
Permanent-Magnet Machines With Powdered Iron Cores and Prepressed Windings
Permanent-Magnet Machines With Powdered Iron Cores and Prepressed Windings
You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design and Testing of A Universal Motor Using A Soft Magnetic Composite StatorDocument5 pagesDesign and Testing of A Universal Motor Using A Soft Magnetic Composite StatorGagandeepSinghWaliaNo ratings yet
- Manufacturing Methods of Stator Cores With Concentrated WindingsDocument5 pagesManufacturing Methods of Stator Cores With Concentrated WindingsAnanggadhipa Sedyanto PutroNo ratings yet
- PMG Gen PDFDocument7 pagesPMG Gen PDFchecko_1258No ratings yet
- Synchronous High-Speed Reluctance Machine With Novel Rotor ConstructionDocument8 pagesSynchronous High-Speed Reluctance Machine With Novel Rotor ConstructionHERNAN ALONSO BRAVO URREANo ratings yet
- Development of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsDocument10 pagesDevelopment of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsAnonymous di05J3ZkTRNo ratings yet
- NadcaDocument8 pagesNadcaSandeep SNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- 009.filetage NormesDocument8 pages009.filetage NormesRacha AmelNo ratings yet
- Soft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsDocument5 pagesSoft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsMohanNo ratings yet
- Nit Project Mould EnbrDocument10 pagesNit Project Mould EnbrdonsieNo ratings yet
- GEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRDocument8 pagesGEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRPablo ThomassetNo ratings yet
- Report Nippon 2019Document5 pagesReport Nippon 2019Biraj SahooNo ratings yet
- Carlite: Grain Oriented Electrical SteelsDocument27 pagesCarlite: Grain Oriented Electrical SteelsRichard SyNo ratings yet
- Carlite: ® Grain Oriented Electrical SteelsDocument41 pagesCarlite: ® Grain Oriented Electrical SteelsVelkinPorllesNo ratings yet
- Application of Magnetic Metal 3-D Printing On The Integration of Axial-Flow Impeller Fan Motor DesignDocument5 pagesApplication of Magnetic Metal 3-D Printing On The Integration of Axial-Flow Impeller Fan Motor Designharshithb.ec20No ratings yet
- Analysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingDocument10 pagesAnalysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingAndre NasrNo ratings yet
- Direct Current Dynamos Part 1Document2 pagesDirect Current Dynamos Part 1Carolina Acibar AcquiatNo ratings yet
- Journal OmoleDocument8 pagesJournal OmoleAmir GHeysarianNo ratings yet
- A Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityDocument11 pagesA Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityNicolás Reyes GonzálezNo ratings yet
- Fem Simulation of Connecting Rod For Minimal Distortion Using Aluminum AlloyDocument11 pagesFem Simulation of Connecting Rod For Minimal Distortion Using Aluminum AlloyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Sree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringDocument24 pagesSree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringManoj ManuNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterialsDocument15 pagesDesign and Analysis of Connecting Rod Using Different MaterialsIJRASETPublicationsNo ratings yet
- Motor ImanDocument4 pagesMotor ImanBALTAZARMARTINNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterilasDocument9 pagesDesign and Analysis of Connecting Rod Using Different MaterilasVIVEK UPADHYAYNo ratings yet
- Water Cooled Copper Magnet CoilsDocument1 pageWater Cooled Copper Magnet Coilstsram90No ratings yet
- Analysis and Design of Cold-Formed Z PurlinsDocument13 pagesAnalysis and Design of Cold-Formed Z PurlinsIJRASETPublicationsNo ratings yet
- Design and Fabrication of 4-Stroke Solenoid Engine: International Research Journal of Engineering and Technology (IRJET)Document7 pagesDesign and Fabrication of 4-Stroke Solenoid Engine: International Research Journal of Engineering and Technology (IRJET)HRITIK VERMANo ratings yet
- Gmaw Arc FundaDocument11 pagesGmaw Arc FundavonipkoNo ratings yet
- P1719 Working Document R8 October 2007Document26 pagesP1719 Working Document R8 October 2007metha.d8070No ratings yet
- Analytical Design of Axial Flux PMG For Low Speed Direct DriveDocument11 pagesAnalytical Design of Axial Flux PMG For Low Speed Direct DriveSeksan KhamkaewNo ratings yet
- Sinta 5Document7 pagesSinta 5Amelia AzzuraNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Plate Girders With Corrugated WebsDocument6 pagesPlate Girders With Corrugated WebsLệnh BùiNo ratings yet
- Characterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessDocument8 pagesCharacterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessUsman NiazNo ratings yet
- Performance Comparisons of Radial and Axial Field Permanent Magnet Brushless MachineDocument8 pagesPerformance Comparisons of Radial and Axial Field Permanent Magnet Brushless Machinerakeshee2007No ratings yet
- Electrical Steel Sheet For Traction Motors of HybridElectric VehiclesDocument5 pagesElectrical Steel Sheet For Traction Motors of HybridElectric VehiclesvishiwizardNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- Thinking Thin With Green Sand Cast IronDocument3 pagesThinking Thin With Green Sand Cast Ironmecaunidos7771No ratings yet
- PowderMet2015-San Diego FinalDocument12 pagesPowderMet2015-San Diego FinalMilan JoshiNo ratings yet
- Deformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersDocument15 pagesDeformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersafabNo ratings yet
- 25 Rebar CouplerDocument4 pages25 Rebar CouplerNivedhan GandhiNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Topic: Submitted By: Submitted ToDocument13 pagesTopic: Submitted By: Submitted ToVarun AgarwalNo ratings yet
- Mechanical EngineeringDocument14 pagesMechanical EngineeringEl WijaNo ratings yet
- Effect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyDocument5 pagesEffect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyEsteban Vasquez GiraldoNo ratings yet
- 02 MTM WEDM Diamond WheelDocument8 pages02 MTM WEDM Diamond Wheelimma coverNo ratings yet
- The Relative Performance of Spur Gears Manufactured From Steel and PEEKDocument9 pagesThe Relative Performance of Spur Gears Manufactured From Steel and PEEKMohan MurthyNo ratings yet
- Articl2 PDFDocument18 pagesArticl2 PDFAnonymous 80p9OVNo ratings yet
- Efficiency Improvement of Squirrel Project ReportDocument31 pagesEfficiency Improvement of Squirrel Project ReportDular PatelNo ratings yet
- 2002 Mitsuo Hashimoto V 2002Document8 pages2002 Mitsuo Hashimoto V 2002ralish12No ratings yet
- Voestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyDocument10 pagesVoestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyJJNo ratings yet
- Esternila D. Gadugdug Bsee 3 Assignment: Elctrical Machines-2 5/19/2022Document2 pagesEsternila D. Gadugdug Bsee 3 Assignment: Elctrical Machines-2 5/19/2022Kyle Christian CeprezNo ratings yet
- Electroformed Parts: E. N. CastellanoDocument8 pagesElectroformed Parts: E. N. CastellanosolquihaNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature Machineantriksh mahajanNo ratings yet
- Epstein Test MethodDocument7 pagesEpstein Test MethodAnonymous vKD3FG6RkNo ratings yet
- Short Proposal Finite ElementDocument9 pagesShort Proposal Finite ElementMuhammad Ilham ZulkipllyNo ratings yet
- CH 18Document40 pagesCH 18Catherine Nur KomaraNo ratings yet
- HW 3 SolDocument4 pagesHW 3 SolSuper NezhNo ratings yet
- Seminar 1Document14 pagesSeminar 1Waris QuraishiNo ratings yet
- Problem 3 004Document14 pagesProblem 3 004Mauricio AndradeNo ratings yet
- SPM Definition ListDocument3 pagesSPM Definition ListWong Weng SiongNo ratings yet
- JEE Main 01-02-2024 (Morning Shift) : QuestionsDocument41 pagesJEE Main 01-02-2024 (Morning Shift) : QuestionsMahir KachwalaNo ratings yet
- Helling Engl KATALOGDocument42 pagesHelling Engl KATALOGSuphi Yüksel100% (1)
- Electricity Student Ing 2013Document49 pagesElectricity Student Ing 2013Bengü MertNo ratings yet
- 5 - Measurement of FrictionDocument5 pages5 - Measurement of FrictionAbdulla CamalNo ratings yet
- FV N R V: Rossby NumberDocument2 pagesFV N R V: Rossby NumberSerkan SancakNo ratings yet
- StormmgmtDocument22 pagesStormmgmtAbdullahMofarrahNo ratings yet
- Traffic Engineering: University of Duhok College of Engineering Civil Department Fourth Year Students 2020-2021Document11 pagesTraffic Engineering: University of Duhok College of Engineering Civil Department Fourth Year Students 2020-2021Ahmad SalihNo ratings yet
- Organic and Perovskite Solar Cells Working Principles, Materials and Interfaces - Marinova - 2016Document17 pagesOrganic and Perovskite Solar Cells Working Principles, Materials and Interfaces - Marinova - 2016Aniello LangellaNo ratings yet
- Journal of Alloys and CompoundsDocument10 pagesJournal of Alloys and CompoundsHuckkey HuNo ratings yet
- ASTM D7334 - 08 (2013) Contact AngleDocument4 pagesASTM D7334 - 08 (2013) Contact AngleCHARLES MICHAEL ALBERT -100% (3)
- Transformer Worksheet 2Document4 pagesTransformer Worksheet 2abriowaisNo ratings yet
- Inductance Leakage CalculationDocument6 pagesInductance Leakage Calculationnuswanggono1994No ratings yet
- Aucet 2014 BrochureDocument43 pagesAucet 2014 BrochurebtvlnarayanaNo ratings yet
- Crystal DefectsDocument75 pagesCrystal DefectsAshok PradhanNo ratings yet
- L04 Analysis of Statically Determinate BeamsDocument42 pagesL04 Analysis of Statically Determinate BeamsN GraceNo ratings yet
- CHP 15-2 Wave Characteristics PDFDocument8 pagesCHP 15-2 Wave Characteristics PDFLakshyaNo ratings yet
- Cement Evaluation CH School May 2020 - R2Document57 pagesCement Evaluation CH School May 2020 - R2Julian Barrero MontalvoNo ratings yet
- KinematicsDocument27 pagesKinematicsme2742700No ratings yet
- Fired Heater Design and SimulationDocument6 pagesFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Stresses in A Soil MassDocument6 pagesStresses in A Soil MassJoanna GuidoNo ratings yet
- Thermal Properties of MatterDocument17 pagesThermal Properties of MatterPrathmeshNo ratings yet
- Chapter One HandoutDocument24 pagesChapter One Handouttamenet5405No ratings yet
- TM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBDocument3 pagesTM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBlegasuNo ratings yet
- Week 6,7 - HE - Similitude and Dimensional AnalysisDocument45 pagesWeek 6,7 - HE - Similitude and Dimensional AnalysisRana Asad AliNo ratings yet
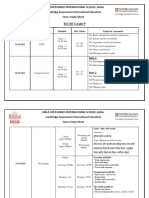
- IGCSE Grade 9 - Term 2 - Assessment - Date SheetDocument10 pagesIGCSE Grade 9 - Term 2 - Assessment - Date SheetphanikrishnaakellaNo ratings yet
























































































Download as pdf or txt
You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design and Testing of A Universal Motor Using A Soft Magnetic Composite StatorDocument5 pagesDesign and Testing of A Universal Motor Using A Soft Magnetic Composite StatorGagandeepSinghWaliaNo ratings yet
- Manufacturing Methods of Stator Cores With Concentrated WindingsDocument5 pagesManufacturing Methods of Stator Cores With Concentrated WindingsAnanggadhipa Sedyanto PutroNo ratings yet
- PMG Gen PDFDocument7 pagesPMG Gen PDFchecko_1258No ratings yet
- Synchronous High-Speed Reluctance Machine With Novel Rotor ConstructionDocument8 pagesSynchronous High-Speed Reluctance Machine With Novel Rotor ConstructionHERNAN ALONSO BRAVO URREANo ratings yet
- Development of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsDocument10 pagesDevelopment of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsAnonymous di05J3ZkTRNo ratings yet
- NadcaDocument8 pagesNadcaSandeep SNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- 009.filetage NormesDocument8 pages009.filetage NormesRacha AmelNo ratings yet
- Soft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsDocument5 pagesSoft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsMohanNo ratings yet
- Nit Project Mould EnbrDocument10 pagesNit Project Mould EnbrdonsieNo ratings yet
- GEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRDocument8 pagesGEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRPablo ThomassetNo ratings yet
- Report Nippon 2019Document5 pagesReport Nippon 2019Biraj SahooNo ratings yet
- Carlite: Grain Oriented Electrical SteelsDocument27 pagesCarlite: Grain Oriented Electrical SteelsRichard SyNo ratings yet
- Carlite: ® Grain Oriented Electrical SteelsDocument41 pagesCarlite: ® Grain Oriented Electrical SteelsVelkinPorllesNo ratings yet
- Application of Magnetic Metal 3-D Printing On The Integration of Axial-Flow Impeller Fan Motor DesignDocument5 pagesApplication of Magnetic Metal 3-D Printing On The Integration of Axial-Flow Impeller Fan Motor Designharshithb.ec20No ratings yet
- Analysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingDocument10 pagesAnalysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingAndre NasrNo ratings yet
- Direct Current Dynamos Part 1Document2 pagesDirect Current Dynamos Part 1Carolina Acibar AcquiatNo ratings yet
- Journal OmoleDocument8 pagesJournal OmoleAmir GHeysarianNo ratings yet
- A Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityDocument11 pagesA Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityNicolás Reyes GonzálezNo ratings yet
- Fem Simulation of Connecting Rod For Minimal Distortion Using Aluminum AlloyDocument11 pagesFem Simulation of Connecting Rod For Minimal Distortion Using Aluminum AlloyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Sree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringDocument24 pagesSree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringManoj ManuNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterialsDocument15 pagesDesign and Analysis of Connecting Rod Using Different MaterialsIJRASETPublicationsNo ratings yet
- Motor ImanDocument4 pagesMotor ImanBALTAZARMARTINNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterilasDocument9 pagesDesign and Analysis of Connecting Rod Using Different MaterilasVIVEK UPADHYAYNo ratings yet
- Water Cooled Copper Magnet CoilsDocument1 pageWater Cooled Copper Magnet Coilstsram90No ratings yet
- Analysis and Design of Cold-Formed Z PurlinsDocument13 pagesAnalysis and Design of Cold-Formed Z PurlinsIJRASETPublicationsNo ratings yet
- Design and Fabrication of 4-Stroke Solenoid Engine: International Research Journal of Engineering and Technology (IRJET)Document7 pagesDesign and Fabrication of 4-Stroke Solenoid Engine: International Research Journal of Engineering and Technology (IRJET)HRITIK VERMANo ratings yet
- Gmaw Arc FundaDocument11 pagesGmaw Arc FundavonipkoNo ratings yet
- P1719 Working Document R8 October 2007Document26 pagesP1719 Working Document R8 October 2007metha.d8070No ratings yet
- Analytical Design of Axial Flux PMG For Low Speed Direct DriveDocument11 pagesAnalytical Design of Axial Flux PMG For Low Speed Direct DriveSeksan KhamkaewNo ratings yet
- Sinta 5Document7 pagesSinta 5Amelia AzzuraNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Plate Girders With Corrugated WebsDocument6 pagesPlate Girders With Corrugated WebsLệnh BùiNo ratings yet
- Characterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessDocument8 pagesCharacterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessUsman NiazNo ratings yet
- Performance Comparisons of Radial and Axial Field Permanent Magnet Brushless MachineDocument8 pagesPerformance Comparisons of Radial and Axial Field Permanent Magnet Brushless Machinerakeshee2007No ratings yet
- Electrical Steel Sheet For Traction Motors of HybridElectric VehiclesDocument5 pagesElectrical Steel Sheet For Traction Motors of HybridElectric VehiclesvishiwizardNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- Thinking Thin With Green Sand Cast IronDocument3 pagesThinking Thin With Green Sand Cast Ironmecaunidos7771No ratings yet
- PowderMet2015-San Diego FinalDocument12 pagesPowderMet2015-San Diego FinalMilan JoshiNo ratings yet
- Deformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersDocument15 pagesDeformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersafabNo ratings yet
- 25 Rebar CouplerDocument4 pages25 Rebar CouplerNivedhan GandhiNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Topic: Submitted By: Submitted ToDocument13 pagesTopic: Submitted By: Submitted ToVarun AgarwalNo ratings yet
- Mechanical EngineeringDocument14 pagesMechanical EngineeringEl WijaNo ratings yet
- Effect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyDocument5 pagesEffect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyEsteban Vasquez GiraldoNo ratings yet
- 02 MTM WEDM Diamond WheelDocument8 pages02 MTM WEDM Diamond Wheelimma coverNo ratings yet
- The Relative Performance of Spur Gears Manufactured From Steel and PEEKDocument9 pagesThe Relative Performance of Spur Gears Manufactured From Steel and PEEKMohan MurthyNo ratings yet
- Articl2 PDFDocument18 pagesArticl2 PDFAnonymous 80p9OVNo ratings yet
- Efficiency Improvement of Squirrel Project ReportDocument31 pagesEfficiency Improvement of Squirrel Project ReportDular PatelNo ratings yet
- 2002 Mitsuo Hashimoto V 2002Document8 pages2002 Mitsuo Hashimoto V 2002ralish12No ratings yet
- Voestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyDocument10 pagesVoestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyJJNo ratings yet
- Esternila D. Gadugdug Bsee 3 Assignment: Elctrical Machines-2 5/19/2022Document2 pagesEsternila D. Gadugdug Bsee 3 Assignment: Elctrical Machines-2 5/19/2022Kyle Christian CeprezNo ratings yet
- Electroformed Parts: E. N. CastellanoDocument8 pagesElectroformed Parts: E. N. CastellanosolquihaNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature Machineantriksh mahajanNo ratings yet
- Epstein Test MethodDocument7 pagesEpstein Test MethodAnonymous vKD3FG6RkNo ratings yet
- Short Proposal Finite ElementDocument9 pagesShort Proposal Finite ElementMuhammad Ilham ZulkipllyNo ratings yet
- CH 18Document40 pagesCH 18Catherine Nur KomaraNo ratings yet
- HW 3 SolDocument4 pagesHW 3 SolSuper NezhNo ratings yet
- Seminar 1Document14 pagesSeminar 1Waris QuraishiNo ratings yet
- Problem 3 004Document14 pagesProblem 3 004Mauricio AndradeNo ratings yet
- SPM Definition ListDocument3 pagesSPM Definition ListWong Weng SiongNo ratings yet
- JEE Main 01-02-2024 (Morning Shift) : QuestionsDocument41 pagesJEE Main 01-02-2024 (Morning Shift) : QuestionsMahir KachwalaNo ratings yet
- Helling Engl KATALOGDocument42 pagesHelling Engl KATALOGSuphi Yüksel100% (1)
- Electricity Student Ing 2013Document49 pagesElectricity Student Ing 2013Bengü MertNo ratings yet
- 5 - Measurement of FrictionDocument5 pages5 - Measurement of FrictionAbdulla CamalNo ratings yet
- FV N R V: Rossby NumberDocument2 pagesFV N R V: Rossby NumberSerkan SancakNo ratings yet
- StormmgmtDocument22 pagesStormmgmtAbdullahMofarrahNo ratings yet
- Traffic Engineering: University of Duhok College of Engineering Civil Department Fourth Year Students 2020-2021Document11 pagesTraffic Engineering: University of Duhok College of Engineering Civil Department Fourth Year Students 2020-2021Ahmad SalihNo ratings yet
- Organic and Perovskite Solar Cells Working Principles, Materials and Interfaces - Marinova - 2016Document17 pagesOrganic and Perovskite Solar Cells Working Principles, Materials and Interfaces - Marinova - 2016Aniello LangellaNo ratings yet
- Journal of Alloys and CompoundsDocument10 pagesJournal of Alloys and CompoundsHuckkey HuNo ratings yet
- ASTM D7334 - 08 (2013) Contact AngleDocument4 pagesASTM D7334 - 08 (2013) Contact AngleCHARLES MICHAEL ALBERT -100% (3)
- Transformer Worksheet 2Document4 pagesTransformer Worksheet 2abriowaisNo ratings yet
- Inductance Leakage CalculationDocument6 pagesInductance Leakage Calculationnuswanggono1994No ratings yet
- Aucet 2014 BrochureDocument43 pagesAucet 2014 BrochurebtvlnarayanaNo ratings yet
- Crystal DefectsDocument75 pagesCrystal DefectsAshok PradhanNo ratings yet
- L04 Analysis of Statically Determinate BeamsDocument42 pagesL04 Analysis of Statically Determinate BeamsN GraceNo ratings yet
- CHP 15-2 Wave Characteristics PDFDocument8 pagesCHP 15-2 Wave Characteristics PDFLakshyaNo ratings yet
- Cement Evaluation CH School May 2020 - R2Document57 pagesCement Evaluation CH School May 2020 - R2Julian Barrero MontalvoNo ratings yet
- KinematicsDocument27 pagesKinematicsme2742700No ratings yet
- Fired Heater Design and SimulationDocument6 pagesFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Stresses in A Soil MassDocument6 pagesStresses in A Soil MassJoanna GuidoNo ratings yet
- Thermal Properties of MatterDocument17 pagesThermal Properties of MatterPrathmeshNo ratings yet
- Chapter One HandoutDocument24 pagesChapter One Handouttamenet5405No ratings yet
- TM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBDocument3 pagesTM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBlegasuNo ratings yet
- Week 6,7 - HE - Similitude and Dimensional AnalysisDocument45 pagesWeek 6,7 - HE - Similitude and Dimensional AnalysisRana Asad AliNo ratings yet
- IGCSE Grade 9 - Term 2 - Assessment - Date SheetDocument10 pagesIGCSE Grade 9 - Term 2 - Assessment - Date SheetphanikrishnaakellaNo ratings yet