Download as pdf or txt
You might also like
- Asme B107.1-2002Document26 pagesAsme B107.1-2002PunkR0ckz100% (1)
- Mech 2Document82 pagesMech 2Erwin100% (1)
- Advanced Welding Techniques in Ship ManufacturingDocument15 pagesAdvanced Welding Techniques in Ship Manufacturingmadhan_kumar2000No ratings yet
- Gate Solved Paper - Me: Manufacturing EngineeringDocument72 pagesGate Solved Paper - Me: Manufacturing EngineeringVHemendra NaiduNo ratings yet
- Manufacturing EngineeringDocument72 pagesManufacturing EngineeringAnirban PalNo ratings yet
- Metal Forming ME GATE 2020 Previous Year With Ans KeyDocument9 pagesMetal Forming ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Manufacturing Engineering-4Document1 pageManufacturing Engineering-4SameerChauhanNo ratings yet
- 103 Manufacturing Engineering PDFDocument73 pages103 Manufacturing Engineering PDFSushil Kumar Singh100% (1)
- Manufacturing Engineering-18Document1 pageManufacturing Engineering-18SameerChauhanNo ratings yet
- ME Manufacturing-Engineering PDFDocument73 pagesME Manufacturing-Engineering PDFpankajNo ratings yet
- Objective QuestionsDocument73 pagesObjective QuestionsRajesh ShahNo ratings yet
- ManengDocument88 pagesManengArvind MeenaNo ratings yet
- Manufacturing EngineeringDocument88 pagesManufacturing EngineeringSreevathsaNo ratings yet
- 175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inDocument1 page175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Machine Design: 10 MM 30 MM 94 MpaDocument38 pagesMachine Design: 10 MM 30 MM 94 MpaSreevathsaNo ratings yet
- Manufacturing Engineering-16Document1 pageManufacturing Engineering-16SameerChauhanNo ratings yet
- Manufacturing Engineering-10 PDFDocument1 pageManufacturing Engineering-10 PDFSameerChauhanNo ratings yet
- Sheet Metal Operations ME GATE 2020 Previous Year With Ans KeyDocument4 pagesSheet Metal Operations ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Production Test PaperDocument9 pagesProduction Test Paperfaheemhaider21No ratings yet
- 3 MM 2 MM: Visit Us At: WWW - Nodia.co - inDocument1 page3 MM 2 MM: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Machine DesignDocument38 pagesMachine DesignBanwari Lal PrajapatNo ratings yet
- MF & SMO 14th SEP 2022 WTMDocument60 pagesMF & SMO 14th SEP 2022 WTMDeepak KumarNo ratings yet
- Design SCCDocument14 pagesDesign SCCdhruvNo ratings yet
- SDocument16 pagesSKumar KoteNo ratings yet
- Sheet Metal Operation Figures and Q A For StudentsDocument15 pagesSheet Metal Operation Figures and Q A For StudentsRavinder Antil75% (4)
- R K Konodia Civil Gate Previous Year - by EasyEngineering - Net 1 PDFDocument214 pagesR K Konodia Civil Gate Previous Year - by EasyEngineering - Net 1 PDFDaante VermaNo ratings yet
- Machine DataDocument38 pagesMachine DataEr Mahavir MiyatraNo ratings yet
- Forming E BookDocument22 pagesForming E BookunitybeginsathomeNo ratings yet
- Machine DesignDocument38 pagesMachine Designdeepti412No ratings yet
- Emm 302 Solid and Structural Mechanics 1Document4 pagesEmm 302 Solid and Structural Mechanics 1anniemusyimiNo ratings yet
- Sethu Institute of Technology: Part A (1 Mark)Document15 pagesSethu Institute of Technology: Part A (1 Mark)Deepak KumarNo ratings yet
- Machine Design Questions PDFDocument5 pagesMachine Design Questions PDFrajibNo ratings yet
- Manufacturing Engineering-30 PDFDocument1 pageManufacturing Engineering-30 PDFSameerChauhanNo ratings yet
- Zsteel Design Practice Problems With Ans KeyDocument4 pagesZsteel Design Practice Problems With Ans Keyjj012586No ratings yet
- MCQDocument43 pagesMCQBansal RajNeesh67% (6)
- TYPE A - Real Time Quiz End Semester Examination - ME331Document7 pagesTYPE A - Real Time Quiz End Semester Examination - ME331Selvi RNo ratings yet
- Manufacturing Engineering-13Document1 pageManufacturing Engineering-13SameerChauhanNo ratings yet
- Week 4 Assignment 4 Full Marks 16Document3 pagesWeek 4 Assignment 4 Full Marks 16amin alzuraiki0% (1)
- Material Properties and Metal FormingDocument5 pagesMaterial Properties and Metal FormingSaikat BanerjeeNo ratings yet
- Taller No 2 Resistencia I 2013BDocument4 pagesTaller No 2 Resistencia I 2013BAsep Bin UjangNo ratings yet
- Previous Years GATE Questions Sub: Production Technology (Welding)Document12 pagesPrevious Years GATE Questions Sub: Production Technology (Welding)KAUSTUB CHAUHANNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- EsdDocument3 pagesEsdHrishikesh BhavsarNo ratings yet
- Advanced Manufacturing ScienceDocument3 pagesAdvanced Manufacturing Sciencemukesh3021No ratings yet
- Compre 15-16 Sem1 With Soln (Charsichoco)Document4 pagesCompre 15-16 Sem1 With Soln (Charsichoco)Jasdeep SinghNo ratings yet
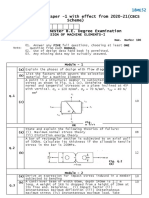
- Model Question Paper - 1 With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationDocument10 pagesModel Question Paper - 1 With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationSharath KotegarNo ratings yet
- Assignment 6 QuestionDocument4 pagesAssignment 6 Questionamin alzuraikiNo ratings yet
- QP FinalDocument2 pagesQP Finalpadmagayathri39No ratings yet
- Calculation of Moments and Shear: Input DataDocument3 pagesCalculation of Moments and Shear: Input DataARSENo ratings yet
- Gujarat Technological UniversityDocument4 pagesGujarat Technological Universitythe grayNo ratings yet
- Btech Me 6 Sem Machine Design Kme602 2022Document3 pagesBtech Me 6 Sem Machine Design Kme602 2022thunderstorm8853No ratings yet
- Manufacturing Engineering-28 PDFDocument1 pageManufacturing Engineering-28 PDFSameerChauhanNo ratings yet
- Distribution, Transmission Systems and Design-QuestionsDocument7 pagesDistribution, Transmission Systems and Design-QuestionsRaimundoNo ratings yet
- List-I (Equipment) List-II (Process) P. 1. Q. 2. R. 3. S. 4. 5Document1 pageList-I (Equipment) List-II (Process) P. 1. Q. 2. R. 3. S. 4. 5SameerChauhanNo ratings yet
- MOM OU Old Question PaperDocument2 pagesMOM OU Old Question PaperAmmineni Syam PrasadNo ratings yet
- Exam Sheet MetalDocument19 pagesExam Sheet MetalIbraheem SabryNo ratings yet
- MME291 TermFinalQues 09-15Document20 pagesMME291 TermFinalQues 09-15behind mirrorNo ratings yet
- 10 Welded JointsDocument20 pages10 Welded JointsROHAN PILLAINo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Processes Associated State of Stress P. 3. Q. 1. R. 2. S. 4Document1 pageProcesses Associated State of Stress P. 3. Q. 1. R. 2. S. 4SameerChauhanNo ratings yet
- F D T D T: Visit Us At: WWW - Nodia.co - inDocument1 pageF D T D T: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Manufacturing Engineering-54Document1 pageManufacturing Engineering-54SameerChauhanNo ratings yet
- Manufacturing Engineering-45Document1 pageManufacturing Engineering-45SameerChauhanNo ratings yet
- Manufacturing Engineering-53Document1 pageManufacturing Engineering-53SameerChauhanNo ratings yet
- Manufacturing Engineering-52Document1 pageManufacturing Engineering-52SameerChauhanNo ratings yet
- Manufacturing Engineering-55Document1 pageManufacturing Engineering-55SameerChauhanNo ratings yet
- For Metal: Atomic Weight Valency The Metal Removal Rate: Visit Us At: WWW - Nodia.co - inDocument1 pageFor Metal: Atomic Weight Valency The Metal Removal Rate: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- Manufacturing Engineering-46Document1 pageManufacturing Engineering-46SameerChauhanNo ratings yet
- Column I Column II P. 4. Q. 1. R. 2. S. 3.: Visit Us At: WWW - Nodia.co - inDocument1 pageColumn I Column II P. 4. Q. 1. R. 2. S. 3.: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Manufacturing Engineering-51Document1 pageManufacturing Engineering-51SameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- A N B N VT A VT B VT: Visit Us At: WWW - Nodia.co - inDocument1 pageA N B N VT A VT B VT: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Manufacturing Engineering-48Document1 pageManufacturing Engineering-48SameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- α 12c t t φ r r α α t φ φ: Machining process Mechanism of material removal P. 2. Q. 3. R. 4. S. 1Document1 pageα 12c t t φ r r α α t φ φ: Machining process Mechanism of material removal P. 2. Q. 3. R. 4. S. 1SameerChauhanNo ratings yet
- ADE Δ θ DE x x θ x x Z d x: Visit us at: www.nodia.co.inDocument1 pageADE Δ θ DE x x θ x x Z d x: Visit us at: www.nodia.co.inSameerChauhanNo ratings yet
- Manufacturing Engineering-38Document1 pageManufacturing Engineering-38SameerChauhanNo ratings yet
- 175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inDocument1 page175 MM 200 MM 200 MM 10 MM 10 / Ms : Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Manufacturing Engineering-40Document1 pageManufacturing Engineering-40SameerChauhanNo ratings yet
- Solution: Metal Forming Process Types of Stress 1. S. Compressive 2. P. Tensile 3. Q. Shear 4. R. Tensile and CompressiveDocument1 pageSolution: Metal Forming Process Types of Stress 1. S. Compressive 2. P. Tensile 3. Q. Shear 4. R. Tensile and CompressiveSameerChauhanNo ratings yet
- Manufacturing Engineering-31 PDFDocument1 pageManufacturing Engineering-31 PDFSameerChauhanNo ratings yet
- Visit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringDocument1 pageVisit Us At: WWW - Nodia.co - In: GATE Previous Year Solved Paper For Mechanical EngineeringSameerChauhanNo ratings yet
- Manufacturing Engineering-34Document1 pageManufacturing Engineering-34SameerChauhanNo ratings yet
- Manufacturing Engineering-29 PDFDocument1 pageManufacturing Engineering-29 PDFSameerChauhanNo ratings yet
- Manufacturing Engineering-30 PDFDocument1 pageManufacturing Engineering-30 PDFSameerChauhanNo ratings yet
- Manufacturing Engineering-28 PDFDocument1 pageManufacturing Engineering-28 PDFSameerChauhanNo ratings yet
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Primary Shaping ProcessDocument51 pagesPrimary Shaping ProcessHar Quin50% (2)
- Katalog Elevator Lift #Rev1Document19 pagesKatalog Elevator Lift #Rev1Wataru Ardhy MizunoNo ratings yet
- ch08 - Metal CastingDocument108 pagesch08 - Metal Castingarju antonyNo ratings yet
- How To Repair A Plastic BumperDocument2 pagesHow To Repair A Plastic BumperJen AkersNo ratings yet
- Runners and GatesDocument35 pagesRunners and Gatesbjdavies2010100% (2)
- The Line Boring MachineDocument22 pagesThe Line Boring MachineJinky L. LavegaNo ratings yet
- Auto Clips and Fasteners 2014.original PDFDocument1 pageAuto Clips and Fasteners 2014.original PDFdletica_1No ratings yet
- Welding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Document2 pagesWelding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Erick HoganNo ratings yet
- Wharf LadderDocument11 pagesWharf LadderAnandNo ratings yet
- Bolt Design and Embedment Length CheckDocument6 pagesBolt Design and Embedment Length CheckHarish M PNo ratings yet
- Lindapter Type f3 DatasheetDocument1 pageLindapter Type f3 DatasheetTarun SharmaNo ratings yet
- Port DrawingsDocument6 pagesPort DrawingsAbobrinhaestrgadaNo ratings yet
- Drawing Auto Cleaner Caster WheelDocument3 pagesDrawing Auto Cleaner Caster Wheelera chaolongNo ratings yet
- BS en ISO 5457 Drawing Sheet SizesDocument2 pagesBS en ISO 5457 Drawing Sheet SizesSai CharanNo ratings yet
- Production Engineering by SKMondalDocument201 pagesProduction Engineering by SKMondalavimam129100% (3)
- US5457886Document9 pagesUS5457886aungkyawzoreNo ratings yet
- Company Profile SCMA 2023Document12 pagesCompany Profile SCMA 2023Herman BrandonNo ratings yet
- 3.2 S-MS, S-MD Z en - AutoperforantesDocument52 pages3.2 S-MS, S-MD Z en - AutoperforantescanocarloNo ratings yet
- Astm F 2329Document5 pagesAstm F 2329haharameshNo ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- Manufacturing Engineering: Basics of Manufacturing EngineeringDocument3 pagesManufacturing Engineering: Basics of Manufacturing EngineeringPrincess GinezNo ratings yet
- ME3493_Manufacturing TechnologyDocument10 pagesME3493_Manufacturing TechnologySriram SrinivasanNo ratings yet
- Bolt Torque Specifications: Maintenance MinuteDocument2 pagesBolt Torque Specifications: Maintenance MinuteJamil AlsalemNo ratings yet
- Adapter SleeveDocument7 pagesAdapter SleeveAdrian GarciaNo ratings yet
- SWP Grinder Bench AS520Document1 pageSWP Grinder Bench AS520Tosif AliNo ratings yet
- National Pipe Thread Chart OPT P PDFDocument1 pageNational Pipe Thread Chart OPT P PDFRoselio MayoNo ratings yet
- Fixture (Tool) - Wikipedia, The Free EncyclopediaDocument4 pagesFixture (Tool) - Wikipedia, The Free Encyclopediaचन्दनप्रसादNo ratings yet