Download as pdf or txt
You might also like
- Welder Identification Card: Reference Code: ASME SEC IX Company Name - TESCODocument4 pagesWelder Identification Card: Reference Code: ASME SEC IX Company Name - TESCOibrahim100% (3)
- Consider Bottom Venting For Reactive LiquidDocument10 pagesConsider Bottom Venting For Reactive LiquidAndri SaputraNo ratings yet
- Sop AutoclavingDocument4 pagesSop AutoclavingIlham FaturachmanNo ratings yet
- Lay-Up of BoilersDocument68 pagesLay-Up of Boilerseric100% (3)
- Standard Operating Procedure Template Type of SOP: Hazard Class Hazardous Chemical ProcessDocument4 pagesStandard Operating Procedure Template Type of SOP: Hazard Class Hazardous Chemical ProcessKrishna YeoleNo ratings yet
- ParrReactorSafetyInfo 230mDocument8 pagesParrReactorSafetyInfo 230mhoustonmathNo ratings yet
- High Pressure Reaction Vessel SOPDocument5 pagesHigh Pressure Reaction Vessel SOPBastanta NainggolanNo ratings yet
- (KMK20303) Lab Module Sem 1 20232024Document79 pages(KMK20303) Lab Module Sem 1 20232024CHEONG YONG XUAN STUDENTNo ratings yet
- Laboratory Safety ManualDocument23 pagesLaboratory Safety ManualVilas PadhiyarNo ratings yet
- Compressed Gas - GuidelineDocument16 pagesCompressed Gas - GuidelineernmrajaNo ratings yet
- CHART CryogenicDocument47 pagesCHART Cryogenicvardarec100% (1)
- CHE 4433 - Petroleum and Petrochemical Processing - Lab ManualDocument38 pagesCHE 4433 - Petroleum and Petrochemical Processing - Lab ManualAhmad SaleemNo ratings yet
- Operating Instructions Parr Acid Digestion Bombs: ScopeDocument12 pagesOperating Instructions Parr Acid Digestion Bombs: ScopePaikama GuciNo ratings yet
- Phan 5 + Phan 6Document3 pagesPhan 5 + Phan 6Nguyen Pham TrungNo ratings yet
- SOP For Power FailureDocument3 pagesSOP For Power FailureRofiqul Ala100% (1)
- Chem Safety Templates OpDocument7 pagesChem Safety Templates OpYUNASRIL SYARIEFNo ratings yet
- Département de Raffinage Et Pétrochimie: CycleDocument27 pagesDépartement de Raffinage Et Pétrochimie: CycleHonnoré christian souleyNo ratings yet
- Labsheet DJJ40153 UpdatedDocument18 pagesLabsheet DJJ40153 UpdatedWani RizalNo ratings yet
- Skrip Presentation Che 244Document2 pagesSkrip Presentation Che 244manishaanajihahNo ratings yet
- Cyogenic SopDocument10 pagesCyogenic SopSafety ManagerNo ratings yet
- Me Lab 3Document60 pagesMe Lab 3bacalsojvahronNo ratings yet
- Lab Manual 2017Document49 pagesLab Manual 2017haudeitbaNo ratings yet
- SOP 5-Reactive Solids and LiquidsDocument4 pagesSOP 5-Reactive Solids and LiquidsGeorgeNo ratings yet
- Chapter 7 - Process Safety StudiesDocument39 pagesChapter 7 - Process Safety StudiesDjamel Ait MohamedNo ratings yet
- HIRA-Assignment 2Document4 pagesHIRA-Assignment 2Naveen PrakashNo ratings yet
- Sop Chlorine and Ammonia GasesDocument3 pagesSop Chlorine and Ammonia GasesSE ESTNo ratings yet
- Safe Use Pyrophoric ReagentsDocument8 pagesSafe Use Pyrophoric ReagentsGeorgeNo ratings yet
- Protocol For Use of Rotary Evaporators Main HazardsDocument2 pagesProtocol For Use of Rotary Evaporators Main HazardsVenus Abigail GutierrezNo ratings yet
- SelfHeatingChemicals SarpongDocument10 pagesSelfHeatingChemicals SarpongSilvi DelaNo ratings yet
- Finishes in Textiles: Identification: AATCC Test Method 94-2002Document7 pagesFinishes in Textiles: Identification: AATCC Test Method 94-2002Travel BDNo ratings yet
- Organic Peroxides Self Reactive ChemicalsDocument11 pagesOrganic Peroxides Self Reactive ChemicalsmuneebNo ratings yet
- Emergency Pressure Relief Vent Sizing For Runaway ReactionsDocument2 pagesEmergency Pressure Relief Vent Sizing For Runaway ReactionsJoel OngNo ratings yet
- Chapter 6 - Safety Precautions On The Application of Microwaves in LaboratoryDocument4 pagesChapter 6 - Safety Precautions On The Application of Microwaves in LaboratoryNstm30% (1)
- CHEN 422 Student Manual 28oct2018 PDFDocument206 pagesCHEN 422 Student Manual 28oct2018 PDFRashedul Islam100% (1)
- Unit 1 Lab BookDocument91 pagesUnit 1 Lab BookMia SalmonNo ratings yet
- Science Learning Center, November 2001 Written by Bette Kreuz Produced by Ruth Dusenbery, Assisted by Pranjal PatelDocument36 pagesScience Learning Center, November 2001 Written by Bette Kreuz Produced by Ruth Dusenbery, Assisted by Pranjal PatelvirparaNo ratings yet
- ICI SAFETY NEWSLETTER No 58 PDFDocument6 pagesICI SAFETY NEWSLETTER No 58 PDFИванов ИванNo ratings yet
- Laboratory Facilities, Quality Control, and Data Handling 3.1 Laboratory OrganizationDocument11 pagesLaboratory Facilities, Quality Control, and Data Handling 3.1 Laboratory OrganizationkhajeeNo ratings yet
- CHE 461 Process Dynamics and Control Laboratory ManualDocument112 pagesCHE 461 Process Dynamics and Control Laboratory ManualDio MaseraNo ratings yet
- Safety Instructions and Information's For Cargofresh CA-ContainerDocument5 pagesSafety Instructions and Information's For Cargofresh CA-ContainercarmaNo ratings yet
- Im 5 201 Us PDFDocument20 pagesIm 5 201 Us PDFCarlos Rafael Pereyra SegoviaNo ratings yet
- Scale UpDocument7 pagesScale UppavanNo ratings yet
- Manual-Acid Digestion VesselDocument10 pagesManual-Acid Digestion VesselocintezaNo ratings yet
- Aemsc Precursor Code of Practice Ed 1 1999Document37 pagesAemsc Precursor Code of Practice Ed 1 1999SabariyantoNo ratings yet
- Chemical Reaction Hazards of Distillation ProcessesDocument4 pagesChemical Reaction Hazards of Distillation ProcessesKaleemNo ratings yet
- TSI - Lab Guidelines and Standards (2003)Document36 pagesTSI - Lab Guidelines and Standards (2003)chritopherNo ratings yet
- Choice of Runaway Reaction Scenarios For Vent Sizing Based Onpseudo Adiabatic Calorimetric TechniquesDocument48 pagesChoice of Runaway Reaction Scenarios For Vent Sizing Based Onpseudo Adiabatic Calorimetric TechniquesgiovanniNo ratings yet
- Radiation Safety AssistanceDocument1 pageRadiation Safety Assistancemyco samNo ratings yet
- RTD For CistrDocument5 pagesRTD For CistrGebrehanaNo ratings yet
- Lab Manual MainDocument59 pagesLab Manual MainYusof Kaizer100% (1)
- SHMTO Lab ManualDocument54 pagesSHMTO Lab ManualAli NawazNo ratings yet
- C832 - Refractoriness Under LoadDocument7 pagesC832 - Refractoriness Under LoadMagesh KumarNo ratings yet
- Chemistry Laboratory ManualDocument142 pagesChemistry Laboratory ManualmarkNo ratings yet
- Safety Data Sheet: Nitrogen, Compressed GasDocument6 pagesSafety Data Sheet: Nitrogen, Compressed Gasabe_seinNo ratings yet
- Safe Use Pyrophoric ReagentsDocument9 pagesSafe Use Pyrophoric ReagentsDarius DsouzaNo ratings yet
- XIIIDocument4 pagesXIIINikola GrdinicNo ratings yet
- Histopath-Prelim ReviewerDocument10 pagesHistopath-Prelim ReviewerKhey AgamNo ratings yet
- Guia - Emergency Action For Handling Leaking Compressed Gas Cylinders SafetygramDocument4 pagesGuia - Emergency Action For Handling Leaking Compressed Gas Cylinders SafetygramMiguel Gonzalez SaborioNo ratings yet
- SOP Ozone GeneratorDocument6 pagesSOP Ozone Generatorاحمد عبدالكريم الحماديNo ratings yet
- The Risks of Nuclear Energy Technology: Safety Concepts of Light Water ReactorsFrom EverandThe Risks of Nuclear Energy Technology: Safety Concepts of Light Water ReactorsNo ratings yet
- Tips For New Members - ForumDocument8 pagesTips For New Members - ForumlorenzoNo ratings yet
- Double Block and Bleed (DBB) ValvesDocument36 pagesDouble Block and Bleed (DBB) ValveslorenzoNo ratings yet
- Fatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServiceDocument7 pagesFatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServicelorenzoNo ratings yet
- Uniting Geometry For FEA - ForumDocument2 pagesUniting Geometry For FEA - ForumlorenzoNo ratings yet
- DT-Sentinel 10MAR2016Document3 pagesDT-Sentinel 10MAR2016lorenzoNo ratings yet
- Stress Linearization - ForumDocument3 pagesStress Linearization - ForumlorenzoNo ratings yet
- Meshing Techniques - ForumDocument5 pagesMeshing Techniques - ForumlorenzoNo ratings yet
- Agilent Site Preparation GuideDocument39 pagesAgilent Site Preparation GuidelorenzoNo ratings yet
- DataSheet Microsart-Manifolds IDocument8 pagesDataSheet Microsart-Manifolds IlorenzoNo ratings yet
- RCV-UM-00562-EN - Research Control Valves Installation ManualDocument20 pagesRCV-UM-00562-EN - Research Control Valves Installation ManuallorenzoNo ratings yet
- RCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManualDocument2 pagesRCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManuallorenzoNo ratings yet
- RCV-DS-02508-EN - Research Control Valves CV Vs Lift CurveDocument2 pagesRCV-DS-02508-EN - Research Control Valves CV Vs Lift CurvelorenzoNo ratings yet
- Product Data Sheet: Actuator AssemblyDocument2 pagesProduct Data Sheet: Actuator AssemblylorenzoNo ratings yet
- Relief Valves RH4 SeriesDocument6 pagesRelief Valves RH4 SerieslorenzoNo ratings yet
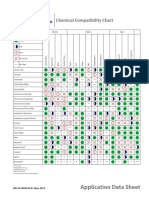
- IND-AS-00899-EN - Chemical Compatibility ChartDocument8 pagesIND-AS-00899-EN - Chemical Compatibility ChartlorenzoNo ratings yet
- Operating Instruction Manual: Mini Bench Top ReactorsDocument28 pagesOperating Instruction Manual: Mini Bench Top ReactorslorenzoNo ratings yet
- PID Control Tutorial - Yokogawa AmericaDocument3 pagesPID Control Tutorial - Yokogawa AmericalorenzoNo ratings yet
- E58-CIFQ2: Instruction ManualDocument2 pagesE58-CIFQ2: Instruction ManuallorenzoNo ratings yet
- How To Manually Tune A Three-Mode PID ControllerDocument5 pagesHow To Manually Tune A Three-Mode PID ControllerlorenzoNo ratings yet
- Parr Magnetic Drive Shields Installation InstructionsDocument1 pageParr Magnetic Drive Shields Installation InstructionslorenzoNo ratings yet
- Flared Cone Connection: New Faster Tube Connection TechnologyDocument2 pagesFlared Cone Connection: New Faster Tube Connection TechnologylorenzoNo ratings yet
- BV Options DetailsDocument4 pagesBV Options DetailslorenzoNo ratings yet
- Zme LQDocument2 pagesZme LQlorenzoNo ratings yet
- Liquid Agitation: Bulletin No. 231Document7 pagesLiquid Agitation: Bulletin No. 231lorenzoNo ratings yet
- Ball Valves: 3-Way SeriesDocument8 pagesBall Valves: 3-Way SerieslorenzoNo ratings yet
- ASME BPVC Fatigue AnalysisDocument7 pagesASME BPVC Fatigue AnalysislorenzoNo ratings yet
- Water Treatment QuestionsDocument7 pagesWater Treatment QuestionsPrarthana VinothNo ratings yet
- Silica - Heteropoly Blue Method: Applications and Industries Interference InformationDocument1 pageSilica - Heteropoly Blue Method: Applications and Industries Interference InformationCarlos berrios CanalNo ratings yet
- Milliequvalents, Millimoles and MilliosmolesDocument79 pagesMilliequvalents, Millimoles and MilliosmolesJeremiah AmosNo ratings yet
- Session:: "The Importance of Water Quality Type For Your Applications in Laboratory"Document46 pagesSession:: "The Importance of Water Quality Type For Your Applications in Laboratory"Tina.D.LestariNo ratings yet
- CHM 104 Intro To Inorganic ChemistryDocument25 pagesCHM 104 Intro To Inorganic ChemistryAbdulhamid SonaikeNo ratings yet
- Cooling Water TreamentDocument112 pagesCooling Water TreamentAbdul BokhariNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument20 pagesCambridge International Advanced Subsidiary and Advanced LevelOnline TeachingNo ratings yet
- A Simple and Efficient Iodination of Alcohols On Polymer-SupportedTriphenylphosphinDocument2 pagesA Simple and Efficient Iodination of Alcohols On Polymer-SupportedTriphenylphosphinAlexandru SavaNo ratings yet
- Chapter 6 The Periodic TableDocument87 pagesChapter 6 The Periodic TableNoor Farrah Wahida MuradNo ratings yet
- Plastic Mold Steels High Quality: HI-PM SeriesDocument6 pagesPlastic Mold Steels High Quality: HI-PM SeriestaknevNo ratings yet
- MSDS AlumDocument5 pagesMSDS Alumdhinda clariestaNo ratings yet
- 11U CHEMISTRY EXAM REVIEW QUESTIONS June 2010Document9 pages11U CHEMISTRY EXAM REVIEW QUESTIONS June 2010Maden betoNo ratings yet
- Chemical Selection Guide - V5Document22 pagesChemical Selection Guide - V5Yavuz SolmazNo ratings yet
- Certificate of Accreditation: Cpachem LTDDocument4 pagesCertificate of Accreditation: Cpachem LTDPham Ngoc HaiNo ratings yet
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocument19 pagesObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- Controlled Radical Polymerization GuideDocument52 pagesControlled Radical Polymerization GuideBeryl MawaridNo ratings yet
- Alloys For Industrial EngineeringDocument62 pagesAlloys For Industrial EngineeringAdel AbduoNo ratings yet
- FST 701 Presentation of Samiullah KakarDocument26 pagesFST 701 Presentation of Samiullah KakarS.K. AkhtarzaiNo ratings yet
- Determination of Total Ion Concentration Using Ion Exchange Chromatography - Ace de La SernaDocument6 pagesDetermination of Total Ion Concentration Using Ion Exchange Chromatography - Ace de La Sernaaodelaserna100% (1)
- Chemistry Topic 1 IALDocument22 pagesChemistry Topic 1 IALLong YipNo ratings yet
- EquilibriumDocument7 pagesEquilibriumPassmore DubeNo ratings yet
- Patent eDocument12 pagesPatent eivan de jesusNo ratings yet
- Mill Test Certificate: 121 1233.400 Tons.: 11.899Document6 pagesMill Test Certificate: 121 1233.400 Tons.: 11.899CarlosEduardoRodriguezNo ratings yet
- DVS 2011 Table of ContentsDocument8 pagesDVS 2011 Table of ContentsJennifer JenkinsNo ratings yet
- Tech Data: Hydraulic FluidsDocument2 pagesTech Data: Hydraulic FluidsVha-Nova TyetpselauNo ratings yet
- Boiling Point For HCDocument21 pagesBoiling Point For HCتامر دندشNo ratings yet
- Disclosure To Promote The Right To InformationDocument23 pagesDisclosure To Promote The Right To InformationGuru MishraNo ratings yet
- Synthesis and Antimicrobial Activity of Some 1,3,4-Oxadiazole DerivativesDocument4 pagesSynthesis and Antimicrobial Activity of Some 1,3,4-Oxadiazole DerivativesSri SandiNo ratings yet