
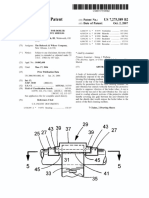
United States Patent (10) Patent No.: US 6,899,600 B1: Hsien (45) Date of Patent: May 31, 2005
United States Patent (10) Patent No.: US 6,899,600 B1: Hsien (45) Date of Patent: May 31, 2005
You might also like
- ISO 21809 1 2011, Petroleum andDocument62 pagesISO 21809 1 2011, Petroleum andDarko KljajicNo ratings yet
- Santa Fe 2004 2.4LDocument219 pagesSanta Fe 2004 2.4LAlain Gauder FernandezNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- United States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000Document3 pagesUnited States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000ali aNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmNo ratings yet
- High-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997Document6 pagesHigh-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997السيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Semi Bright Nickel Bath - PatentDocument11 pagesSemi Bright Nickel Bath - PatentCalin DiaconuNo ratings yet
- Automatic Straightening of Hardened Shafts: Robert Jankovych, Martin Weigl, Boris KurDocument5 pagesAutomatic Straightening of Hardened Shafts: Robert Jankovych, Martin Weigl, Boris KurJaynish IdhariyaNo ratings yet
- PD Con San Roque Santiago MPB 8thDocument38 pagesPD Con San Roque Santiago MPB 8thCarl ManzanoNo ratings yet
- CH 6Document19 pagesCH 6er.arundhimanNo ratings yet
- Chip Evacuation of PCB Micro-Drilling and High-Speed PhotographyDocument7 pagesChip Evacuation of PCB Micro-Drilling and High-Speed PhotographyChethan GowdaNo ratings yet
- Unit 2 Chapter 1 ForgingDocument22 pagesUnit 2 Chapter 1 ForgingRavichandran GNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- Traditional Machining Surface RoughnessDocument1 pageTraditional Machining Surface RoughnessbudakgemukNo ratings yet
- Analysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CracksDocument6 pagesAnalysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CrackshotschiNo ratings yet
- High-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsDocument9 pagesHigh-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsarvinupNo ratings yet
- PD Con Padu Chico Sto - Domingo MPB 8thDocument39 pagesPD Con Padu Chico Sto - Domingo MPB 8thCarl ManzanoNo ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Anchorbolt DesignDocument9 pagesAnchorbolt DesignQuanteck EngineeringNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1Document9 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1almedinNo ratings yet
- US4043847Document4 pagesUS4043847MahnooshNo ratings yet
- Failure Analysis of Hot Sinter Screens of A Sinter PlantDocument11 pagesFailure Analysis of Hot Sinter Screens of A Sinter PlantVedaant Shah100% (1)
- Provn of Deficient Otm Accn (Phase - Iii) at Ins Shikra Chief Engineer Navy Mumbai Design of Footing F17Document7 pagesProvn of Deficient Otm Accn (Phase - Iii) at Ins Shikra Chief Engineer Navy Mumbai Design of Footing F17nilay8892No ratings yet
- 3b-Metal FORGINGDocument16 pages3b-Metal FORGINGIzzat Ikram100% (1)
- 7 Komanduri1981Document10 pages7 Komanduri1981pavandatta_jadhav5262No ratings yet
- Very High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Document7 pagesVery High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Dev RajNo ratings yet
- Cutting Forces and Vibrations During Ball End Milling of Inclined SurfacesDocument6 pagesCutting Forces and Vibrations During Ball End Milling of Inclined SurfacesHuy NguyenNo ratings yet
- Unit Test I. 1920Document2 pagesUnit Test I. 1920Balakrushna ParkaleNo ratings yet
- L17 ForgingDocument60 pagesL17 ForgingDivyansh YadavNo ratings yet
- Failure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-ReviewedDocument9 pagesFailure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-Reviewedsamar209No ratings yet
- Heat Plat ApplicationDocument6 pagesHeat Plat ApplicationJDC - Export ManagerNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- RCC Members Desgns Is456&Is3370Document25 pagesRCC Members Desgns Is456&Is3370RAJESHWARRAO BANDARI100% (1)
- Ieeeee: United States PatentDocument12 pagesIeeeee: United States PatentJosuelito BritoNo ratings yet
- 54 Sample ChapterDocument23 pages54 Sample ChapterzombieNo ratings yet
- Mechanics of The Cutting ProcessDocument19 pagesMechanics of The Cutting ProcessdawitNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1Document6 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1AugustoVidalNo ratings yet
- Anti-Vibration Bars For Boiler Tubes With Protective ShieldsDocument6 pagesAnti-Vibration Bars For Boiler Tubes With Protective ShieldsNico GallosNo ratings yet
- Inductive Spin Hardening of Gears - A Survey of Key Features and BenefitsDocument6 pagesInductive Spin Hardening of Gears - A Survey of Key Features and BenefitsJader PitangueiraNo ratings yet
- Lecture 2 - 4 - Fundametals of MachiningDocument58 pagesLecture 2 - 4 - Fundametals of MachiningAINAMANI AMOSNo ratings yet
- Us6390894 PDFDocument22 pagesUs6390894 PDFAndy HuffNo ratings yet
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 pagesControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingNo ratings yet
- PD Con Pantay Quitiquit Caoayan MPB 8thDocument38 pagesPD Con Pantay Quitiquit Caoayan MPB 8thCarl ManzanoNo ratings yet
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiDocument5 pagesPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasNo ratings yet
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNo ratings yet
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDocument5 pagesAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- Beam CheckDocument8 pagesBeam CheckDigambar JadhavNo ratings yet
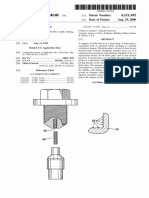
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- JNF12 Hales 2380 PDFDocument18 pagesJNF12 Hales 2380 PDFagilan89No ratings yet
- 7 Use of Chip Breaker in MachiningDocument16 pages7 Use of Chip Breaker in MachiningPRASAD326100% (1)
- PDF MEC3102 Tutorial No 1-ASSIGMENT 1Document4 pagesPDF MEC3102 Tutorial No 1-ASSIGMENT 1Beckham ChaileNo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Ee4293-Lca - Lce-Mto - 12-04-2024 4Document5 pagesEe4293-Lca - Lce-Mto - 12-04-2024 4sjdrs65pjpNo ratings yet
- A Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersDocument5 pagesA Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersgauravNo ratings yet
- THEORY OF METAL MACHINING OLD N NEW.Document37 pagesTHEORY OF METAL MACHINING OLD N NEW.Jaka Sembung Bawa GolokNo ratings yet
- Development of Revolutionary Continuous Castings Technology For Thick Plates at Kashima WorksDocument8 pagesDevelopment of Revolutionary Continuous Castings Technology For Thick Plates at Kashima Worksahmed ebraheemNo ratings yet
- Gujarat Technological UniversityDocument4 pagesGujarat Technological Universitythe grayNo ratings yet
- 2 ForgingDocument63 pages2 ForgingManpreet SinghNo ratings yet
- Swedish College of Engineering and Technology Wah Cantt TaxilaDocument8 pagesSwedish College of Engineering and Technology Wah Cantt TaxilaM. RazaNo ratings yet
- Government College University Faisalabad Layyah CampusDocument19 pagesGovernment College University Faisalabad Layyah CampusM. RazaNo ratings yet
- Introduction To Out-Come Based Education (Obe)Document11 pagesIntroduction To Out-Come Based Education (Obe)M. RazaNo ratings yet
- Book 1Document2 pagesBook 1M. RazaNo ratings yet
- Key Process Variable Driven Manufacturing Process Selection: M. S. C. Tuckwood, A. P. Conway and R. I. WhitfieldDocument10 pagesKey Process Variable Driven Manufacturing Process Selection: M. S. C. Tuckwood, A. P. Conway and R. I. WhitfieldM. RazaNo ratings yet
- Thermodynamics Fall2013Document12 pagesThermodynamics Fall2013M. RazaNo ratings yet
- Plo PDFDocument5 pagesPlo PDFM. RazaNo ratings yet
- Literature Review "Design and Fabrication of Solar Food Dryer With Thermal Storage"Document1 pageLiterature Review "Design and Fabrication of Solar Food Dryer With Thermal Storage"M. RazaNo ratings yet
- SalmanDocument10 pagesSalmanM. RazaNo ratings yet
- Introduction To Out-Come Based Education (Obe)Document10 pagesIntroduction To Out-Come Based Education (Obe)M. RazaNo ratings yet
- Wa0003Document16 pagesWa0003M. RazaNo ratings yet
- Project Title:: Semester Project To Make A ProjectorDocument4 pagesProject Title:: Semester Project To Make A ProjectorM. RazaNo ratings yet
- 06-Communications and Computer NetworkingDocument28 pages06-Communications and Computer NetworkingM. RazaNo ratings yet
- Properties of FluidDocument14 pagesProperties of FluidM. RazaNo ratings yet
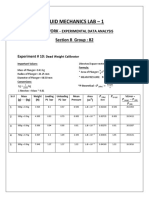
- Fluid Mechanics Lab - 1: Classwork - Section B Group: B2Document4 pagesFluid Mechanics Lab - 1: Classwork - Section B Group: B2M. RazaNo ratings yet
- Bernoulli TheoramDocument5 pagesBernoulli TheoramM. RazaNo ratings yet
- Foundry Tools and Equipments: Fig. 11.1 (A)Document9 pagesFoundry Tools and Equipments: Fig. 11.1 (A)M. RazaNo ratings yet
- Presented By:: M.Faisal Mushtaq Sadam Hussain Asad IrshadDocument19 pagesPresented By:: M.Faisal Mushtaq Sadam Hussain Asad IrshadM. RazaNo ratings yet
- Rectangular NotchDocument3 pagesRectangular NotchM. RazaNo ratings yet
- Triangular NotchDocument4 pagesTriangular NotchM. RazaNo ratings yet
- Course Title: Fluid Mechanics-I ME-222 (3+1) : Lecture # 01Document20 pagesCourse Title: Fluid Mechanics-I ME-222 (3+1) : Lecture # 01M. RazaNo ratings yet
- Impact of JetDocument4 pagesImpact of JetM. RazaNo ratings yet
- NOTES FOR EXPERIMENT # 2,3,4,5,6,7: Solving Lab Quiz-1 & Lab CopiesDocument11 pagesNOTES FOR EXPERIMENT # 2,3,4,5,6,7: Solving Lab Quiz-1 & Lab CopiesM. RazaNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- Answers For 6.6: 6.6 Skill Practice 1. 12.) ) 13. 14. 15. 16. 17. 18. 19. A-B. S CDocument4 pagesAnswers For 6.6: 6.6 Skill Practice 1. 12.) ) 13. 14. 15. 16. 17. 18. 19. A-B. S CsisikaNo ratings yet
- At Electronic Queue Management System ConsultingDocument6 pagesAt Electronic Queue Management System ConsultingAndik PurnomoNo ratings yet
- SDS PageDocument5 pagesSDS PagenhungusthNo ratings yet
- Bridge Journal DDocument10 pagesBridge Journal DJalu NarayanaNo ratings yet
- JMC11Document2 pagesJMC11aa27965No ratings yet
- P 1690 TBWDocument104 pagesP 1690 TBWShoaib JadoonNo ratings yet
- Positive & Zero Seq Impedence-R1Document88 pagesPositive & Zero Seq Impedence-R1goyalmanojNo ratings yet
- Price Naturalism Without MirrorsDocument347 pagesPrice Naturalism Without MirrorsbobtelosNo ratings yet
- Public-Documentation Technical-Datasheets Apalis Imx8 DatasheetDocument71 pagesPublic-Documentation Technical-Datasheets Apalis Imx8 Datasheetnaresh iNo ratings yet
- ThermAsset 2 Low ResDocument2 pagesThermAsset 2 Low ResThonny Barrera QuispeNo ratings yet
- Astm B688 (1996)Document6 pagesAstm B688 (1996)ElmerNo ratings yet
- Software Module For RCC Column DesignDocument38 pagesSoftware Module For RCC Column DesignRutvik ShethNo ratings yet
- Vocabulary 1Document1 pageVocabulary 1api-260932599No ratings yet
- Compact - Amplifiers BKtel 1118 FinalDocument23 pagesCompact - Amplifiers BKtel 1118 Finalscheuermann777No ratings yet
- Lab 1 Introduction To New World WebotDocument3 pagesLab 1 Introduction To New World WebotHo LYNo ratings yet
- User Manual enDocument33 pagesUser Manual enEdson BonfimNo ratings yet
- CBSE XII IP Model QP With SolutionDocument9 pagesCBSE XII IP Model QP With SolutionVenkatesh BoopathiNo ratings yet
- Assignment FizikDocument5 pagesAssignment FizikAthirah AizanNo ratings yet
- Arrays and Pointers in C: Alan L. Cox Alc@rice - EduDocument26 pagesArrays and Pointers in C: Alan L. Cox Alc@rice - Edupanchander0% (1)
- The Estimation of Slag PropertiesDocument56 pagesThe Estimation of Slag PropertiesnoxleekNo ratings yet
- Operating Systems & Linux Programming Lab Manual: Ideal Institute of TechnologyDocument71 pagesOperating Systems & Linux Programming Lab Manual: Ideal Institute of TechnologyGdeepu PottiNo ratings yet
- II (Unit-IV) (1) - 1Document97 pagesII (Unit-IV) (1) - 1necrolin1995No ratings yet
- Dometic Marine Air SystemsDocument104 pagesDometic Marine Air SystemsVinícius BeltraminiNo ratings yet
- Bahan Ajar Minggu 13 SimsisDocument9 pagesBahan Ajar Minggu 13 SimsisFairuz MajidNo ratings yet
- CD Unit-1Document42 pagesCD Unit-1Ganesh DegalaNo ratings yet
- Module2 Session3 FinalDocument21 pagesModule2 Session3 FinalPapillon BlancNo ratings yet
- Autopilot Paid MethodDocument3 pagesAutopilot Paid MethodMarg CenterNo ratings yet
- Cef LogDocument7 pagesCef LogRitika BhattacharjeeNo ratings yet















































































































Download as pdf or txt
You might also like
- ISO 21809 1 2011, Petroleum andDocument62 pagesISO 21809 1 2011, Petroleum andDarko KljajicNo ratings yet
- Santa Fe 2004 2.4LDocument219 pagesSanta Fe 2004 2.4LAlain Gauder FernandezNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- United States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000Document3 pagesUnited States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000ali aNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmNo ratings yet
- High-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997Document6 pagesHigh-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997السيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Semi Bright Nickel Bath - PatentDocument11 pagesSemi Bright Nickel Bath - PatentCalin DiaconuNo ratings yet
- Automatic Straightening of Hardened Shafts: Robert Jankovych, Martin Weigl, Boris KurDocument5 pagesAutomatic Straightening of Hardened Shafts: Robert Jankovych, Martin Weigl, Boris KurJaynish IdhariyaNo ratings yet
- PD Con San Roque Santiago MPB 8thDocument38 pagesPD Con San Roque Santiago MPB 8thCarl ManzanoNo ratings yet
- CH 6Document19 pagesCH 6er.arundhimanNo ratings yet
- Chip Evacuation of PCB Micro-Drilling and High-Speed PhotographyDocument7 pagesChip Evacuation of PCB Micro-Drilling and High-Speed PhotographyChethan GowdaNo ratings yet
- Unit 2 Chapter 1 ForgingDocument22 pagesUnit 2 Chapter 1 ForgingRavichandran GNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- Traditional Machining Surface RoughnessDocument1 pageTraditional Machining Surface RoughnessbudakgemukNo ratings yet
- Analysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CracksDocument6 pagesAnalysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CrackshotschiNo ratings yet
- High-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsDocument9 pagesHigh-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsarvinupNo ratings yet
- PD Con Padu Chico Sto - Domingo MPB 8thDocument39 pagesPD Con Padu Chico Sto - Domingo MPB 8thCarl ManzanoNo ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Anchorbolt DesignDocument9 pagesAnchorbolt DesignQuanteck EngineeringNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1Document9 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1almedinNo ratings yet
- US4043847Document4 pagesUS4043847MahnooshNo ratings yet
- Failure Analysis of Hot Sinter Screens of A Sinter PlantDocument11 pagesFailure Analysis of Hot Sinter Screens of A Sinter PlantVedaant Shah100% (1)
- Provn of Deficient Otm Accn (Phase - Iii) at Ins Shikra Chief Engineer Navy Mumbai Design of Footing F17Document7 pagesProvn of Deficient Otm Accn (Phase - Iii) at Ins Shikra Chief Engineer Navy Mumbai Design of Footing F17nilay8892No ratings yet
- 3b-Metal FORGINGDocument16 pages3b-Metal FORGINGIzzat Ikram100% (1)
- 7 Komanduri1981Document10 pages7 Komanduri1981pavandatta_jadhav5262No ratings yet
- Very High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Document7 pagesVery High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Dev RajNo ratings yet
- Cutting Forces and Vibrations During Ball End Milling of Inclined SurfacesDocument6 pagesCutting Forces and Vibrations During Ball End Milling of Inclined SurfacesHuy NguyenNo ratings yet
- Unit Test I. 1920Document2 pagesUnit Test I. 1920Balakrushna ParkaleNo ratings yet
- L17 ForgingDocument60 pagesL17 ForgingDivyansh YadavNo ratings yet
- Failure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-ReviewedDocument9 pagesFailure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-Reviewedsamar209No ratings yet
- Heat Plat ApplicationDocument6 pagesHeat Plat ApplicationJDC - Export ManagerNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- RCC Members Desgns Is456&Is3370Document25 pagesRCC Members Desgns Is456&Is3370RAJESHWARRAO BANDARI100% (1)
- Ieeeee: United States PatentDocument12 pagesIeeeee: United States PatentJosuelito BritoNo ratings yet
- 54 Sample ChapterDocument23 pages54 Sample ChapterzombieNo ratings yet
- Mechanics of The Cutting ProcessDocument19 pagesMechanics of The Cutting ProcessdawitNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1Document6 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1AugustoVidalNo ratings yet
- Anti-Vibration Bars For Boiler Tubes With Protective ShieldsDocument6 pagesAnti-Vibration Bars For Boiler Tubes With Protective ShieldsNico GallosNo ratings yet
- Inductive Spin Hardening of Gears - A Survey of Key Features and BenefitsDocument6 pagesInductive Spin Hardening of Gears - A Survey of Key Features and BenefitsJader PitangueiraNo ratings yet
- Lecture 2 - 4 - Fundametals of MachiningDocument58 pagesLecture 2 - 4 - Fundametals of MachiningAINAMANI AMOSNo ratings yet
- Us6390894 PDFDocument22 pagesUs6390894 PDFAndy HuffNo ratings yet
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 pagesControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingNo ratings yet
- PD Con Pantay Quitiquit Caoayan MPB 8thDocument38 pagesPD Con Pantay Quitiquit Caoayan MPB 8thCarl ManzanoNo ratings yet
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiDocument5 pagesPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasNo ratings yet
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNo ratings yet
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDocument5 pagesAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- Beam CheckDocument8 pagesBeam CheckDigambar JadhavNo ratings yet
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- JNF12 Hales 2380 PDFDocument18 pagesJNF12 Hales 2380 PDFagilan89No ratings yet
- 7 Use of Chip Breaker in MachiningDocument16 pages7 Use of Chip Breaker in MachiningPRASAD326100% (1)
- PDF MEC3102 Tutorial No 1-ASSIGMENT 1Document4 pagesPDF MEC3102 Tutorial No 1-ASSIGMENT 1Beckham ChaileNo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Ee4293-Lca - Lce-Mto - 12-04-2024 4Document5 pagesEe4293-Lca - Lce-Mto - 12-04-2024 4sjdrs65pjpNo ratings yet
- A Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersDocument5 pagesA Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersgauravNo ratings yet
- THEORY OF METAL MACHINING OLD N NEW.Document37 pagesTHEORY OF METAL MACHINING OLD N NEW.Jaka Sembung Bawa GolokNo ratings yet
- Development of Revolutionary Continuous Castings Technology For Thick Plates at Kashima WorksDocument8 pagesDevelopment of Revolutionary Continuous Castings Technology For Thick Plates at Kashima Worksahmed ebraheemNo ratings yet
- Gujarat Technological UniversityDocument4 pagesGujarat Technological Universitythe grayNo ratings yet
- 2 ForgingDocument63 pages2 ForgingManpreet SinghNo ratings yet
- Swedish College of Engineering and Technology Wah Cantt TaxilaDocument8 pagesSwedish College of Engineering and Technology Wah Cantt TaxilaM. RazaNo ratings yet
- Government College University Faisalabad Layyah CampusDocument19 pagesGovernment College University Faisalabad Layyah CampusM. RazaNo ratings yet
- Introduction To Out-Come Based Education (Obe)Document11 pagesIntroduction To Out-Come Based Education (Obe)M. RazaNo ratings yet
- Book 1Document2 pagesBook 1M. RazaNo ratings yet
- Key Process Variable Driven Manufacturing Process Selection: M. S. C. Tuckwood, A. P. Conway and R. I. WhitfieldDocument10 pagesKey Process Variable Driven Manufacturing Process Selection: M. S. C. Tuckwood, A. P. Conway and R. I. WhitfieldM. RazaNo ratings yet
- Thermodynamics Fall2013Document12 pagesThermodynamics Fall2013M. RazaNo ratings yet
- Plo PDFDocument5 pagesPlo PDFM. RazaNo ratings yet
- Literature Review "Design and Fabrication of Solar Food Dryer With Thermal Storage"Document1 pageLiterature Review "Design and Fabrication of Solar Food Dryer With Thermal Storage"M. RazaNo ratings yet
- SalmanDocument10 pagesSalmanM. RazaNo ratings yet
- Introduction To Out-Come Based Education (Obe)Document10 pagesIntroduction To Out-Come Based Education (Obe)M. RazaNo ratings yet
- Wa0003Document16 pagesWa0003M. RazaNo ratings yet
- Project Title:: Semester Project To Make A ProjectorDocument4 pagesProject Title:: Semester Project To Make A ProjectorM. RazaNo ratings yet
- 06-Communications and Computer NetworkingDocument28 pages06-Communications and Computer NetworkingM. RazaNo ratings yet
- Properties of FluidDocument14 pagesProperties of FluidM. RazaNo ratings yet
- Fluid Mechanics Lab - 1: Classwork - Section B Group: B2Document4 pagesFluid Mechanics Lab - 1: Classwork - Section B Group: B2M. RazaNo ratings yet
- Bernoulli TheoramDocument5 pagesBernoulli TheoramM. RazaNo ratings yet
- Foundry Tools and Equipments: Fig. 11.1 (A)Document9 pagesFoundry Tools and Equipments: Fig. 11.1 (A)M. RazaNo ratings yet
- Presented By:: M.Faisal Mushtaq Sadam Hussain Asad IrshadDocument19 pagesPresented By:: M.Faisal Mushtaq Sadam Hussain Asad IrshadM. RazaNo ratings yet
- Rectangular NotchDocument3 pagesRectangular NotchM. RazaNo ratings yet
- Triangular NotchDocument4 pagesTriangular NotchM. RazaNo ratings yet
- Course Title: Fluid Mechanics-I ME-222 (3+1) : Lecture # 01Document20 pagesCourse Title: Fluid Mechanics-I ME-222 (3+1) : Lecture # 01M. RazaNo ratings yet
- Impact of JetDocument4 pagesImpact of JetM. RazaNo ratings yet
- NOTES FOR EXPERIMENT # 2,3,4,5,6,7: Solving Lab Quiz-1 & Lab CopiesDocument11 pagesNOTES FOR EXPERIMENT # 2,3,4,5,6,7: Solving Lab Quiz-1 & Lab CopiesM. RazaNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- Answers For 6.6: 6.6 Skill Practice 1. 12.) ) 13. 14. 15. 16. 17. 18. 19. A-B. S CDocument4 pagesAnswers For 6.6: 6.6 Skill Practice 1. 12.) ) 13. 14. 15. 16. 17. 18. 19. A-B. S CsisikaNo ratings yet
- At Electronic Queue Management System ConsultingDocument6 pagesAt Electronic Queue Management System ConsultingAndik PurnomoNo ratings yet
- SDS PageDocument5 pagesSDS PagenhungusthNo ratings yet
- Bridge Journal DDocument10 pagesBridge Journal DJalu NarayanaNo ratings yet
- JMC11Document2 pagesJMC11aa27965No ratings yet
- P 1690 TBWDocument104 pagesP 1690 TBWShoaib JadoonNo ratings yet
- Positive & Zero Seq Impedence-R1Document88 pagesPositive & Zero Seq Impedence-R1goyalmanojNo ratings yet
- Price Naturalism Without MirrorsDocument347 pagesPrice Naturalism Without MirrorsbobtelosNo ratings yet
- Public-Documentation Technical-Datasheets Apalis Imx8 DatasheetDocument71 pagesPublic-Documentation Technical-Datasheets Apalis Imx8 Datasheetnaresh iNo ratings yet
- ThermAsset 2 Low ResDocument2 pagesThermAsset 2 Low ResThonny Barrera QuispeNo ratings yet
- Astm B688 (1996)Document6 pagesAstm B688 (1996)ElmerNo ratings yet
- Software Module For RCC Column DesignDocument38 pagesSoftware Module For RCC Column DesignRutvik ShethNo ratings yet
- Vocabulary 1Document1 pageVocabulary 1api-260932599No ratings yet
- Compact - Amplifiers BKtel 1118 FinalDocument23 pagesCompact - Amplifiers BKtel 1118 Finalscheuermann777No ratings yet
- Lab 1 Introduction To New World WebotDocument3 pagesLab 1 Introduction To New World WebotHo LYNo ratings yet
- User Manual enDocument33 pagesUser Manual enEdson BonfimNo ratings yet
- CBSE XII IP Model QP With SolutionDocument9 pagesCBSE XII IP Model QP With SolutionVenkatesh BoopathiNo ratings yet
- Assignment FizikDocument5 pagesAssignment FizikAthirah AizanNo ratings yet
- Arrays and Pointers in C: Alan L. Cox Alc@rice - EduDocument26 pagesArrays and Pointers in C: Alan L. Cox Alc@rice - Edupanchander0% (1)
- The Estimation of Slag PropertiesDocument56 pagesThe Estimation of Slag PropertiesnoxleekNo ratings yet
- Operating Systems & Linux Programming Lab Manual: Ideal Institute of TechnologyDocument71 pagesOperating Systems & Linux Programming Lab Manual: Ideal Institute of TechnologyGdeepu PottiNo ratings yet
- II (Unit-IV) (1) - 1Document97 pagesII (Unit-IV) (1) - 1necrolin1995No ratings yet
- Dometic Marine Air SystemsDocument104 pagesDometic Marine Air SystemsVinícius BeltraminiNo ratings yet
- Bahan Ajar Minggu 13 SimsisDocument9 pagesBahan Ajar Minggu 13 SimsisFairuz MajidNo ratings yet
- CD Unit-1Document42 pagesCD Unit-1Ganesh DegalaNo ratings yet
- Module2 Session3 FinalDocument21 pagesModule2 Session3 FinalPapillon BlancNo ratings yet
- Autopilot Paid MethodDocument3 pagesAutopilot Paid MethodMarg CenterNo ratings yet
- Cef LogDocument7 pagesCef LogRitika BhattacharjeeNo ratings yet