
Min-400B (B. Tech Project 2018-19) : Machinability and Engineering Simulation of Al - 4.5% Cu - 3% Tib Composite
Min-400B (B. Tech Project 2018-19) : Machinability and Engineering Simulation of Al - 4.5% Cu - 3% Tib Composite
You might also like
- Mechanical PrinciplesDocument46 pagesMechanical PrinciplesHarshini Premachandra0% (1)
- Senfeng Laser 3015HDocument24 pagesSenfeng Laser 3015HAlejandro Melj'emNo ratings yet
- Aluminium IndustrialDocument150 pagesAluminium IndustrialAhtesham AnsariNo ratings yet
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- Performance Analysis of Double Tempered CryogenicDocument7 pagesPerformance Analysis of Double Tempered CryogenicQwe assdNo ratings yet
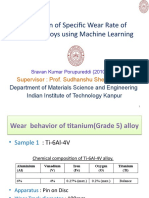
- Prediction of Specific Wear Rate of Titanium Alloys Using Machine LearningDocument16 pagesPrediction of Specific Wear Rate of Titanium Alloys Using Machine LearningP.sravan KumarNo ratings yet
- Improvement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingDocument38 pagesImprovement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingBinod Kumar PadhiNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Accessories PDFDocument20 pagesAccessories PDFcmct0819No ratings yet
- Experimental Setup: Process ParametersDocument25 pagesExperimental Setup: Process ParametersZeeshan AnwarNo ratings yet
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationDocument6 pagesTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabNo ratings yet
- Brochure PDFDocument3 pagesBrochure PDFManan ParikhNo ratings yet
- Lecture 2 - ME460 Renewable Energy ResourcesDocument125 pagesLecture 2 - ME460 Renewable Energy ResourcessaadNo ratings yet
- Fortune Laser FL-S6020Document11 pagesFortune Laser FL-S6020wayzxc775No ratings yet
- GradingDocument1 pageGradingWajhi Ul HassanNo ratings yet
- Lab ReportDocument8 pagesLab ReportDaniel InemughaNo ratings yet
- LX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERDocument24 pagesLX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERseba.gando.mirNo ratings yet
- Effect of New Generation Blacks On Rubber VulcanizatesDocument12 pagesEffect of New Generation Blacks On Rubber VulcanizatesPLASTIC LAB CBDNo ratings yet
- Aerial Bundle Conductor Abc CableDocument1 pageAerial Bundle Conductor Abc CableBrianNo ratings yet
- ISMCDocument3 pagesISMCirshad hussain mansuryNo ratings yet
- TK-03 Caculation Sheet-Pared y FondoDocument2 pagesTK-03 Caculation Sheet-Pared y Fondojoaquin torrano veraNo ratings yet
- Ficha Tecnica EXCEL ARC 71 0.062Document2 pagesFicha Tecnica EXCEL ARC 71 0.062gizaloNo ratings yet
- Chitriki Rudrappa, Belavadi Ravi, P.Sharathkumar, Siregere Gopalkrishna Mahesh Patil, Prakash Naganoor and M.V.RudramuniyappaDocument6 pagesChitriki Rudrappa, Belavadi Ravi, P.Sharathkumar, Siregere Gopalkrishna Mahesh Patil, Prakash Naganoor and M.V.RudramuniyapparavibelavadiNo ratings yet
- Modular Conveying System With DC Roller Drive From Impel Intralogistics - IndiaDocument9 pagesModular Conveying System With DC Roller Drive From Impel Intralogistics - IndiaImpel IntralogisticsNo ratings yet
- Measurement of The Drag Coefficients of Spherical ParticlesDocument10 pagesMeasurement of The Drag Coefficients of Spherical Particlessr3shNo ratings yet
- Catalog Gas Turbin MeterDocument3 pagesCatalog Gas Turbin MeterAlvaro Joel Quinteros RochaNo ratings yet
- Fab/Mbbr: Temperature Altitude M Standard Oxygen Transfer Efficiency °CDocument19 pagesFab/Mbbr: Temperature Altitude M Standard Oxygen Transfer Efficiency °CDeblina MukherjeeNo ratings yet
- Tutorial+2+-+17 10 2017Document4 pagesTutorial+2+-+17 10 2017princekamutikanjoreNo ratings yet
- TrainingDocument12 pagesTraininggauravNo ratings yet
- Lab ReportDocument65 pagesLab ReportWilliam Liew75% (8)
- Citrullus Seed DetailDocument9 pagesCitrullus Seed Detailthai avvaiNo ratings yet
- SITRA NORMS Excerpts-1Document20 pagesSITRA NORMS Excerpts-1sakthigurusamyNo ratings yet
- PCB CharacteristicsDocument7 pagesPCB Characteristicssanthoshkvs2005No ratings yet
- Grinding Training PresentationDocument62 pagesGrinding Training PresentationKarthik NerellaNo ratings yet
- Alkynyl-Functionalized Gold NHC Complexes and TheiDocument5 pagesAlkynyl-Functionalized Gold NHC Complexes and TheikarthickrajaNo ratings yet
- t345 Engine UpdateDocument1 paget345 Engine Updatearif adi saputraNo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- Miel 2-2Document6 pagesMiel 2-2Karina MesaNo ratings yet
- Productivity ImprovementDocument27 pagesProductivity Improvementsathish kumarNo ratings yet
- Zb19kce TFDDocument15 pagesZb19kce TFDfrio industrialNo ratings yet
- Mme Assignment Solution.Document11 pagesMme Assignment Solution.Peace AdetunmibiNo ratings yet
- OK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Document4 pagesOK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Poltak SianiparNo ratings yet
- River Engineering and Sediment Transport Solved ProbelemDocument6 pagesRiver Engineering and Sediment Transport Solved ProbelemMaulid100% (12)
- Icmcer-2024Document25 pagesIcmcer-2024himanshumishra.nitrNo ratings yet
- Quality ControlDocument35 pagesQuality ControlvijayNo ratings yet
- Hoesch (Con Parametri Per Diaframmi)Document48 pagesHoesch (Con Parametri Per Diaframmi)PinoScribdNo ratings yet
- Crushing Principles of Mechanical CrushingDocument54 pagesCrushing Principles of Mechanical CrushingRagab Abulmagd100% (1)
- DT1342 EngineDocument1 pageDT1342 EnginedayatNo ratings yet
- LAMPIRAN A YogaDocument8 pagesLAMPIRAN A YogaHSE DAPNo ratings yet
- Setonix ProjectDocument5 pagesSetonix ProjectSubsea_TeamNo ratings yet
- Bola Tash Vili 2009Document4 pagesBola Tash Vili 2009Vikyath PopuriNo ratings yet
- 2020ceb005 - Potnuru SaideepakDocument14 pages2020ceb005 - Potnuru Saideepak2020CEB005 POTNURUSAIDEEPAKNo ratings yet
- 6 Conical Spring WashersDocument4 pages6 Conical Spring Washersbcsf01No ratings yet
- Pasir PutihDocument7 pagesPasir PutihChaterine OliviaNo ratings yet
- Experimental Investigation of Optimization of Machining of Al6065-Tic Composites Using Taguchi TechniqueDocument6 pagesExperimental Investigation of Optimization of Machining of Al6065-Tic Composites Using Taguchi Techniquewhoam iNo ratings yet
- Compressor Technical Data BP1084Z Code: Model:: External FeaturesDocument4 pagesCompressor Technical Data BP1084Z Code: Model:: External FeaturesGuillermo PuglieseNo ratings yet
- Cold Roll Lab ReportDocument14 pagesCold Roll Lab ReportSean BiseNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementFrom EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNo ratings yet
- Erosion - CorrosionDocument18 pagesErosion - CorrosionLakshman TumpatiNo ratings yet
- Pinnacle Alloys E6013Document2 pagesPinnacle Alloys E6013rahulNo ratings yet
- Varsol ImperialDocument13 pagesVarsol ImperialPaola Andrea Marin MerchanNo ratings yet
- PressureTest AquasignKISS 123 PDFDocument6 pagesPressureTest AquasignKISS 123 PDFBruno César LevitaNo ratings yet
- Problems On Conduction Heat TransferDocument5 pagesProblems On Conduction Heat TransferSankhadeep BhattacharyyaNo ratings yet
- Strictly No ErasuresDocument1 pageStrictly No ErasuresKath LoridaNo ratings yet
- Manual St3100 OhausDocument19 pagesManual St3100 OhausDaniloSripNo ratings yet
- Pak International Nursing College Biochemistry MCQS: (A) Cnh2NonDocument19 pagesPak International Nursing College Biochemistry MCQS: (A) Cnh2NonShimmering MoonNo ratings yet
- Static Calculation CWDocument64 pagesStatic Calculation CWlayaljamal2100% (1)
- SA-106 GR.BDocument2 pagesSA-106 GR.BTree TaweeNo ratings yet
- Aroma Constituents of Roasted CoconutDocument8 pagesAroma Constituents of Roasted CoconutDanaNo ratings yet
- Operation, Use and Maintenance Manual: Ventum Series Wood Fired Gasification Hot Water BoilersDocument38 pagesOperation, Use and Maintenance Manual: Ventum Series Wood Fired Gasification Hot Water BoilersBugheanu Vasile DoruNo ratings yet
- True Final Oral Presentation ScriptDocument2 pagesTrue Final Oral Presentation ScriptPich'y C. YiengveerachonNo ratings yet
- Soal PR TermodinamikaDocument10 pagesSoal PR TermodinamikaanjaniNo ratings yet
- A266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFDocument5 pagesA266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFManuel Antonio Santos VargasNo ratings yet
- Fundamentals of Semiconductor Physics and DevicesDocument50 pagesFundamentals of Semiconductor Physics and Devicesnelson ortizNo ratings yet
- Unit Eight Atomic PhysicsDocument2 pagesUnit Eight Atomic Physicsmmree yyttNo ratings yet
- Functional Properties of Maltitol: January 2013Document6 pagesFunctional Properties of Maltitol: January 2013Nihel FarroukhNo ratings yet
- P4 Light NotesDocument6 pagesP4 Light NotesJohn John Appleseed100% (2)
- FDA Regulation of Color Additives in DrugsDocument47 pagesFDA Regulation of Color Additives in Drugssai sumanth bNo ratings yet
- Galarneau A., Renzo F. Fajula F., Vedrine J. - Studies in Surface Science and Catalysis. Volume 135. Zeolites and Mesoporous Materials at The Dawn of The 21 ST CenturyDocument525 pagesGalarneau A., Renzo F. Fajula F., Vedrine J. - Studies in Surface Science and Catalysis. Volume 135. Zeolites and Mesoporous Materials at The Dawn of The 21 ST CenturyNataniel LinaresNo ratings yet
- Distillation Technology and Need of Simultaneous Design and Control A ReviewDocument24 pagesDistillation Technology and Need of Simultaneous Design and Control A ReviewHesam AhmadianNo ratings yet
- UOP CCR Catalysts Target A Range of Objectives Tech Paper1Document5 pagesUOP CCR Catalysts Target A Range of Objectives Tech Paper1Humberto AgmNo ratings yet
- CS HEPA ModuleDocument2 pagesCS HEPA Modulesandra1833No ratings yet
- Ibop 101801720Document2 pagesIbop 101801720André da SilvaNo ratings yet
- Principle String TestDocument6 pagesPrinciple String TestArtNo ratings yet
- FMP-320-4-BAG2 - MP FiltriDocument10 pagesFMP-320-4-BAG2 - MP Filtridmt wayNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- Design of A Cryogenic Grinding System For SpicesDocument10 pagesDesign of A Cryogenic Grinding System For Spicesdeepakkumar2626No ratings yet
- Thermodynamics MMB 417 2Document10 pagesThermodynamics MMB 417 2Kabo BusanangNo ratings yet
























































































Download as pdf or txt
You might also like
- Mechanical PrinciplesDocument46 pagesMechanical PrinciplesHarshini Premachandra0% (1)
- Senfeng Laser 3015HDocument24 pagesSenfeng Laser 3015HAlejandro Melj'emNo ratings yet
- Aluminium IndustrialDocument150 pagesAluminium IndustrialAhtesham AnsariNo ratings yet
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- Performance Analysis of Double Tempered CryogenicDocument7 pagesPerformance Analysis of Double Tempered CryogenicQwe assdNo ratings yet
- Prediction of Specific Wear Rate of Titanium Alloys Using Machine LearningDocument16 pagesPrediction of Specific Wear Rate of Titanium Alloys Using Machine LearningP.sravan KumarNo ratings yet
- Improvement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingDocument38 pagesImprovement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingBinod Kumar PadhiNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Accessories PDFDocument20 pagesAccessories PDFcmct0819No ratings yet
- Experimental Setup: Process ParametersDocument25 pagesExperimental Setup: Process ParametersZeeshan AnwarNo ratings yet
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationDocument6 pagesTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabNo ratings yet
- Brochure PDFDocument3 pagesBrochure PDFManan ParikhNo ratings yet
- Lecture 2 - ME460 Renewable Energy ResourcesDocument125 pagesLecture 2 - ME460 Renewable Energy ResourcessaadNo ratings yet
- Fortune Laser FL-S6020Document11 pagesFortune Laser FL-S6020wayzxc775No ratings yet
- GradingDocument1 pageGradingWajhi Ul HassanNo ratings yet
- Lab ReportDocument8 pagesLab ReportDaniel InemughaNo ratings yet
- LX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERDocument24 pagesLX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERseba.gando.mirNo ratings yet
- Effect of New Generation Blacks On Rubber VulcanizatesDocument12 pagesEffect of New Generation Blacks On Rubber VulcanizatesPLASTIC LAB CBDNo ratings yet
- Aerial Bundle Conductor Abc CableDocument1 pageAerial Bundle Conductor Abc CableBrianNo ratings yet
- ISMCDocument3 pagesISMCirshad hussain mansuryNo ratings yet
- TK-03 Caculation Sheet-Pared y FondoDocument2 pagesTK-03 Caculation Sheet-Pared y Fondojoaquin torrano veraNo ratings yet
- Ficha Tecnica EXCEL ARC 71 0.062Document2 pagesFicha Tecnica EXCEL ARC 71 0.062gizaloNo ratings yet
- Chitriki Rudrappa, Belavadi Ravi, P.Sharathkumar, Siregere Gopalkrishna Mahesh Patil, Prakash Naganoor and M.V.RudramuniyappaDocument6 pagesChitriki Rudrappa, Belavadi Ravi, P.Sharathkumar, Siregere Gopalkrishna Mahesh Patil, Prakash Naganoor and M.V.RudramuniyapparavibelavadiNo ratings yet
- Modular Conveying System With DC Roller Drive From Impel Intralogistics - IndiaDocument9 pagesModular Conveying System With DC Roller Drive From Impel Intralogistics - IndiaImpel IntralogisticsNo ratings yet
- Measurement of The Drag Coefficients of Spherical ParticlesDocument10 pagesMeasurement of The Drag Coefficients of Spherical Particlessr3shNo ratings yet
- Catalog Gas Turbin MeterDocument3 pagesCatalog Gas Turbin MeterAlvaro Joel Quinteros RochaNo ratings yet
- Fab/Mbbr: Temperature Altitude M Standard Oxygen Transfer Efficiency °CDocument19 pagesFab/Mbbr: Temperature Altitude M Standard Oxygen Transfer Efficiency °CDeblina MukherjeeNo ratings yet
- Tutorial+2+-+17 10 2017Document4 pagesTutorial+2+-+17 10 2017princekamutikanjoreNo ratings yet
- TrainingDocument12 pagesTraininggauravNo ratings yet
- Lab ReportDocument65 pagesLab ReportWilliam Liew75% (8)
- Citrullus Seed DetailDocument9 pagesCitrullus Seed Detailthai avvaiNo ratings yet
- SITRA NORMS Excerpts-1Document20 pagesSITRA NORMS Excerpts-1sakthigurusamyNo ratings yet
- PCB CharacteristicsDocument7 pagesPCB Characteristicssanthoshkvs2005No ratings yet
- Grinding Training PresentationDocument62 pagesGrinding Training PresentationKarthik NerellaNo ratings yet
- Alkynyl-Functionalized Gold NHC Complexes and TheiDocument5 pagesAlkynyl-Functionalized Gold NHC Complexes and TheikarthickrajaNo ratings yet
- t345 Engine UpdateDocument1 paget345 Engine Updatearif adi saputraNo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- Miel 2-2Document6 pagesMiel 2-2Karina MesaNo ratings yet
- Productivity ImprovementDocument27 pagesProductivity Improvementsathish kumarNo ratings yet
- Zb19kce TFDDocument15 pagesZb19kce TFDfrio industrialNo ratings yet
- Mme Assignment Solution.Document11 pagesMme Assignment Solution.Peace AdetunmibiNo ratings yet
- OK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Document4 pagesOK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Poltak SianiparNo ratings yet
- River Engineering and Sediment Transport Solved ProbelemDocument6 pagesRiver Engineering and Sediment Transport Solved ProbelemMaulid100% (12)
- Icmcer-2024Document25 pagesIcmcer-2024himanshumishra.nitrNo ratings yet
- Quality ControlDocument35 pagesQuality ControlvijayNo ratings yet
- Hoesch (Con Parametri Per Diaframmi)Document48 pagesHoesch (Con Parametri Per Diaframmi)PinoScribdNo ratings yet
- Crushing Principles of Mechanical CrushingDocument54 pagesCrushing Principles of Mechanical CrushingRagab Abulmagd100% (1)
- DT1342 EngineDocument1 pageDT1342 EnginedayatNo ratings yet
- LAMPIRAN A YogaDocument8 pagesLAMPIRAN A YogaHSE DAPNo ratings yet
- Setonix ProjectDocument5 pagesSetonix ProjectSubsea_TeamNo ratings yet
- Bola Tash Vili 2009Document4 pagesBola Tash Vili 2009Vikyath PopuriNo ratings yet
- 2020ceb005 - Potnuru SaideepakDocument14 pages2020ceb005 - Potnuru Saideepak2020CEB005 POTNURUSAIDEEPAKNo ratings yet
- 6 Conical Spring WashersDocument4 pages6 Conical Spring Washersbcsf01No ratings yet
- Pasir PutihDocument7 pagesPasir PutihChaterine OliviaNo ratings yet
- Experimental Investigation of Optimization of Machining of Al6065-Tic Composites Using Taguchi TechniqueDocument6 pagesExperimental Investigation of Optimization of Machining of Al6065-Tic Composites Using Taguchi Techniquewhoam iNo ratings yet
- Compressor Technical Data BP1084Z Code: Model:: External FeaturesDocument4 pagesCompressor Technical Data BP1084Z Code: Model:: External FeaturesGuillermo PuglieseNo ratings yet
- Cold Roll Lab ReportDocument14 pagesCold Roll Lab ReportSean BiseNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementFrom EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNo ratings yet
- Erosion - CorrosionDocument18 pagesErosion - CorrosionLakshman TumpatiNo ratings yet
- Pinnacle Alloys E6013Document2 pagesPinnacle Alloys E6013rahulNo ratings yet
- Varsol ImperialDocument13 pagesVarsol ImperialPaola Andrea Marin MerchanNo ratings yet
- PressureTest AquasignKISS 123 PDFDocument6 pagesPressureTest AquasignKISS 123 PDFBruno César LevitaNo ratings yet
- Problems On Conduction Heat TransferDocument5 pagesProblems On Conduction Heat TransferSankhadeep BhattacharyyaNo ratings yet
- Strictly No ErasuresDocument1 pageStrictly No ErasuresKath LoridaNo ratings yet
- Manual St3100 OhausDocument19 pagesManual St3100 OhausDaniloSripNo ratings yet
- Pak International Nursing College Biochemistry MCQS: (A) Cnh2NonDocument19 pagesPak International Nursing College Biochemistry MCQS: (A) Cnh2NonShimmering MoonNo ratings yet
- Static Calculation CWDocument64 pagesStatic Calculation CWlayaljamal2100% (1)
- SA-106 GR.BDocument2 pagesSA-106 GR.BTree TaweeNo ratings yet
- Aroma Constituents of Roasted CoconutDocument8 pagesAroma Constituents of Roasted CoconutDanaNo ratings yet
- Operation, Use and Maintenance Manual: Ventum Series Wood Fired Gasification Hot Water BoilersDocument38 pagesOperation, Use and Maintenance Manual: Ventum Series Wood Fired Gasification Hot Water BoilersBugheanu Vasile DoruNo ratings yet
- True Final Oral Presentation ScriptDocument2 pagesTrue Final Oral Presentation ScriptPich'y C. YiengveerachonNo ratings yet
- Soal PR TermodinamikaDocument10 pagesSoal PR TermodinamikaanjaniNo ratings yet
- A266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFDocument5 pagesA266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFManuel Antonio Santos VargasNo ratings yet
- Fundamentals of Semiconductor Physics and DevicesDocument50 pagesFundamentals of Semiconductor Physics and Devicesnelson ortizNo ratings yet
- Unit Eight Atomic PhysicsDocument2 pagesUnit Eight Atomic Physicsmmree yyttNo ratings yet
- Functional Properties of Maltitol: January 2013Document6 pagesFunctional Properties of Maltitol: January 2013Nihel FarroukhNo ratings yet
- P4 Light NotesDocument6 pagesP4 Light NotesJohn John Appleseed100% (2)
- FDA Regulation of Color Additives in DrugsDocument47 pagesFDA Regulation of Color Additives in Drugssai sumanth bNo ratings yet
- Galarneau A., Renzo F. Fajula F., Vedrine J. - Studies in Surface Science and Catalysis. Volume 135. Zeolites and Mesoporous Materials at The Dawn of The 21 ST CenturyDocument525 pagesGalarneau A., Renzo F. Fajula F., Vedrine J. - Studies in Surface Science and Catalysis. Volume 135. Zeolites and Mesoporous Materials at The Dawn of The 21 ST CenturyNataniel LinaresNo ratings yet
- Distillation Technology and Need of Simultaneous Design and Control A ReviewDocument24 pagesDistillation Technology and Need of Simultaneous Design and Control A ReviewHesam AhmadianNo ratings yet
- UOP CCR Catalysts Target A Range of Objectives Tech Paper1Document5 pagesUOP CCR Catalysts Target A Range of Objectives Tech Paper1Humberto AgmNo ratings yet
- CS HEPA ModuleDocument2 pagesCS HEPA Modulesandra1833No ratings yet
- Ibop 101801720Document2 pagesIbop 101801720André da SilvaNo ratings yet
- Principle String TestDocument6 pagesPrinciple String TestArtNo ratings yet
- FMP-320-4-BAG2 - MP FiltriDocument10 pagesFMP-320-4-BAG2 - MP Filtridmt wayNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- Design of A Cryogenic Grinding System For SpicesDocument10 pagesDesign of A Cryogenic Grinding System For Spicesdeepakkumar2626No ratings yet
- Thermodynamics MMB 417 2Document10 pagesThermodynamics MMB 417 2Kabo BusanangNo ratings yet