gas Metal Arc Welding: Effects of Welding VariablesLucian HoudiniNo ratings yet
- Module 4 Weld Geometry and Welding Symbols-1Document87 pagesModule 4 Weld Geometry and Welding Symbols-1Miki Jaksic100% (1)
- Welding Defects Poster 600x900 Lores enDocument1 pageWelding Defects Poster 600x900 Lores enMostafa ZedNo ratings yet
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- Weld DiscontinuitiesDocument1 pageWeld DiscontinuitiesNS QCNo ratings yet
- Visual Guide To Weld Defects & DiscontinuitiesDocument44 pagesVisual Guide To Weld Defects & DiscontinuitiesGTPATELNo ratings yet
- Distortion in Weld JointDocument54 pagesDistortion in Weld JointDiVik BhargAva100% (1)
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument7 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNo ratings yet
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocument80 pagesRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNo ratings yet
- NDT Ind Radiogr Fin210808.QxdDocument10 pagesNDT Ind Radiogr Fin210808.Qxdadib ostadi۲No ratings yet
- RT Defect DetailsDocument77 pagesRT Defect DetailsAnonymous 7ibtVlNo ratings yet
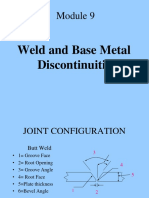
- Weld and Base Metal DiscontinuitiesDocument74 pagesWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Visual INSPECTION OF WELDSDocument49 pagesVisual INSPECTION OF WELDSpraveentienNo ratings yet
- Welding Inspection Consumables PDFDocument28 pagesWelding Inspection Consumables PDFJoseph PeterNo ratings yet
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- Welding DefectDocument63 pagesWelding Defectdidi sudiNo ratings yet
- Basic Welding ProgrammeDocument104 pagesBasic Welding ProgrammeAmit SharmaNo ratings yet
- The WPS Writers GuideDocument129 pagesThe WPS Writers GuideGEORGEVPAUL_14565666No ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- Welding Metallurgy of Carbon Steel PDFDocument17 pagesWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- Distortion - Australian Welding InstituteDocument19 pagesDistortion - Australian Welding InstitutenellaiNo ratings yet
- Weld Defects and DiscontinuitiesDocument78 pagesWeld Defects and DiscontinuitiesGilbert MendozaNo ratings yet
- Duties of Welding ManagerDocument3 pagesDuties of Welding ManagerBalkishan DyavanapellyNo ratings yet
- Surface Tension Transfer (STT) : ApplicationDocument6 pagesSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5No ratings yet
- WC515Document1 pageWC51555312714No ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- CSWIP 3.1 Study NotesDocument11 pagesCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Various Welding ProcessDocument50 pagesVarious Welding Processsachin G.No ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Module3 - Welding ProcessesDocument155 pagesModule3 - Welding ProcessesPurvesh NanavatiNo ratings yet
- CSWIP 3.1 Course Note 2016 With Question & AnswersDocument3 pagesCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- Wis5 WPS 05Document22 pagesWis5 WPS 05Gibson FisherNo ratings yet
- Welding Defects Ala'aDocument48 pagesWelding Defects Ala'asbmmlaNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Weld Radio GraphsDocument30 pagesWeld Radio Graphsvenkatesh0% (1)
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Defects Lamellar TearingDocument6 pagesDefects Lamellar Tearingguru_terexNo ratings yet
- 2005 FutureDirections StructuralEngineerDocument6 pages2005 FutureDirections StructuralEngineerAhmad PooladiNo ratings yet
- Power: EctronicssDocument22 pagesPower: Ectronicss25Krishnapriya S SNo ratings yet
- Aluminum Spot Welding: General ConsiderationsDocument74 pagesAluminum Spot Welding: General ConsiderationshaikalNo ratings yet
- P-N Juntion Under Bias: Class 7Document14 pagesP-N Juntion Under Bias: Class 7sudha mallikNo ratings yet
- ELEN0037 Microelectronic IC Design: Prof. Dr. Michael KraftDocument46 pagesELEN0037 Microelectronic IC Design: Prof. Dr. Michael KraftDominiqueNo ratings yet
- Weld Type Welding Defect/problem Causes RemediesDocument2 pagesWeld Type Welding Defect/problem Causes RemediesLhance Tyrone BabacNo ratings yet
- Diode NotesDocument32 pagesDiode NotesAbhay SetiaNo ratings yet
- ElectronicsDocument16 pagesElectronicsjevelej430No ratings yet
- Lecture 23 GK VIDocument13 pagesLecture 23 GK VIHusam Abduldaem Mohammed100% (1)
- Manual MC Aeg-S1-145 f1Document49 pagesManual MC Aeg-S1-145 f1dang thanh tungNo ratings yet
- Nano IndentationDocument43 pagesNano Indentationportakal0660No ratings yet
- 4597-AAB-SC-09 R0v1 16Document1 page4597-AAB-SC-09 R0v1 16danieldumapitNo ratings yet
- V005t16a008 82 GT 277Document10 pagesV005t16a008 82 GT 277satstarNo ratings yet
- Optical Properties of Zincblende Gan/Bn Cylindrical NanowiresDocument4 pagesOptical Properties of Zincblende Gan/Bn Cylindrical NanowiresEwerton CaetanoNo ratings yet
- Internal Verification of Assessment Decisions - BTEC (RQF) : Higher NationalsDocument29 pagesInternal Verification of Assessment Decisions - BTEC (RQF) : Higher NationalsSusira MednisNo ratings yet
- Orange Pi 4G-IOT - OrangepiDocument4 pagesOrange Pi 4G-IOT - OrangepiEider MuñozNo ratings yet
- Some People Believe That Mathematics Is Better Taught Using Computers. Do You Agree or DisagreeDocument2 pagesSome People Believe That Mathematics Is Better Taught Using Computers. Do You Agree or DisagreePluwieNo ratings yet
- Info Iec60383-2 (Ed1.0) en D.imgDocument6 pagesInfo Iec60383-2 (Ed1.0) en D.imgÁlvaro Martínez FernándezNo ratings yet
- Samsung d6000 Series Ue32d6000 Ue37d6000 Ue40d6000 Ue46d6000tw Ua32d6000 Ua46d6000 Ua55d6000 Led TrainingDocument31 pagesSamsung d6000 Series Ue32d6000 Ue37d6000 Ue40d6000 Ue46d6000tw Ua32d6000 Ua46d6000 Ua55d6000 Led TrainingMd BahraouiNo ratings yet
- PPS Chapter 2Document7 pagesPPS Chapter 2VAISHNAVI RAJENDRA ARORANo ratings yet
- Centrifugal Compressor Operation and Maintenance T1pg10-25 PDFDocument16 pagesCentrifugal Compressor Operation and Maintenance T1pg10-25 PDFmetrotecNo ratings yet
- Chapter 9 ResonanceDocument41 pagesChapter 9 Resonanceshubhankar palNo ratings yet
- Kostowa-Giesecke - Teaching Mallet TechDocument4 pagesKostowa-Giesecke - Teaching Mallet TechJames AslanianNo ratings yet
- QELQ2430-02 SCOM GC LRC SalesgramDocument8 pagesQELQ2430-02 SCOM GC LRC SalesgramCarlos Indigoyen LimaymantaNo ratings yet
- 27 EffectofOperationDocument13 pages27 EffectofOperationRamesh SahniNo ratings yet
- A Review On DC Microgrid Control TechniquesDocument11 pagesA Review On DC Microgrid Control TechniquesAyman KhalfallaNo ratings yet
- Team Nand Iot Based Fleet Management System: Round 2 Phase 1 - Ideation PresentsDocument9 pagesTeam Nand Iot Based Fleet Management System: Round 2 Phase 1 - Ideation PresentsMritunjay YadavNo ratings yet
- 05 Ds Quiz Set Bfs and DfsDocument24 pages05 Ds Quiz Set Bfs and Dfsvinay harshaNo ratings yet
- Samsung SwotDocument30 pagesSamsung Swotsahil pednekarNo ratings yet
- Math 219-Online Midterm Exam Rules and InformationDocument1 pageMath 219-Online Midterm Exam Rules and InformationTuna ÇelikNo ratings yet
- Viz Design Workshop PPT 0Document70 pagesViz Design Workshop PPT 0balaji100% (1)
- Ecommended Eading: William StallingsDocument23 pagesEcommended Eading: William StallingsNoobies triapthiNo ratings yet
- OWB9A2501 SGSN Pool Solution Issue 1.20Document32 pagesOWB9A2501 SGSN Pool Solution Issue 1.20behzadamirsoleymaniNo ratings yet
- A Deep Steganography Approach To Secure Data Transmission in Ad-Hoc Cloud SystemsDocument97 pagesA Deep Steganography Approach To Secure Data Transmission in Ad-Hoc Cloud SystemsAhmed A. MawgoudNo ratings yet
- CAED Lab ManualDocument62 pagesCAED Lab Manualswathi H ANo ratings yet
- Section 1 General Introduction To VibrationDocument38 pagesSection 1 General Introduction To Vibrationsudhiruday31No ratings yet
- ANKO Candy Floss Maker NoticeDocument8 pagesANKO Candy Floss Maker NoticeSYLVIENo ratings yet
- Activated-Carbon Adsorber (AK 10-95) - PakerDocument47 pagesActivated-Carbon Adsorber (AK 10-95) - Pakerdj22500No ratings yet
- Final ExamMDFinal 2023Document2 pagesFinal ExamMDFinal 2023khalil alhatabNo ratings yet
- 2.27.24 BMF Hydraulics CatalogDocument39 pages2.27.24 BMF Hydraulics CatalogJoseph LeeNo ratings yet
- Dating Disruption - How Tinder Gamified An IndustryDocument7 pagesDating Disruption - How Tinder Gamified An Industrywww.swagme.meNo ratings yet
- Pro C9200series Tips On High Quality Print 20190408ADocument49 pagesPro C9200series Tips On High Quality Print 20190408Aeric.af.svinpalsNo ratings yet