
Steel, Sheet, Hot Rolled, Carbon, Commercial and Structural, Produced by The Twin-Roll Casting Process
Steel, Sheet, Hot Rolled, Carbon, Commercial and Structural, Produced by The Twin-Roll Casting Process
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
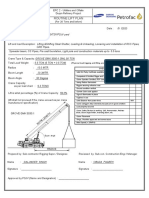
- Routine Lift Plan For All Crane-Grove GMK 50 TonDocument1 pageRoutine Lift Plan For All Crane-Grove GMK 50 TonKannan Murugesan100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Quality Management Review Agenda and MinutesDocument4 pagesQuality Management Review Agenda and MinutesKannan MurugesanNo ratings yet
- Combinepdf PDFDocument252 pagesCombinepdf PDFNah HamzaNo ratings yet
- EMEA Catafor Formulation BROCHURE - 2015 Copie 270934Document4 pagesEMEA Catafor Formulation BROCHURE - 2015 Copie 270934Duc NguyenNo ratings yet
- Vesys Test Drive READMEDocument29 pagesVesys Test Drive READMEHota bNo ratings yet
- Sample Test report-HDPEDocument1 pageSample Test report-HDPEKannan MurugesanNo ratings yet
- Qa QC Duties and ResponsibilityDocument3 pagesQa QC Duties and ResponsibilityKannan MurugesanNo ratings yet
- 24-10-2020 Sample Quality Walk ThroughDocument3 pages24-10-2020 Sample Quality Walk ThroughKannan MurugesanNo ratings yet
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNo ratings yet
- Masterflow Solutions BASF ProfileDocument8 pagesMasterflow Solutions BASF ProfileKannan MurugesanNo ratings yet
- Base Plate and Anchor Rod DesignDocument2 pagesBase Plate and Anchor Rod DesignKannan MurugesanNo ratings yet
- Chemical Store: 8" Dia Pipe OwsDocument1 pageChemical Store: 8" Dia Pipe OwsKannan MurugesanNo ratings yet
- Consumable Control Procedure-Slpg-S-000-0069-H22-001-001-4-0-Code-2Document27 pagesConsumable Control Procedure-Slpg-S-000-0069-H22-001-001-4-0-Code-2Kannan MurugesanNo ratings yet
- Unit 680 Pipe Supports PS057, 062 BBSDocument6 pagesUnit 680 Pipe Supports PS057, 062 BBSKannan MurugesanNo ratings yet
- Curing TrackerDocument1 pageCuring TrackerKannan MurugesanNo ratings yet
- Survey Inspection Record: PEC-QU-ITR-X-11083 Rev 2Document1 pageSurvey Inspection Record: PEC-QU-ITR-X-11083 Rev 2Kannan MurugesanNo ratings yet
- G.O (MS) No.221 7.5 Reservation - Amount Sanction G.ODocument10 pagesG.O (MS) No.221 7.5 Reservation - Amount Sanction G.OKannan MurugesanNo ratings yet
- Air Ticket Kochi MaleDocument1 pageAir Ticket Kochi MaleKannan MurugesanNo ratings yet
- Course Appraisal Form (1 Tutor)Document3 pagesCourse Appraisal Form (1 Tutor)Kannan MurugesanNo ratings yet
- Air India Web Booking ETicket (J3ZGV) - ThangarajuDocument2 pagesAir India Web Booking ETicket (J3ZGV) - ThangarajuKannan MurugesanNo ratings yet
- Compressive Test Strength of ConcreteDocument1 pageCompressive Test Strength of ConcreteKannan MurugesanNo ratings yet
- Solution Manual For Personal Financial Planning 13th Edition Gitman Joehnk BillingsleyDocument31 pagesSolution Manual For Personal Financial Planning 13th Edition Gitman Joehnk Billingsleytammyscottsqrawykcjx100% (27)
- Revisions HistoryDocument25 pagesRevisions Historyabdel taibNo ratings yet
- Brian CA March 12Document13 pagesBrian CA March 12scott.maisonNo ratings yet
- SL-53625 Rev02 07-08Document111 pagesSL-53625 Rev02 07-08Abdul Aziz ShawnNo ratings yet
- SSAS HardwareSizingTabularSolutionsDocument33 pagesSSAS HardwareSizingTabularSolutionsm_dreessenNo ratings yet
- Ramdump Modem 2023-09-07 07-20-23 PropsDocument26 pagesRamdump Modem 2023-09-07 07-20-23 PropsIván Carrera YentzenNo ratings yet
- DMTR DataDocument3 pagesDMTR DataŽiga PosediNo ratings yet
- 1 245 2 1330 1 RP881 D4PRO DatasheetDocument1 page1 245 2 1330 1 RP881 D4PRO DatasheetJesús Lares SarabiaNo ratings yet
- Danish Companies in Croatia 02 - 09 - 20Document4 pagesDanish Companies in Croatia 02 - 09 - 20AhmedKhaledSalahNo ratings yet
- PMIT Admission Brochure - Spring 2021Document3 pagesPMIT Admission Brochure - Spring 2021Shayekh Mohiuddin Ahmed NavidNo ratings yet
- NX Nastran Error ListDocument224 pagesNX Nastran Error ListAdriana Livadariu100% (3)
- Boracay Foundation v. Province of AklanDocument3 pagesBoracay Foundation v. Province of AklanGabrielle Adine Santos100% (1)
- Monitoring Neuromuskular Kuantitatif Pada Penggunaan Muscle RelaxantDocument17 pagesMonitoring Neuromuskular Kuantitatif Pada Penggunaan Muscle RelaxantWidi Yuli HariantoNo ratings yet
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocument1 pageV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNo ratings yet
- Internship+Report-BUS498 8+Ishtiaque+Sarowar+Utsho+1912681630Document45 pagesInternship+Report-BUS498 8+Ishtiaque+Sarowar+Utsho+1912681630Fahrisah TazreeNo ratings yet
- Gripping, Prying and TwistingDocument8 pagesGripping, Prying and TwistingLeslie Joy Anastacio VizcarraNo ratings yet
- Seizures and EpilepsyDocument54 pagesSeizures and Epilepsyจีทีเอส สุรเชษฐNo ratings yet
- Smart Home: An-Najah National University Faculty of EngineeringDocument27 pagesSmart Home: An-Najah National University Faculty of Engineeringمعتز بسام محمود مرداوي معتز بسام محمود مرداويNo ratings yet
- Essential Drug Concept and Its Implication in NepalDocument5 pagesEssential Drug Concept and Its Implication in NepalB.pharm 16th Batch100% (1)
- ABMM2Document3 pagesABMM2QAISER IJAZNo ratings yet
- Ahsanullah University of Science and Technology: Rent BuddyDocument4 pagesAhsanullah University of Science and Technology: Rent BuddyArifur Rahman JawadNo ratings yet
- CS Form No. 6 Revised 2020 Application For LeaveDocument6 pagesCS Form No. 6 Revised 2020 Application For LeaveMARILYN MALIMBAGNo ratings yet
- CN Practical-Swapnil Tiwari 1713310233Document63 pagesCN Practical-Swapnil Tiwari 1713310233Shivam ShuklaNo ratings yet
- Behavioural and Psychiatric Symptoms in People With Dementia Admitted To The Acute Hospital Prospective Cohort StudyDocument8 pagesBehavioural and Psychiatric Symptoms in People With Dementia Admitted To The Acute Hospital Prospective Cohort StudyJosue GarciaNo ratings yet
- Weaving, Knitting, Poy, CP, TexturisingDocument78 pagesWeaving, Knitting, Poy, CP, TexturisingBULTAN SARKAR100% (2)
- Definition & Classification of Power System StabilityDocument21 pagesDefinition & Classification of Power System StabilityShahab khan100% (4)
- Accenture AptitudeDocument122 pagesAccenture AptitudeHarshith P.BNo ratings yet






















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Routine Lift Plan For All Crane-Grove GMK 50 TonDocument1 pageRoutine Lift Plan For All Crane-Grove GMK 50 TonKannan Murugesan100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Quality Management Review Agenda and MinutesDocument4 pagesQuality Management Review Agenda and MinutesKannan MurugesanNo ratings yet
- Combinepdf PDFDocument252 pagesCombinepdf PDFNah HamzaNo ratings yet
- EMEA Catafor Formulation BROCHURE - 2015 Copie 270934Document4 pagesEMEA Catafor Formulation BROCHURE - 2015 Copie 270934Duc NguyenNo ratings yet
- Vesys Test Drive READMEDocument29 pagesVesys Test Drive READMEHota bNo ratings yet
- Sample Test report-HDPEDocument1 pageSample Test report-HDPEKannan MurugesanNo ratings yet
- Qa QC Duties and ResponsibilityDocument3 pagesQa QC Duties and ResponsibilityKannan MurugesanNo ratings yet
- 24-10-2020 Sample Quality Walk ThroughDocument3 pages24-10-2020 Sample Quality Walk ThroughKannan MurugesanNo ratings yet
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNo ratings yet
- Masterflow Solutions BASF ProfileDocument8 pagesMasterflow Solutions BASF ProfileKannan MurugesanNo ratings yet
- Base Plate and Anchor Rod DesignDocument2 pagesBase Plate and Anchor Rod DesignKannan MurugesanNo ratings yet
- Chemical Store: 8" Dia Pipe OwsDocument1 pageChemical Store: 8" Dia Pipe OwsKannan MurugesanNo ratings yet
- Consumable Control Procedure-Slpg-S-000-0069-H22-001-001-4-0-Code-2Document27 pagesConsumable Control Procedure-Slpg-S-000-0069-H22-001-001-4-0-Code-2Kannan MurugesanNo ratings yet
- Unit 680 Pipe Supports PS057, 062 BBSDocument6 pagesUnit 680 Pipe Supports PS057, 062 BBSKannan MurugesanNo ratings yet
- Curing TrackerDocument1 pageCuring TrackerKannan MurugesanNo ratings yet
- Survey Inspection Record: PEC-QU-ITR-X-11083 Rev 2Document1 pageSurvey Inspection Record: PEC-QU-ITR-X-11083 Rev 2Kannan MurugesanNo ratings yet
- G.O (MS) No.221 7.5 Reservation - Amount Sanction G.ODocument10 pagesG.O (MS) No.221 7.5 Reservation - Amount Sanction G.OKannan MurugesanNo ratings yet
- Air Ticket Kochi MaleDocument1 pageAir Ticket Kochi MaleKannan MurugesanNo ratings yet
- Course Appraisal Form (1 Tutor)Document3 pagesCourse Appraisal Form (1 Tutor)Kannan MurugesanNo ratings yet
- Air India Web Booking ETicket (J3ZGV) - ThangarajuDocument2 pagesAir India Web Booking ETicket (J3ZGV) - ThangarajuKannan MurugesanNo ratings yet
- Compressive Test Strength of ConcreteDocument1 pageCompressive Test Strength of ConcreteKannan MurugesanNo ratings yet
- Solution Manual For Personal Financial Planning 13th Edition Gitman Joehnk BillingsleyDocument31 pagesSolution Manual For Personal Financial Planning 13th Edition Gitman Joehnk Billingsleytammyscottsqrawykcjx100% (27)
- Revisions HistoryDocument25 pagesRevisions Historyabdel taibNo ratings yet
- Brian CA March 12Document13 pagesBrian CA March 12scott.maisonNo ratings yet
- SL-53625 Rev02 07-08Document111 pagesSL-53625 Rev02 07-08Abdul Aziz ShawnNo ratings yet
- SSAS HardwareSizingTabularSolutionsDocument33 pagesSSAS HardwareSizingTabularSolutionsm_dreessenNo ratings yet
- Ramdump Modem 2023-09-07 07-20-23 PropsDocument26 pagesRamdump Modem 2023-09-07 07-20-23 PropsIván Carrera YentzenNo ratings yet
- DMTR DataDocument3 pagesDMTR DataŽiga PosediNo ratings yet
- 1 245 2 1330 1 RP881 D4PRO DatasheetDocument1 page1 245 2 1330 1 RP881 D4PRO DatasheetJesús Lares SarabiaNo ratings yet
- Danish Companies in Croatia 02 - 09 - 20Document4 pagesDanish Companies in Croatia 02 - 09 - 20AhmedKhaledSalahNo ratings yet
- PMIT Admission Brochure - Spring 2021Document3 pagesPMIT Admission Brochure - Spring 2021Shayekh Mohiuddin Ahmed NavidNo ratings yet
- NX Nastran Error ListDocument224 pagesNX Nastran Error ListAdriana Livadariu100% (3)
- Boracay Foundation v. Province of AklanDocument3 pagesBoracay Foundation v. Province of AklanGabrielle Adine Santos100% (1)
- Monitoring Neuromuskular Kuantitatif Pada Penggunaan Muscle RelaxantDocument17 pagesMonitoring Neuromuskular Kuantitatif Pada Penggunaan Muscle RelaxantWidi Yuli HariantoNo ratings yet
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocument1 pageV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNo ratings yet
- Internship+Report-BUS498 8+Ishtiaque+Sarowar+Utsho+1912681630Document45 pagesInternship+Report-BUS498 8+Ishtiaque+Sarowar+Utsho+1912681630Fahrisah TazreeNo ratings yet
- Gripping, Prying and TwistingDocument8 pagesGripping, Prying and TwistingLeslie Joy Anastacio VizcarraNo ratings yet
- Seizures and EpilepsyDocument54 pagesSeizures and Epilepsyจีทีเอส สุรเชษฐNo ratings yet
- Smart Home: An-Najah National University Faculty of EngineeringDocument27 pagesSmart Home: An-Najah National University Faculty of Engineeringمعتز بسام محمود مرداوي معتز بسام محمود مرداويNo ratings yet
- Essential Drug Concept and Its Implication in NepalDocument5 pagesEssential Drug Concept and Its Implication in NepalB.pharm 16th Batch100% (1)
- ABMM2Document3 pagesABMM2QAISER IJAZNo ratings yet
- Ahsanullah University of Science and Technology: Rent BuddyDocument4 pagesAhsanullah University of Science and Technology: Rent BuddyArifur Rahman JawadNo ratings yet
- CS Form No. 6 Revised 2020 Application For LeaveDocument6 pagesCS Form No. 6 Revised 2020 Application For LeaveMARILYN MALIMBAGNo ratings yet
- CN Practical-Swapnil Tiwari 1713310233Document63 pagesCN Practical-Swapnil Tiwari 1713310233Shivam ShuklaNo ratings yet
- Behavioural and Psychiatric Symptoms in People With Dementia Admitted To The Acute Hospital Prospective Cohort StudyDocument8 pagesBehavioural and Psychiatric Symptoms in People With Dementia Admitted To The Acute Hospital Prospective Cohort StudyJosue GarciaNo ratings yet
- Weaving, Knitting, Poy, CP, TexturisingDocument78 pagesWeaving, Knitting, Poy, CP, TexturisingBULTAN SARKAR100% (2)
- Definition & Classification of Power System StabilityDocument21 pagesDefinition & Classification of Power System StabilityShahab khan100% (4)
- Accenture AptitudeDocument122 pagesAccenture AptitudeHarshith P.BNo ratings yet