Download as pdf or txt
You might also like
- Characteristic Curves KWP - KSBDocument224 pagesCharacteristic Curves KWP - KSBDaniel MilosevskiNo ratings yet
- 4098 ArticleDocument11 pages4098 ArticleThái PhươngNo ratings yet
- Structural Stress-Fatigue Life Curve Improvement of Spot Welding Based On Quasi-Newton MethodDocument12 pagesStructural Stress-Fatigue Life Curve Improvement of Spot Welding Based On Quasi-Newton MethodSuhasNo ratings yet
- Experimental Study On Behavior of Time-Related Preload Relaxation ForDocument10 pagesExperimental Study On Behavior of Time-Related Preload Relaxation ForengenhariainovajdNo ratings yet
- Eccmr 2009 Luo EtcDocument7 pagesEccmr 2009 Luo EtcSAMİ ENİS ARIOĞLUNo ratings yet
- Static Metal Sealing Mechanism of A Subsea Pipeline Mechanical ConnectorDocument16 pagesStatic Metal Sealing Mechanism of A Subsea Pipeline Mechanical ConnectorHadi KoraniNo ratings yet
- IstanbulLastBookAbstracts PDFDocument135 pagesIstanbulLastBookAbstracts PDFparamrosh100% (1)
- Percussion Characteristic Analysis For Hydraulic Rock Drill With No Constant-Pressurized Chamber Through Numerical Simulation and ExperimentDocument11 pagesPercussion Characteristic Analysis For Hydraulic Rock Drill With No Constant-Pressurized Chamber Through Numerical Simulation and ExperimentDaniel OprutaNo ratings yet
- Analysis of A Shrink-Fit Failure On A Gear Hubshaft AssemblyDocument16 pagesAnalysis of A Shrink-Fit Failure On A Gear Hubshaft AssemblyParag NaikNo ratings yet
- Analytical and Experimental Study On Sealing ContactDocument14 pagesAnalytical and Experimental Study On Sealing Contactansysuser2023No ratings yet
- Performance of Extended End-Plate Bolted ConnectioDocument25 pagesPerformance of Extended End-Plate Bolted Connectioahmed osmanNo ratings yet
- Wear of Sprag Clutch Wedge in Overrun State UnderDocument17 pagesWear of Sprag Clutch Wedge in Overrun State UnderLorenzo ToccaceliNo ratings yet
- Pei Et Al 2014 Dynamical Wear Prediction Along Meshing Path in Mixed Lubrication of Spiral Bevel GearsDocument16 pagesPei Et Al 2014 Dynamical Wear Prediction Along Meshing Path in Mixed Lubrication of Spiral Bevel GearsMing MaNo ratings yet
- Ali 2015Document10 pagesAli 2015sai rajeshNo ratings yet
- Radial Metal SealDocument16 pagesRadial Metal Sealansysuser2023No ratings yet
- Research On Welding Deformation For Box Girder ofDocument12 pagesResearch On Welding Deformation For Box Girder oframiNo ratings yet
- Research Article: Fatigue Life Analysis of Rolling Bearings Based On Quasistatic ModelingDocument11 pagesResearch Article: Fatigue Life Analysis of Rolling Bearings Based On Quasistatic ModelingAkash SoodNo ratings yet
- Design and Experimental Study Mandrel Type Casing HangerDocument16 pagesDesign and Experimental Study Mandrel Type Casing Hangeransysuser2023No ratings yet
- Tribology International: Z.Y. Xiang, H.H. Qian, J.L. Mo, W. Chen, D.Q. Tan, Z.R. ZhouDocument17 pagesTribology International: Z.Y. Xiang, H.H. Qian, J.L. Mo, W. Chen, D.Q. Tan, Z.R. ZhouMuhammad NuzanNo ratings yet
- The Structure Stress and Modal Analysis of 16-LiteDocument8 pagesThe Structure Stress and Modal Analysis of 16-LitevikneswpNo ratings yet
- Fracture Mechanics As Applied To BiDocument5 pagesFracture Mechanics As Applied To BiShwetha JNo ratings yet
- Effect of Creep Failure in Bolted Flanged JointsDocument17 pagesEffect of Creep Failure in Bolted Flanged JointsMarta ParaparNo ratings yet
- 10.1515 - Rams 2021 0069Document15 pages10.1515 - Rams 2021 0069Thế Nam VũNo ratings yet
- A Kinematic Analysis of Meshing Polymer Gear TeethDocument16 pagesA Kinematic Analysis of Meshing Polymer Gear TeethsandeepNo ratings yet
- Experimental Analysis and Modelling of Bolted T-Stubs Under Cyclic LoadsDocument15 pagesExperimental Analysis and Modelling of Bolted T-Stubs Under Cyclic LoadsSam SamouraNo ratings yet
- Engineering Failure Analysis: SciencedirectDocument12 pagesEngineering Failure Analysis: SciencedirectGanesh KCNo ratings yet
- International Journal of Fatigue: Xinglong Liu, Gang Zheng, Quantian Luo, Qing Li, Guangyong SunDocument13 pagesInternational Journal of Fatigue: Xinglong Liu, Gang Zheng, Quantian Luo, Qing Li, Guangyong SunMUIN ABDULLAH-ALNo ratings yet
- Stress Distribution and Contact Status Analysis of A Bolted Rotor With Curvic CouplingsDocument16 pagesStress Distribution and Contact Status Analysis of A Bolted Rotor With Curvic CouplingsHoai Anh VuNo ratings yet
- Computer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectDocument33 pagesComputer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectBoonsap WitchayangkoonNo ratings yet
- Fatigue 2Document22 pagesFatigue 2rameshNo ratings yet
- Research On Effect of Damping Variation On Vibration Response of Defective BearingsDocument12 pagesResearch On Effect of Damping Variation On Vibration Response of Defective BearingsluuthuanNo ratings yet
- Wear Reliability of Spur Gear Based On The Cross-ADocument9 pagesWear Reliability of Spur Gear Based On The Cross-AAli Cem GöçerNo ratings yet
- Sciencedirect: Wear 426-427 (2019) 1176-1186Document11 pagesSciencedirect: Wear 426-427 (2019) 1176-1186Muhammad NuzanNo ratings yet
- Tarlochan, 2013Document11 pagesTarlochan, 2013Farhan Fachrizal BahriNo ratings yet
- Chen 2016Document5 pagesChen 2016Gre RoNo ratings yet
- FE ArbreDocument9 pagesFE Arbremed sagarNo ratings yet
- Ly Thuyet Va ChamDocument12 pagesLy Thuyet Va ChamTiep Tran QuangNo ratings yet
- Thesis On Metal CuttingDocument7 pagesThesis On Metal Cuttingaflodtsecumyed100% (1)
- Gear Defect Modeling of A MultipleDocument12 pagesGear Defect Modeling of A MultipleJose Luis RattiaNo ratings yet
- 2012 Al AlloyDocument8 pages2012 Al Alloyadarshravindran1991No ratings yet
- 0031M PDFDocument33 pages0031M PDFdstifterNo ratings yet
- 744 2903 1 PBDocument7 pages744 2903 1 PBdfgNo ratings yet
- Machines: The Research and Experiments On Contact Sealing Theory of The Underwater Clamp ConnectorDocument20 pagesMachines: The Research and Experiments On Contact Sealing Theory of The Underwater Clamp ConnectorWojciechNo ratings yet
- Finite Element Analysis of Connecting Rod For Two Wheeler and Optimization of Suitable Material Under Static Load ConditionDocument7 pagesFinite Element Analysis of Connecting Rod For Two Wheeler and Optimization of Suitable Material Under Static Load ConditionAnonymous CUPykm6DZNo ratings yet
- Thesis On Fretting Fatigue in Railway AxlesDocument6 pagesThesis On Fretting Fatigue in Railway Axlespamelasmithlittlerock100% (2)
- 1989 - Griffin - NASAreviewDocument22 pages1989 - Griffin - NASAreviewChiara GastaldiNo ratings yet
- Flux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleDocument20 pagesFlux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleMt GolesNo ratings yet
- New Method To Measure The Adhesion Capability of Metallic Surface Under Shear Loading Using A Modified Arcan TestDocument31 pagesNew Method To Measure The Adhesion Capability of Metallic Surface Under Shear Loading Using A Modified Arcan TestMatt LABNo ratings yet
- Effect of Crack On Bending Process For S55c CarbonDocument17 pagesEffect of Crack On Bending Process For S55c CarbonGustavo BalderramasNo ratings yet
- Numerical Analysisofa Small Pneumatic Hammer Performance Basedon Evaluation Methodof Friction ForceDocument11 pagesNumerical Analysisofa Small Pneumatic Hammer Performance Basedon Evaluation Methodof Friction ForceLeonardo G. DiasNo ratings yet
- Effect of The Friction Coefficient For Contact Pressure of Packer RubberDocument7 pagesEffect of The Friction Coefficient For Contact Pressure of Packer RubberabodolkuhaaNo ratings yet
- Numerical and Experimental Investigations of Low Velocity Impact On Glass Fiber-Reinforced PolyamideDocument21 pagesNumerical and Experimental Investigations of Low Velocity Impact On Glass Fiber-Reinforced PolyamideOumeyma HamlauiNo ratings yet
- Design Rod of Diesel EngineDocument15 pagesDesign Rod of Diesel EngineRakesh Rockzss0% (1)
- A Review of Bolt Tightening Force Measurement andDocument19 pagesA Review of Bolt Tightening Force Measurement andVincent ChuNo ratings yet
- Engineering Fracture Mechanics: Mohammad Karamloo, Moosa Mazloom, Golamhasan PayganehDocument15 pagesEngineering Fracture Mechanics: Mohammad Karamloo, Moosa Mazloom, Golamhasan PayganehMarwa MusaNo ratings yet
- International Journal of Adhesion and AdhesivesDocument28 pagesInternational Journal of Adhesion and AdhesivesALVIN RIZANI A SNo ratings yet
- Leakage Resistance Envelopes of API 8 Round Casing Connections Using FE AnalysisDocument16 pagesLeakage Resistance Envelopes of API 8 Round Casing Connections Using FE AnalysisalettristeNo ratings yet
- 2016 - Modelling of Edge Crack Formation and Propagation in Ceramic Laminates Using The Stress-Energy Coupled CriterionDocument11 pages2016 - Modelling of Edge Crack Formation and Propagation in Ceramic Laminates Using The Stress-Energy Coupled CriterionArun KumarNo ratings yet
- Das Sir 1Document27 pagesDas Sir 1dashing handsomeNo ratings yet
- CrashDocument6 pagesCrashBrahim KhNo ratings yet
- Advances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsFrom EverandAdvances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsMorsi M. MahmoudNo ratings yet
- Beach PDFDocument8 pagesBeach PDFarda akkayaNo ratings yet
- Standard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and OilDocument3 pagesStandard Internal Circlip - DIN 472: Standard Material: Carbon Spring Steel Standard Finish: Black and Oilarda akkayaNo ratings yet
- Ads 43a HDBK PDFDocument67 pagesAds 43a HDBK PDFarda akkayaNo ratings yet
- ME311 Machine Design: Lecture 8: CylindersDocument15 pagesME311 Machine Design: Lecture 8: Cylindersarda akkayaNo ratings yet
- Aircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact SimulationDocument10 pagesAircraft Engine Blade-Out Dynamics: 7 International LS-DYNA Users Conference Drop/Impact Simulationarda akkayaNo ratings yet
- Mesh PDFDocument5 pagesMesh PDFarda akkayaNo ratings yet
- Dynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event StudyDocument7 pagesDynamic Loads Acting On Engine Frame Elements After Fan Blade Out Event Studyarda akkayaNo ratings yet
- AERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19Document72 pagesAERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19arda akkayaNo ratings yet
- Lubricant Effects On Bearing Life: Erwinv. ZarmkyDocument22 pagesLubricant Effects On Bearing Life: Erwinv. Zarmkyarda akkayaNo ratings yet
- Using Coiled Spring-Pin Hinges: Fastening and Joining Technology GuideDocument3 pagesUsing Coiled Spring-Pin Hinges: Fastening and Joining Technology Guidearda akkayaNo ratings yet
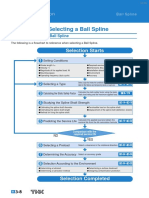
- Flowchart For Selecting A Ball Spline: Selection StartsDocument23 pagesFlowchart For Selecting A Ball Spline: Selection Startsarda akkayaNo ratings yet
- What Differentiates Coiled Pins?: Prior To InstallationDocument2 pagesWhat Differentiates Coiled Pins?: Prior To Installationarda akkayaNo ratings yet
- Selection Criteria O-Ring PDFDocument1 pageSelection Criteria O-Ring PDFarda akkayaNo ratings yet
- Design and Modal Analysis To Calculate Critical Speed of ShaftDocument7 pagesDesign and Modal Analysis To Calculate Critical Speed of Shaftarda akkayaNo ratings yet
- RC 3Document4 pagesRC 3Jade David FranciscoNo ratings yet
- Eulerian Vs Lagrangian Description and MoreDocument10 pagesEulerian Vs Lagrangian Description and MoreVeysel KabaNo ratings yet
- Theories Behind Shear Thinning BehaviorDocument4 pagesTheories Behind Shear Thinning Behaviorengineer bilalNo ratings yet
- Diagrama de Molière R134a: RefrigerantesDocument1 pageDiagrama de Molière R134a: RefrigerantesHumnerNo ratings yet
- Arc Resistant Power Transformer TangkDocument8 pagesArc Resistant Power Transformer TangkJohan LinggauNo ratings yet
- CCTV - CVHG780-CN123 - Product ReportDocument2 pagesCCTV - CVHG780-CN123 - Product ReportTân NguyễnNo ratings yet
- Vortex CNC Cooler System HBWDocument7 pagesVortex CNC Cooler System HBWHannan RizqiNo ratings yet
- Combustion of Two Phase Reactive MediaDocument569 pagesCombustion of Two Phase Reactive MediaKalyani Gangulian50% (2)
- Spreader Beam BLOCK EDocument26 pagesSpreader Beam BLOCK ESteve MoonNo ratings yet
- Bolted-Metal Fit Performance Data: 2", Pro-Flo Shift, Bolted Aluminum, EPS - EPDMDocument1 pageBolted-Metal Fit Performance Data: 2", Pro-Flo Shift, Bolted Aluminum, EPS - EPDMDavis Zanki AqilNo ratings yet
- VMS Gantry DesignDocument14 pagesVMS Gantry DesignNIRMAN INFRASTRUCTURESNo ratings yet
- Fhc-Hydraulic CalculationDocument5 pagesFhc-Hydraulic CalculationmostafaabdelrazikNo ratings yet
- Soldier Pile Retaining WallDocument5 pagesSoldier Pile Retaining WallHimmatSarvaiya0% (1)
- Hydac RVE Check ValvesDocument4 pagesHydac RVE Check ValvesDragan LazicNo ratings yet
- Mass & Heat BalanceDocument14 pagesMass & Heat BalanceTruth Seeker100% (1)
- Chapter 03 - Flow in PipesDocument83 pagesChapter 03 - Flow in PipesSamnang HangNo ratings yet
- Design of Cantilever Rettaining WallDocument7 pagesDesign of Cantilever Rettaining WallapirakqNo ratings yet
- Choose The Letter of The Best Answer in Each QuestionsDocument8 pagesChoose The Letter of The Best Answer in Each QuestionsMark Brendon Jess VargasNo ratings yet
- A Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded JointsDocument12 pagesA Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded Jointsjoshua6No ratings yet
- Shear Lag in Slotted Gusset Plate Connections To TubesDocument12 pagesShear Lag in Slotted Gusset Plate Connections To TubesMichel J AzlirNo ratings yet
- Plain and Reinforced Concrete IIDocument17 pagesPlain and Reinforced Concrete IIMuhammad Salman JavaidNo ratings yet
- SHM Fluid Gravi Material MCQS PDFDocument10 pagesSHM Fluid Gravi Material MCQS PDFbhaveshNo ratings yet
- BoltCalcs R5Document4 pagesBoltCalcs R5Homer SilvaNo ratings yet
- BD520 Aif129092Document40 pagesBD520 Aif129092Nikolay VelchevNo ratings yet
- KalorDocument53 pagesKalorsuprihadi estiNo ratings yet
- AASHTO Simplified Shear CalcDocument9 pagesAASHTO Simplified Shear CalcSharyn PolleyNo ratings yet
- Flujometro HarrisDocument4 pagesFlujometro HarrisAngiosur Unidad Vascular IntegralNo ratings yet
- TurbineDocument14 pagesTurbineArjit GoswamiNo ratings yet
- Mod 5-Fan Measurement and TestingDocument227 pagesMod 5-Fan Measurement and Testinglovjnx100% (1)