Download as doc, pdf, or txt
You might also like
- IATF Road MapDocument1 pageIATF Road MapGANESH BORUDE100% (1)
- Laboratory Management SOP SampleDocument14 pagesLaboratory Management SOP Samplealiana100% (4)
- RU-QSP-MR-04 - Procedure For Problem Solving & Error ProofingDocument4 pagesRU-QSP-MR-04 - Procedure For Problem Solving & Error ProofingDhananjay Patil100% (2)
- Occupational Health and Safety Manual: (Insert Business Name & Logo)Document63 pagesOccupational Health and Safety Manual: (Insert Business Name & Logo)raghurammuguli100% (8)
- Poison Cake Test: Standard Operating ProcedureDocument1 pagePoison Cake Test: Standard Operating ProcedureGirdhar Sahu100% (4)
- ISO 9001-2015 Supplier Audit Checklist SAMPLEDocument2 pagesISO 9001-2015 Supplier Audit Checklist SAMPLEFaisal67% (3)
- Deviation Request FormatDocument4 pagesDeviation Request FormatKumaravelNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- SOP-10 Final Inspection ProcedureDocument3 pagesSOP-10 Final Inspection ProceduretriveshNo ratings yet
- Red Bin Analysis FormatDocument1 pageRed Bin Analysis FormatPRABHAT RANJAN50% (2)
- Customer Specific Requirement Check ListDocument2 pagesCustomer Specific Requirement Check ListMuthu100% (2)
- IATF 16949 2016 Mandatory ProcedureDocument1 pageIATF 16949 2016 Mandatory Procedureshivendrakumar100% (3)
- SPC ProcedureDocument5 pagesSPC ProcedureKrunal Pandya100% (2)
- H E M P: Azards and Ffects Anagement RocessDocument28 pagesH E M P: Azards and Ffects Anagement RocessNid Piks100% (1)
- Final Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoDocument10 pagesFinal Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoVikas KashyapNo ratings yet
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentNo ratings yet
- Process Wise Level Wise Skill Req. For Opr.Document1 pageProcess Wise Level Wise Skill Req. For Opr.Prakash kumarTripathiNo ratings yet
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnDocument1 pageC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaNo ratings yet
- Quality Evaluation, Problem and Follow Up Results Pdca FormatDocument1 pageQuality Evaluation, Problem and Follow Up Results Pdca FormatPk Nimiwal100% (1)
- 3.6 Initial SupplyDocument2 pages3.6 Initial SupplySunil Kumar92% (12)
- CAPA Thread OutDocument80 pagesCAPA Thread OutRohtash fastnerNo ratings yet
- Guidelines For Control PlanDocument4 pagesGuidelines For Control PlanArjun Rathore100% (1)
- PFD - Example..Document4 pagesPFD - Example..lalit GuptaNo ratings yet
- 5.1.1.2 - Process Effectiveness EfficiencyDocument1 page5.1.1.2 - Process Effectiveness EfficiencyPrakash kumarTripathiNo ratings yet
- MACE Green Activity Timing PlanDocument1 pageMACE Green Activity Timing PlanshinuNo ratings yet
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- Process Map - Unitwise Process LinkagesDocument1 pageProcess Map - Unitwise Process LinkagesSachin RamdurgNo ratings yet
- 1 2 3 - 4M Change Part TagDocument4 pages1 2 3 - 4M Change Part TagIt's me DJNo ratings yet
- Customer Complaint RegisterDocument3 pagesCustomer Complaint RegistermuthuselvanNo ratings yet
- Roles & Responsibilities Job Position: HOD-Quality AssuranceDocument12 pagesRoles & Responsibilities Job Position: HOD-Quality AssurancemuthuselvanNo ratings yet
- Road Map For IATF 16949 R-6 UpdatedDocument1 pageRoad Map For IATF 16949 R-6 UpdatedRavi javali100% (1)
- Internal Audit Check Sheet MaintDocument3 pagesInternal Audit Check Sheet MaintRamdas Paithankar100% (1)
- 4M Change Management Matrix-Rane NSK-signedDocument1 page4M Change Management Matrix-Rane NSK-signednitin rathoreNo ratings yet
- MFG Procedure ManualDocument46 pagesMFG Procedure ManualAdinanNo ratings yet
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NDocument25 pagesPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraNo ratings yet
- Control PlanDocument4 pagesControl PlanRakesh PandeyNo ratings yet
- Inital Flow Management Productivity ProcedureDocument4 pagesInital Flow Management Productivity Procedureshaggyrahul100% (3)
- Department Quality & FS Objective (Revision2015) - SampleDocument1 pageDepartment Quality & FS Objective (Revision2015) - SampleRachel YapNo ratings yet
- 4M Changing Point ManagementDocument7 pages4M Changing Point ManagementKumaravelNo ratings yet
- Supplier Audit Check Sheet For New & NON ISO SupplierDocument7 pagesSupplier Audit Check Sheet For New & NON ISO SupplierManoj Kaushik100% (1)
- 11.process Turtile DiagramDocument20 pages11.process Turtile DiagrammuthuselvanNo ratings yet
- Master List of RecordsDocument21 pagesMaster List of RecordsRaja DuraiNo ratings yet
- QAD Procedure - Control of Non-Conforming Products P1Document1 pageQAD Procedure - Control of Non-Conforming Products P1sumanNo ratings yet
- MRM Data For AugDocument2 pagesMRM Data For AugPrakash kumarTripathiNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- P13-Process For APQPDocument6 pagesP13-Process For APQPBangali Singh100% (1)
- Control PlanDocument6 pagesControl PlanFahmy Khoerul HudaNo ratings yet
- Master List of Document Information (Formats) : S. No. Format No. Document Title Owner Rev NoDocument6 pagesMaster List of Document Information (Formats) : S. No. Format No. Document Title Owner Rev NoSafety DeptNo ratings yet
- NC Management Procedure..Document8 pagesNC Management Procedure..shobha shelarNo ratings yet
- Minutes of Management Review MeetingDocument5 pagesMinutes of Management Review Meetingwinston11No ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
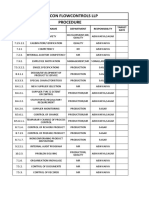
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Document5 pagesShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- MSIL Audit Cheklist 16Document22 pagesMSIL Audit Cheklist 16Pravin Balasaheb GunjalNo ratings yet
- Skill CriteriaDocument1 pageSkill CriteriaDinesh Kumar100% (1)
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMAR100% (1)
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- 15 (QSP-QA - 07) Process & Product AuditDocument3 pages15 (QSP-QA - 07) Process & Product AuditBASAVA ENGINEERING100% (1)
- 7.2.3 A List of Internal Auditors QMSDocument2 pages7.2.3 A List of Internal Auditors QMSPrakash kumarTripathiNo ratings yet
- Competence For Internal AuditorsDocument2 pagesCompetence For Internal AuditorsSachin Ramdurg100% (1)
- Operator Observance SheetDocument2 pagesOperator Observance Sheetrajesh sharma100% (1)
- 4M Change Intimation Sheet Abnormal SituationDocument1 page4M Change Intimation Sheet Abnormal SituationDhananjay Patil100% (1)
- Q4.MGT.28 Rev.1 Product Non-Confomity ReportDocument2 pagesQ4.MGT.28 Rev.1 Product Non-Confomity Reportcj.karthikNo ratings yet
- Ide A4 - 010133Document1 pageIde A4 - 010133Sachin KumbharNo ratings yet
- Gratuity Application Sachin KumbharDocument1 pageGratuity Application Sachin KumbharSachin KumbharNo ratings yet
- SheetDocument24 pagesSheetSachin KumbharNo ratings yet
- SheetDocument24 pagesSheetSachin KumbharNo ratings yet
- MAPL Day Wise Plan Vs Actual May Week1-4Document36 pagesMAPL Day Wise Plan Vs Actual May Week1-4Sachin KumbharNo ratings yet
- ALL INDIA SAINIK SCHOOLS ENTRANCE EXAM AISSEE - AISSEE - 2024 - India Vidhi KumbharDocument1 pageALL INDIA SAINIK SCHOOLS ENTRANCE EXAM AISSEE - AISSEE - 2024 - India Vidhi KumbharSachin KumbharNo ratings yet
- Observations 05.11.2022Document7 pagesObservations 05.11.2022Sachin KumbharNo ratings yet
- APR-22 CLD 4th WeekDocument10 pagesAPR-22 CLD 4th WeekSachin KumbharNo ratings yet
- MAPL Plan 23 Jan To 31 JanDocument28 pagesMAPL Plan 23 Jan To 31 JanSachin KumbharNo ratings yet
- 07.data For PPT OCT-21Document94 pages07.data For PPT OCT-21Sachin KumbharNo ratings yet
- Final ProgrammeDocument4 pagesFinal ProgrammeSachin KumbharNo ratings yet
- SapreDocument20 pagesSapreSachin KumbharNo ratings yet
- Environmental Requirements STDDocument13 pagesEnvironmental Requirements STDSachin KumbharNo ratings yet
- Additives - Overview - EN ASK ChemicalDocument12 pagesAdditives - Overview - EN ASK ChemicalSachin KumbharNo ratings yet
- kalpur-FE KSP SleevesDocument6 pageskalpur-FE KSP SleevesSachin KumbharNo ratings yet
- Side HSG LH & RH Cold Patch 14.2.23 DetailsDocument2 pagesSide HSG LH & RH Cold Patch 14.2.23 DetailsSachin KumbharNo ratings yet
- Aspect ImpactsDocument36 pagesAspect ImpactsSachin KumbharNo ratings yet
- Vastu Colors For HomeDocument2 pagesVastu Colors For HomeSachin KumbharNo ratings yet
- PFMEA RankingDocument1 pagePFMEA RankingSachin KumbharNo ratings yet
- 8 D For ShrinkageDocument6 pages8 D For ShrinkageSachin KumbharNo ratings yet
- Workplace Inspection Checklist: General Yes No NotesDocument4 pagesWorkplace Inspection Checklist: General Yes No NotesSachin KumbharNo ratings yet
- Graphite NodulesDocument10 pagesGraphite NodulesSachin KumbharNo ratings yet
- Workplace Inspection Checklist: General Yes No NotesDocument4 pagesWorkplace Inspection Checklist: General Yes No NotesSachin KumbharNo ratings yet
- Product - Overview - EN Antiveining CoatingDocument12 pagesProduct - Overview - EN Antiveining CoatingSachin KumbharNo ratings yet
- PM/IS 5522/1 May 2019Document11 pagesPM/IS 5522/1 May 2019Sachin KumbharNo ratings yet
- Oct-2020 Salvage ReportDocument6 pagesOct-2020 Salvage ReportSachin KumbharNo ratings yet
- Packing Standard For BPW HubDocument4 pagesPacking Standard For BPW HubSachin KumbharNo ratings yet
- Roles of Health and Safety Committees: Hazard Identification, Evaluation, and ControlDocument12 pagesRoles of Health and Safety Committees: Hazard Identification, Evaluation, and ControlSachin KumbharNo ratings yet
- Internal-Assesment-Procedure-based On ISO 9001 - 2015Document10 pagesInternal-Assesment-Procedure-based On ISO 9001 - 2015RENDY KRUEGERNo ratings yet
- GP3101 ISO 14001 - 2004 ChecklistDocument5 pagesGP3101 ISO 14001 - 2004 ChecklistMagalyNo ratings yet
- FCP-Nonconforming Product ProcedureADocument7 pagesFCP-Nonconforming Product ProcedureAjirt2011No ratings yet
- QMS DocumentationDocument11 pagesQMS DocumentationRajesh MuraliNo ratings yet
- Executive Briefing ISO 9001 2015 For New ImplementersDocument69 pagesExecutive Briefing ISO 9001 2015 For New ImplementersEdmund Earl Timothy Hular Burdeos III100% (2)
- QAP1007ADocument4 pagesQAP1007AChristian JosephNo ratings yet
- ISO 9001:2015 Clause Wise Changes: For Easier Clause Mapping From ISO 9001:2008 To ISO 9001:2015Document9 pagesISO 9001:2015 Clause Wise Changes: For Easier Clause Mapping From ISO 9001:2008 To ISO 9001:2015Dodiya JaydevNo ratings yet
- MDARR No 1 First Revision November 15Document26 pagesMDARR No 1 First Revision November 15popopioNo ratings yet
- Corrective and Preventive Action TrainingDocument58 pagesCorrective and Preventive Action TrainingUtkarsh RaiNo ratings yet
- Quality Assurance ProceduresDocument75 pagesQuality Assurance Proceduresviorelu99100% (5)
- Supplier Quality Assessment Questionnaire (CA-017FRM)Document5 pagesSupplier Quality Assessment Questionnaire (CA-017FRM)Mustafa AydemirNo ratings yet
- AS9100 Mandatory RecordsDocument3 pagesAS9100 Mandatory Recordsocardenas9160No ratings yet
- CONTRACTORS PROJECT QUALITY PLAN Rev01 - 1659063575Document69 pagesCONTRACTORS PROJECT QUALITY PLAN Rev01 - 1659063575Sofie CatahanNo ratings yet
- Unit 20-The ISM CodeDocument150 pagesUnit 20-The ISM CodeBisrat100% (5)
- Iso 14001Document61 pagesIso 14001kiranshingote100% (1)
- Ericsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsDocument18 pagesEricsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsmohammedelrabeiNo ratings yet
- HAL Job AdvertisementDocument26 pagesHAL Job AdvertisementnivasgowdaNo ratings yet
- MSC Mepc.7 Circ.5 Ism CodeDocument6 pagesMSC Mepc.7 Circ.5 Ism Codemoe_htwe_1No ratings yet
- ISO 14001 Env ManagementDocument50 pagesISO 14001 Env Managementjagath2005ukNo ratings yet
- Medical Devices - Servicing Medical Device CompaniesDocument12 pagesMedical Devices - Servicing Medical Device CompaniesIBMElectronics100% (1)
- WFR 18277 ZSQDocument6 pagesWFR 18277 ZSQmayankmkg92No ratings yet
- Iso 9001Document97 pagesIso 9001GalkandaNo ratings yet
- SOP For Qualification of Vendors - Pharmaceutical GuidelinesDocument3 pagesSOP For Qualification of Vendors - Pharmaceutical Guidelineskavya nainita100% (2)
- Continuous Improvement: A Corrective and Preventive Action (CAPA) PlanDocument8 pagesContinuous Improvement: A Corrective and Preventive Action (CAPA) PlanEm NiaxNo ratings yet
- D - 14k - 3 - Delta Checklist ISO 14001-2015 - 20150917 - Short - EnglDocument9 pagesD - 14k - 3 - Delta Checklist ISO 14001-2015 - 20150917 - Short - EnglPRASAD SHETTYNo ratings yet
- IMS Level 1Document64 pagesIMS Level 1Vikrant Salpekar100% (1)
- Iso 15161 Iso9001+haccpDocument12 pagesIso 15161 Iso9001+haccpfco1340No ratings yet