Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- List of Wilful Defaulters From RBIDocument37 pagesList of Wilful Defaulters From RBIMoneylife Foundation100% (2)
- Chemical Bonding Detailed Lesson PlanDocument18 pagesChemical Bonding Detailed Lesson PlanAiah Rica Sumalinog100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sulfuric Acid Storage GuideDocument11 pagesSulfuric Acid Storage GuidekoushkiNo ratings yet
- Plastics Engineering: Process Equipment and Piping Systems For Optimum Reliability and Cost-EffectivenessDocument9 pagesPlastics Engineering: Process Equipment and Piping Systems For Optimum Reliability and Cost-EffectivenesskoushkiNo ratings yet
- General Standard: IPS-G-SF-540Document22 pagesGeneral Standard: IPS-G-SF-540koushkiNo ratings yet
- Monel K-500Document11 pagesMonel K-500koushkiNo ratings yet
- CLKT, Clkto, CLV: Infrared WindowDocument4 pagesCLKT, Clkto, CLV: Infrared WindowkoushkiNo ratings yet
- 2020 Loss Control For TradersDocument8 pages2020 Loss Control For TraderskoushkiNo ratings yet
- Uncertainty of Measurement: Bangladesh BEST ProgrammeDocument94 pagesUncertainty of Measurement: Bangladesh BEST ProgrammekoushkiNo ratings yet
- Historical Background and Evolution of The Harmonized SystemDocument29 pagesHistorical Background and Evolution of The Harmonized SystemkoushkiNo ratings yet
- 2020 Loading MasterDocument6 pages2020 Loading Masterkoushki100% (1)
- Inconel 625Document5 pagesInconel 625koushkiNo ratings yet
- The Malaria Project: From Advocacy To ImplementationDocument7 pagesThe Malaria Project: From Advocacy To ImplementationkoushkiNo ratings yet
- Stability CriterionsDocument7 pagesStability CriterionskoushkiNo ratings yet
- Gauge Hatch Cover & Slot Dipping Device: KSGH / Ksge TypeDocument8 pagesGauge Hatch Cover & Slot Dipping Device: KSGH / Ksge TypekoushkiNo ratings yet
- ITA Products and Harmonized System: Jürgen RichteringDocument18 pagesITA Products and Harmonized System: Jürgen RichteringkoushkiNo ratings yet
- Customs Classification and Tariff: January 2015 AnkaraDocument11 pagesCustoms Classification and Tariff: January 2015 AnkarakoushkiNo ratings yet
- SUA FBS Workshop ClassificationsSFADocument24 pagesSUA FBS Workshop ClassificationsSFAkoushkiNo ratings yet
- DetonationDocument1 pageDetonationkoushkiNo ratings yet
- HS Classifications For Remanufactured GoodsDocument10 pagesHS Classifications For Remanufactured GoodskoushkiNo ratings yet
- Ignition System: Sensors (9) - The Detonation Sensors Monitor The Engine For Detonation in EachDocument2 pagesIgnition System: Sensors (9) - The Detonation Sensors Monitor The Engine For Detonation in EachkoushkiNo ratings yet
- G3520C SeriesDocument47 pagesG3520C SerieskoushkiNo ratings yet
- Fluke IR Window Field of View: 96.52 CM (38 In) 24.2 CM (9.53 In)Document2 pagesFluke IR Window Field of View: 96.52 CM (38 In) 24.2 CM (9.53 In)koushkiNo ratings yet
- g35HH20c 2Document7 pagesg35HH20c 2koushkiNo ratings yet
- Irwindowigeng0101 PDFDocument2 pagesIrwindowigeng0101 PDFkoushkiNo ratings yet
- CLKT C-Range Infrared Window: Technical DataDocument3 pagesCLKT C-Range Infrared Window: Technical DatakoushkiNo ratings yet
- Physical Sciences P2 Nov 2013 EngDocument19 pagesPhysical Sciences P2 Nov 2013 EngMmabatho VilakaziNo ratings yet
- Categories of Pesticide Applicator Licences: Saskatchewan - Ca/cropsDocument2 pagesCategories of Pesticide Applicator Licences: Saskatchewan - Ca/cropscartsfartsNo ratings yet
- Relação Estrutura AtividadeDocument25 pagesRelação Estrutura AtividadeFábioNo ratings yet
- Score Correct Answer:3, 0: Remedial Test 1 - MatterDocument5 pagesScore Correct Answer:3, 0: Remedial Test 1 - MatterRentika SiahaanNo ratings yet
- TI EVK 1001e Irganox 1010 Sept2021Document3 pagesTI EVK 1001e Irganox 1010 Sept2021Flash GordonNo ratings yet
- Astm D6779Document16 pagesAstm D6779Celia100% (1)
- Custom 465 Stainless SteelDocument20 pagesCustom 465 Stainless SteelGrafton Montgomery100% (1)
- 2IIT1920 (IIT Camp) (Advanced) C (U1) WS01 (Periodic Properties - Chemical Bonding) (NC Sir) Q + SolnDocument10 pages2IIT1920 (IIT Camp) (Advanced) C (U1) WS01 (Periodic Properties - Chemical Bonding) (NC Sir) Q + SolnSooryaNo ratings yet
- Ceramol 258g 2 - en TRDocument1 pageCeramol 258g 2 - en TRSüleymanŞentürkNo ratings yet
- MSDS Thermal PasteDocument12 pagesMSDS Thermal PasteJagan NNo ratings yet
- TDS Nitoplate CPS LamitaionDocument4 pagesTDS Nitoplate CPS Lamitaionjohn paulNo ratings yet
- Someflu - FP .NP .16.01.ENDocument2 pagesSomeflu - FP .NP .16.01.ENBANGU SONNYNo ratings yet
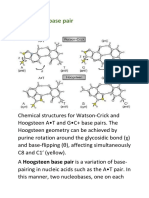
- Hoogsteen Base Pair PDFDocument7 pagesHoogsteen Base Pair PDFNikitaNo ratings yet
- Guidelines For Pharmaceutical Equivalence Requirements: Version 1.1Document9 pagesGuidelines For Pharmaceutical Equivalence Requirements: Version 1.1rnd_holiNo ratings yet
- Gravimetric Analysis TutorialDocument6 pagesGravimetric Analysis TutorialThaarvena Retina100% (1)
- PPC IEC Solid-Core A4 LQ PDFDocument40 pagesPPC IEC Solid-Core A4 LQ PDFRezaNo ratings yet
- Peperiksaan Pertengahan Tahun 2010: Sulit 55/2 Sains Kertas 2 Mei 2010 1 JamDocument17 pagesPeperiksaan Pertengahan Tahun 2010: Sulit 55/2 Sains Kertas 2 Mei 2010 1 JamNina NinoNo ratings yet
- 145-164 Parameters MCDocument20 pages145-164 Parameters MCluis miguel huarita castellonNo ratings yet
- NSSBIO3E Cross Topic Ex I eDocument29 pagesNSSBIO3E Cross Topic Ex I ekatie yuNo ratings yet
- Effect of Nitrogen, Phosphorus and Potassium Fertilization On Growth, Yield and Quality of Pomegranate 'Kandhari'Document7 pagesEffect of Nitrogen, Phosphorus and Potassium Fertilization On Growth, Yield and Quality of Pomegranate 'Kandhari'Faten AbdallahNo ratings yet
- PhotorespirationDocument16 pagesPhotorespirationMoa ArmyNo ratings yet
- Chapter 5 WSEE-4192Document31 pagesChapter 5 WSEE-4192Esayas DerejeNo ratings yet
- D ThyroxineDocument5 pagesD ThyroxinedebasishmannaNo ratings yet
- 5107 FL en Profi-Tipp Co2Document8 pages5107 FL en Profi-Tipp Co2Bung Ma'rufNo ratings yet
- Reactor Batch: Team 1 Flores Velazquez Paola Méndez Lara Saúl Quiroz Zarate Brandon Jesus Rosas Rodriguez Saida KareliDocument9 pagesReactor Batch: Team 1 Flores Velazquez Paola Méndez Lara Saúl Quiroz Zarate Brandon Jesus Rosas Rodriguez Saida KareliBrandon Quiroz ZárateNo ratings yet
- Cmai PG Diploma in Histopathology Techniques: Pseudo Examination: Date: 26.06.2014 Paper - I Marks: 100 Time: 3 HrsDocument7 pagesCmai PG Diploma in Histopathology Techniques: Pseudo Examination: Date: 26.06.2014 Paper - I Marks: 100 Time: 3 HrsReuben VijaysekarNo ratings yet
- 1st & 2nd Year Mbbs Teacher Report-22Document3 pages1st & 2nd Year Mbbs Teacher Report-22DR AbidNo ratings yet
- Sanitary Installation Works: Chapter - S-1Document74 pagesSanitary Installation Works: Chapter - S-1Ravindu RansaraNo ratings yet