
Rod Install PDF
Rod Install PDF
You might also like
- Diagrama Electronico DT466Document2 pagesDiagrama Electronico DT466Aldo Fran Vargas82% (22)
- X15 Cm2350 X114B - Efficiency Series Wiring Diagram: KeyswitchDocument1 pageX15 Cm2350 X114B - Efficiency Series Wiring Diagram: KeyswitchVeterano del Camino100% (15)
- X15 Cm2350 X116B - Performance Series Wiring Diagram: Positive NegativeDocument1 pageX15 Cm2350 X116B - Performance Series Wiring Diagram: Positive NegativeVeterano del Camino100% (12)
- Mann, Peter - Lagrangian & Hamiltonian Dynamics (2018, Oxford University Press) PDFDocument553 pagesMann, Peter - Lagrangian & Hamiltonian Dynamics (2018, Oxford University Press) PDFpepe100% (5)
- Series 60 - Section 1.11 Gear Case Cover Exhaust Gas Recirculation (EGR) ModelDocument14 pagesSeries 60 - Section 1.11 Gear Case Cover Exhaust Gas Recirculation (EGR) ModelJuan RiveraNo ratings yet
- Aftertreatment Diesel Particulate Filter - Excessive Automatic And/or Stationary RegenerationDocument4 pagesAftertreatment Diesel Particulate Filter - Excessive Automatic And/or Stationary RegenerationelvishernandezNo ratings yet
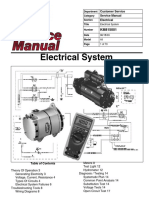
- Service Manual: Electrical SystemDocument70 pagesService Manual: Electrical SystemCarlos Mauricio Amorocho Castellanos100% (2)
- 3122 ISX CM570 CM870 CM871 Static Injection Timing MeasureDocument7 pages3122 ISX CM570 CM870 CM871 Static Injection Timing Measureralph aris100% (1)
- 379 Peterbuilt Heater-AcDocument2 pages379 Peterbuilt Heater-AcKeith Vest100% (2)
- 2013-01-28 203445 International Fault Codes Eges350 DTCDocument8 pages2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoNo ratings yet
- Gen 5 DD15 Platform Workshop Manual (DDC-SVC-MAN-0215)Document7 pagesGen 5 DD15 Platform Workshop Manual (DDC-SVC-MAN-0215)freddy100% (1)
- Thermodynamic-BasicDocument136 pagesThermodynamic-BasicAhmad Abdullahi TijjaniNo ratings yet
- MK - @MSITStore - C - OCSI - QuickServe 2016 OfflineDVD InstalleDocument24 pagesMK - @MSITStore - C - OCSI - QuickServe 2016 OfflineDVD InstalleTocxoan Tocxoan100% (2)
- Fault Code 1718 Engine Misfire For Multiple Cylinders - Condition ExistsDocument6 pagesFault Code 1718 Engine Misfire For Multiple Cylinders - Condition ExistsAhmedmahNo ratings yet
- Revision de Codigo 1139, 1145Document8 pagesRevision de Codigo 1139, 1145OlivaresM.EmanuelNo ratings yet
- RTLO-16913A Eaton FullerDocument40 pagesRTLO-16913A Eaton FullerAlvaro Escalona Gtz100% (5)
- Ajuste de Valvulas PDFDocument8 pagesAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- Conexiones ElectricasDocument150 pagesConexiones ElectricasARMANDO HERNANDEZ0% (1)
- The Complete DDEC Reports, HectorDocument79 pagesThe Complete DDEC Reports, HectorJorge Antonio Saldaña RosalesNo ratings yet
- X15 Cm2350 X116B - Performance Series Wiring DiagramDocument1 pageX15 Cm2350 X116B - Performance Series Wiring DiagramVeterano del Camino100% (3)
- X15 Cm2350 X116B - Performance Series Wiring DiagramDocument1 pageX15 Cm2350 X116B - Performance Series Wiring DiagramVeterano del Camino100% (3)
- Maxxforce+v 9+10+crank+no+startDocument40 pagesMaxxforce+v 9+10+crank+no+startVeterano del Camino100% (3)
- D155A-2 # 57001 Up SEBM018602 PDFDocument462 pagesD155A-2 # 57001 Up SEBM018602 PDFJoko Sukariono100% (6)
- Volvo 06-05Document128 pagesVolvo 06-05Veterano del Camino100% (4)
- Abs BendixDocument72 pagesAbs BendixVeterano del CaminoNo ratings yet
- ISX 871 Flywheel RunoutDocument13 pagesISX 871 Flywheel RunoutJ.T. NoneyaNo ratings yet
- 003-004 Overhead Set: General InformationDocument16 pages003-004 Overhead Set: General InformationIgoen YandriNo ratings yet
- FLC Cummins Celect PlusDocument18 pagesFLC Cummins Celect PlusАндрей100% (1)
- Schematic - 389 Model Family Electrical P94-6074 A 01Document1 pageSchematic - 389 Model Family Electrical P94-6074 A 01MANUEL VICTORNo ratings yet
- 850-029 ISX, QSX Static Timing WedgeDocument6 pages850-029 ISX, QSX Static Timing WedgeDaniel OstapovichNo ratings yet
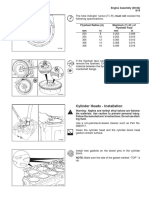
- n14 Cylinder Head InstallationDocument3 pagesn14 Cylinder Head InstallationOumarba KamandaNo ratings yet
- EngineTorqueSpecs - International MaxxForce DT 9 10 - 2010Document2 pagesEngineTorqueSpecs - International MaxxForce DT 9 10 - 2010P Gl100% (1)
- Eaton Fault Code Index AutoShift™ Gen3Document1 pageEaton Fault Code Index AutoShift™ Gen3pedro luisNo ratings yet
- ® ™ Bendix EC 80 ATC Controller Bendix EC 80 ABS ControllerDocument44 pages® ™ Bendix EC 80 ATC Controller Bendix EC 80 ABS ControllerIrvin RojasNo ratings yet
- Trucks Mechanic Only: Additions, Revisions, or UpdatesDocument8 pagesTrucks Mechanic Only: Additions, Revisions, or UpdatesLUIS CONDORI100% (1)
- Detroit Diesel dd15Document3 pagesDetroit Diesel dd15Ionut-alexandru Iordache100% (1)
- TT00041 - Injector Sleeve Installation On 2008 - 2017 Detroit DieselDocument2 pagesTT00041 - Injector Sleeve Installation On 2008 - 2017 Detroit DieselIonut-alexandru Iordache100% (1)
- Calibracion Inyector n3 Ddec VDocument6 pagesCalibracion Inyector n3 Ddec VJosue Juaniquina LucanaNo ratings yet
- Earthquip Detroit 2017 CatalogDocument58 pagesEarthquip Detroit 2017 CatalogvjdmNo ratings yet
- Manuel Dentretien ABS Camion EC 60 BENDIXDocument44 pagesManuel Dentretien ABS Camion EC 60 BENDIXUlises FloresNo ratings yet
- Mack - All Engines (2003 & Older VMAC III) .VMAC III (E-Tech)Document6 pagesMack - All Engines (2003 & Older VMAC III) .VMAC III (E-Tech)fernandoNo ratings yet
- Turbina DDC 15Document7 pagesTurbina DDC 15Raul Gerardo Delatour CarreroNo ratings yet
- Eaton Clutch Selector Chart Technical Data Sheet enDocument2 pagesEaton Clutch Selector Chart Technical Data Sheet enEramsey70100% (1)
- Jacobs Brake 790,795,797Document4 pagesJacobs Brake 790,795,797Franci Meza33% (3)
- Adjust The Valves and N3 Fuel Injector Settings As Follows:: Series 60 Service ManualDocument4 pagesAdjust The Valves and N3 Fuel Injector Settings As Follows:: Series 60 Service ManualJavier Leyva Yuco100% (1)
- Body Builders Guide PDFDocument216 pagesBody Builders Guide PDFvo phuongNo ratings yet
- Connecting Rod PDFDocument9 pagesConnecting Rod PDFvictoverNo ratings yet
- Additions, Revisions, or Updates: Subject DateDocument10 pagesAdditions, Revisions, or Updates: Subject DateEduardo TorresNo ratings yet
- Axial Power Turbine (09TS13)Document2 pagesAxial Power Turbine (09TS13)ПавелNo ratings yet
- Fuel RailDocument1 pageFuel RailsidhuNo ratings yet
- Valve Lash C15 AccertDocument5 pagesValve Lash C15 AccertDominick TalaricoNo ratings yet
- No.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Document9 pagesNo.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Gutierrez EfrainNo ratings yet
- 4971108Document6 pages4971108Massahiro FilhoNo ratings yet
- Detroid SERIES 60 PDFDocument10 pagesDetroid SERIES 60 PDFaliyyaNo ratings yet
- Cummins - ISX15 CM2250 (2010-12)Document6 pagesCummins - ISX15 CM2250 (2010-12)Olvin OrtizNo ratings yet
- Delete Cancel Egr DPF SCR Adblue Regeneration SystemDocument3 pagesDelete Cancel Egr DPF SCR Adblue Regeneration SystemScribdTranslations100% (2)
- Cummins Jake BrakeDocument7 pagesCummins Jake BrakerowanNo ratings yet
- GM Powertrain 6.6 L l5p Engine Features SpecificationsDocument2 pagesGM Powertrain 6.6 L l5p Engine Features SpecificationsZuskerNo ratings yet
- Fro 16210BDocument34 pagesFro 16210Bnetemma97No ratings yet
- Bendix Service DataDocument28 pagesBendix Service DataJoe DavisNo ratings yet
- Fro 16210C 0510Document36 pagesFro 16210C 0510adriano_kma100% (2)
- Cummins CELECT Electronic Injector PartsDocument6 pagesCummins CELECT Electronic Injector PartsRoussel Florez ZuloagaNo ratings yet
- In-Frame Overhaul Procedure: 3406E & C-15 Diesel Truck Engines Engine DesignDocument2 pagesIn-Frame Overhaul Procedure: 3406E & C-15 Diesel Truck Engines Engine Design李文琪100% (1)
- Ajuste de Tren de EngranesDocument9 pagesAjuste de Tren de Engranessinger50100% (1)
- Rtoc 16909a 0711Document36 pagesRtoc 16909a 0711Олег КоваленкоNo ratings yet
- Section 1.13 Gear Case Exhaust Gas Recirculation (EGR) ModelDocument10 pagesSection 1.13 Gear Case Exhaust Gas Recirculation (EGR) ModeldanyNo ratings yet
- Mack Maxitorque Es 10 Speed Transmission t310Document3 pagesMack Maxitorque Es 10 Speed Transmission t310Octavio Bellido100% (1)
- Detroit S60 SpecsDocument2 pagesDetroit S60 Specsgrgramm50% (2)
- Mbe900 EhDocument1 pageMbe900 EhRaul Ivan Delgado MelendezNo ratings yet
- 1127 Mid Stop Counterbore CuttingDocument7 pages1127 Mid Stop Counterbore Cuttingralph arisNo ratings yet
- Allison Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyFrom EverandAllison Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyRating: 5 out of 5 stars5/5 (1)
- Using The 374-3473 Gear Segment Tool For Setting The Cam Gear Backlash On 3406E, 3456, C15, C16Document9 pagesUsing The 374-3473 Gear Segment Tool For Setting The Cam Gear Backlash On 3406E, 3456, C15, C16Veterano del CaminoNo ratings yet
- Multiplex Buses PDFDocument125 pagesMultiplex Buses PDFVeterano del Camino100% (1)
- Evans Install Procedure 2011 Navistar Max Force 13L Ver 05nov2012Document9 pagesEvans Install Procedure 2011 Navistar Max Force 13L Ver 05nov2012Veterano del CaminoNo ratings yet
- SB 10057203 1444Document5 pagesSB 10057203 1444Veterano del CaminoNo ratings yet
- Tmo 1033 PDFDocument86 pagesTmo 1033 PDFVeterano del Camino100% (4)
- Ddec V VanhoolDocument30 pagesDdec V VanhoolVeterano del Camino100% (1)
- ProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Document353 pagesProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Justo Paniagua Champa93% (14)
- Etechnician LMT Application Users Guide PDFDocument96 pagesEtechnician LMT Application Users Guide PDFVeterano del CaminoNo ratings yet
- Quantitative Investment - Momentum ScoringDocument7 pagesQuantitative Investment - Momentum Scoringquantum19812001No ratings yet
- Thermal Physics NotesDocument23 pagesThermal Physics NotesDanyal ShakeelNo ratings yet
- Theoretical Analysis of Vacuum Evacuation in Viscous Flow and Its ApplicationsDocument7 pagesTheoretical Analysis of Vacuum Evacuation in Viscous Flow and Its ApplicationsMansi Shah ShroffNo ratings yet
- Hyundai h1 AjustesDocument22 pagesHyundai h1 AjustesJesús AraizaNo ratings yet
- JsonDocument71 pagesJsonSegundo Fidel Puerto GaravitoNo ratings yet
- Applications of Stack: Expression EvaluationDocument4 pagesApplications of Stack: Expression EvaluationibraNo ratings yet
- OIR Test Part 1Document25 pagesOIR Test Part 1Avanindra Nayak100% (1)
- Permutations CombinationsDocument8 pagesPermutations CombinationsaryanmcywaliaNo ratings yet
- Openedge Abl Develop Soap ClientsDocument70 pagesOpenedge Abl Develop Soap ClientsLucas BicalhoNo ratings yet
- Seminar ReportDocument15 pagesSeminar ReportAbhishek PradhanNo ratings yet
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To InformationIndira BanerjeeNo ratings yet
- Thermal Recovery Method GDocument34 pagesThermal Recovery Method Gmahmud masudNo ratings yet
- SR - No Names Dates Signature: Name - Karuna Gaikwad Roll No. - 7248Document3 pagesSR - No Names Dates Signature: Name - Karuna Gaikwad Roll No. - 7248nisha chaturvediNo ratings yet
- Mathematical Methods in Engineering and EconomicsDocument177 pagesMathematical Methods in Engineering and EconomicsMuhamad Afiq RosnanNo ratings yet
- Eric Rassin - Case Studies in Legal Psychology - Psychological Perspectives On Criminal Evidence-Springer (2023)Document161 pagesEric Rassin - Case Studies in Legal Psychology - Psychological Perspectives On Criminal Evidence-Springer (2023)rpc0601No ratings yet
- Poster Template - 2Document1 pagePoster Template - 2Mai EkafNo ratings yet
- Professional Competency: Resources Used in Defining Competency GuidelinesDocument19 pagesProfessional Competency: Resources Used in Defining Competency GuidelinesRaul Dolo QuinonesNo ratings yet
- Baseline Processing ReportDocument21 pagesBaseline Processing ReportneedmorebooksNo ratings yet
- GPS User ManualDocument11 pagesGPS User ManualBert De BorjaNo ratings yet
- Goldengate12 2 X Cert Matrix 2769360Document18 pagesGoldengate12 2 X Cert Matrix 2769360repakulakishoreNo ratings yet
- CBP Math Module1111Document42 pagesCBP Math Module1111Ernest LarotinNo ratings yet
- Gokmen2019 Article SeismicBehaviorOfAutoclavedAerDocument26 pagesGokmen2019 Article SeismicBehaviorOfAutoclavedAerSoumyojit DeyNo ratings yet
- Tempus Lab ManualDocument24 pagesTempus Lab ManualNishanth GowdaNo ratings yet
- Man MachineDocument4 pagesMan MachineAngel Mae PalasNo ratings yet
- Kelompok 9 Nama: Rifa Kamilia (1314618002) Rita Septia NR. (1314618015) Muhammad Amanda. (1314618034)Document4 pagesKelompok 9 Nama: Rifa Kamilia (1314618002) Rita Septia NR. (1314618015) Muhammad Amanda. (1314618034)Rifa KamelliaNo ratings yet
- Structural Design-Part One-Board ProblemsDocument10 pagesStructural Design-Part One-Board ProblemsaivanNo ratings yet
- Transition Metal 4Document4 pagesTransition Metal 4Sushant ShahNo ratings yet
- CEMDEF40 Module 14 - Shear Stress in BeamsDocument8 pagesCEMDEF40 Module 14 - Shear Stress in Beamsengrrrr100% (1)






































































































Download as pdf or txt
You might also like
- Diagrama Electronico DT466Document2 pagesDiagrama Electronico DT466Aldo Fran Vargas82% (22)
- X15 Cm2350 X114B - Efficiency Series Wiring Diagram: KeyswitchDocument1 pageX15 Cm2350 X114B - Efficiency Series Wiring Diagram: KeyswitchVeterano del Camino100% (15)
- X15 Cm2350 X116B - Performance Series Wiring Diagram: Positive NegativeDocument1 pageX15 Cm2350 X116B - Performance Series Wiring Diagram: Positive NegativeVeterano del Camino100% (12)
- Mann, Peter - Lagrangian & Hamiltonian Dynamics (2018, Oxford University Press) PDFDocument553 pagesMann, Peter - Lagrangian & Hamiltonian Dynamics (2018, Oxford University Press) PDFpepe100% (5)
- Series 60 - Section 1.11 Gear Case Cover Exhaust Gas Recirculation (EGR) ModelDocument14 pagesSeries 60 - Section 1.11 Gear Case Cover Exhaust Gas Recirculation (EGR) ModelJuan RiveraNo ratings yet
- Aftertreatment Diesel Particulate Filter - Excessive Automatic And/or Stationary RegenerationDocument4 pagesAftertreatment Diesel Particulate Filter - Excessive Automatic And/or Stationary RegenerationelvishernandezNo ratings yet
- Service Manual: Electrical SystemDocument70 pagesService Manual: Electrical SystemCarlos Mauricio Amorocho Castellanos100% (2)
- 3122 ISX CM570 CM870 CM871 Static Injection Timing MeasureDocument7 pages3122 ISX CM570 CM870 CM871 Static Injection Timing Measureralph aris100% (1)
- 379 Peterbuilt Heater-AcDocument2 pages379 Peterbuilt Heater-AcKeith Vest100% (2)
- 2013-01-28 203445 International Fault Codes Eges350 DTCDocument8 pages2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoNo ratings yet
- Gen 5 DD15 Platform Workshop Manual (DDC-SVC-MAN-0215)Document7 pagesGen 5 DD15 Platform Workshop Manual (DDC-SVC-MAN-0215)freddy100% (1)
- Thermodynamic-BasicDocument136 pagesThermodynamic-BasicAhmad Abdullahi TijjaniNo ratings yet
- MK - @MSITStore - C - OCSI - QuickServe 2016 OfflineDVD InstalleDocument24 pagesMK - @MSITStore - C - OCSI - QuickServe 2016 OfflineDVD InstalleTocxoan Tocxoan100% (2)
- Fault Code 1718 Engine Misfire For Multiple Cylinders - Condition ExistsDocument6 pagesFault Code 1718 Engine Misfire For Multiple Cylinders - Condition ExistsAhmedmahNo ratings yet
- Revision de Codigo 1139, 1145Document8 pagesRevision de Codigo 1139, 1145OlivaresM.EmanuelNo ratings yet
- RTLO-16913A Eaton FullerDocument40 pagesRTLO-16913A Eaton FullerAlvaro Escalona Gtz100% (5)
- Ajuste de Valvulas PDFDocument8 pagesAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- Conexiones ElectricasDocument150 pagesConexiones ElectricasARMANDO HERNANDEZ0% (1)
- The Complete DDEC Reports, HectorDocument79 pagesThe Complete DDEC Reports, HectorJorge Antonio Saldaña RosalesNo ratings yet
- X15 Cm2350 X116B - Performance Series Wiring DiagramDocument1 pageX15 Cm2350 X116B - Performance Series Wiring DiagramVeterano del Camino100% (3)
- X15 Cm2350 X116B - Performance Series Wiring DiagramDocument1 pageX15 Cm2350 X116B - Performance Series Wiring DiagramVeterano del Camino100% (3)
- Maxxforce+v 9+10+crank+no+startDocument40 pagesMaxxforce+v 9+10+crank+no+startVeterano del Camino100% (3)
- D155A-2 # 57001 Up SEBM018602 PDFDocument462 pagesD155A-2 # 57001 Up SEBM018602 PDFJoko Sukariono100% (6)
- Volvo 06-05Document128 pagesVolvo 06-05Veterano del Camino100% (4)
- Abs BendixDocument72 pagesAbs BendixVeterano del CaminoNo ratings yet
- ISX 871 Flywheel RunoutDocument13 pagesISX 871 Flywheel RunoutJ.T. NoneyaNo ratings yet
- 003-004 Overhead Set: General InformationDocument16 pages003-004 Overhead Set: General InformationIgoen YandriNo ratings yet
- FLC Cummins Celect PlusDocument18 pagesFLC Cummins Celect PlusАндрей100% (1)
- Schematic - 389 Model Family Electrical P94-6074 A 01Document1 pageSchematic - 389 Model Family Electrical P94-6074 A 01MANUEL VICTORNo ratings yet
- 850-029 ISX, QSX Static Timing WedgeDocument6 pages850-029 ISX, QSX Static Timing WedgeDaniel OstapovichNo ratings yet
- n14 Cylinder Head InstallationDocument3 pagesn14 Cylinder Head InstallationOumarba KamandaNo ratings yet
- EngineTorqueSpecs - International MaxxForce DT 9 10 - 2010Document2 pagesEngineTorqueSpecs - International MaxxForce DT 9 10 - 2010P Gl100% (1)
- Eaton Fault Code Index AutoShift™ Gen3Document1 pageEaton Fault Code Index AutoShift™ Gen3pedro luisNo ratings yet
- ® ™ Bendix EC 80 ATC Controller Bendix EC 80 ABS ControllerDocument44 pages® ™ Bendix EC 80 ATC Controller Bendix EC 80 ABS ControllerIrvin RojasNo ratings yet
- Trucks Mechanic Only: Additions, Revisions, or UpdatesDocument8 pagesTrucks Mechanic Only: Additions, Revisions, or UpdatesLUIS CONDORI100% (1)
- Detroit Diesel dd15Document3 pagesDetroit Diesel dd15Ionut-alexandru Iordache100% (1)
- TT00041 - Injector Sleeve Installation On 2008 - 2017 Detroit DieselDocument2 pagesTT00041 - Injector Sleeve Installation On 2008 - 2017 Detroit DieselIonut-alexandru Iordache100% (1)
- Calibracion Inyector n3 Ddec VDocument6 pagesCalibracion Inyector n3 Ddec VJosue Juaniquina LucanaNo ratings yet
- Earthquip Detroit 2017 CatalogDocument58 pagesEarthquip Detroit 2017 CatalogvjdmNo ratings yet
- Manuel Dentretien ABS Camion EC 60 BENDIXDocument44 pagesManuel Dentretien ABS Camion EC 60 BENDIXUlises FloresNo ratings yet
- Mack - All Engines (2003 & Older VMAC III) .VMAC III (E-Tech)Document6 pagesMack - All Engines (2003 & Older VMAC III) .VMAC III (E-Tech)fernandoNo ratings yet
- Turbina DDC 15Document7 pagesTurbina DDC 15Raul Gerardo Delatour CarreroNo ratings yet
- Eaton Clutch Selector Chart Technical Data Sheet enDocument2 pagesEaton Clutch Selector Chart Technical Data Sheet enEramsey70100% (1)
- Jacobs Brake 790,795,797Document4 pagesJacobs Brake 790,795,797Franci Meza33% (3)
- Adjust The Valves and N3 Fuel Injector Settings As Follows:: Series 60 Service ManualDocument4 pagesAdjust The Valves and N3 Fuel Injector Settings As Follows:: Series 60 Service ManualJavier Leyva Yuco100% (1)
- Body Builders Guide PDFDocument216 pagesBody Builders Guide PDFvo phuongNo ratings yet
- Connecting Rod PDFDocument9 pagesConnecting Rod PDFvictoverNo ratings yet
- Additions, Revisions, or Updates: Subject DateDocument10 pagesAdditions, Revisions, or Updates: Subject DateEduardo TorresNo ratings yet
- Axial Power Turbine (09TS13)Document2 pagesAxial Power Turbine (09TS13)ПавелNo ratings yet
- Fuel RailDocument1 pageFuel RailsidhuNo ratings yet
- Valve Lash C15 AccertDocument5 pagesValve Lash C15 AccertDominick TalaricoNo ratings yet
- No.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Document9 pagesNo.: 04 TS-43Rev3: Detroit Diesel 13400 Outer Drive, West / Detroit, Michigan 48239-4001Gutierrez EfrainNo ratings yet
- 4971108Document6 pages4971108Massahiro FilhoNo ratings yet
- Detroid SERIES 60 PDFDocument10 pagesDetroid SERIES 60 PDFaliyyaNo ratings yet
- Cummins - ISX15 CM2250 (2010-12)Document6 pagesCummins - ISX15 CM2250 (2010-12)Olvin OrtizNo ratings yet
- Delete Cancel Egr DPF SCR Adblue Regeneration SystemDocument3 pagesDelete Cancel Egr DPF SCR Adblue Regeneration SystemScribdTranslations100% (2)
- Cummins Jake BrakeDocument7 pagesCummins Jake BrakerowanNo ratings yet
- GM Powertrain 6.6 L l5p Engine Features SpecificationsDocument2 pagesGM Powertrain 6.6 L l5p Engine Features SpecificationsZuskerNo ratings yet
- Fro 16210BDocument34 pagesFro 16210Bnetemma97No ratings yet
- Bendix Service DataDocument28 pagesBendix Service DataJoe DavisNo ratings yet
- Fro 16210C 0510Document36 pagesFro 16210C 0510adriano_kma100% (2)
- Cummins CELECT Electronic Injector PartsDocument6 pagesCummins CELECT Electronic Injector PartsRoussel Florez ZuloagaNo ratings yet
- In-Frame Overhaul Procedure: 3406E & C-15 Diesel Truck Engines Engine DesignDocument2 pagesIn-Frame Overhaul Procedure: 3406E & C-15 Diesel Truck Engines Engine Design李文琪100% (1)
- Ajuste de Tren de EngranesDocument9 pagesAjuste de Tren de Engranessinger50100% (1)
- Rtoc 16909a 0711Document36 pagesRtoc 16909a 0711Олег КоваленкоNo ratings yet
- Section 1.13 Gear Case Exhaust Gas Recirculation (EGR) ModelDocument10 pagesSection 1.13 Gear Case Exhaust Gas Recirculation (EGR) ModeldanyNo ratings yet
- Mack Maxitorque Es 10 Speed Transmission t310Document3 pagesMack Maxitorque Es 10 Speed Transmission t310Octavio Bellido100% (1)
- Detroit S60 SpecsDocument2 pagesDetroit S60 Specsgrgramm50% (2)
- Mbe900 EhDocument1 pageMbe900 EhRaul Ivan Delgado MelendezNo ratings yet
- 1127 Mid Stop Counterbore CuttingDocument7 pages1127 Mid Stop Counterbore Cuttingralph arisNo ratings yet
- Allison Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyFrom EverandAllison Transmissions: How to Rebuild & Modify: How to Rebuild & ModifyRating: 5 out of 5 stars5/5 (1)
- Using The 374-3473 Gear Segment Tool For Setting The Cam Gear Backlash On 3406E, 3456, C15, C16Document9 pagesUsing The 374-3473 Gear Segment Tool For Setting The Cam Gear Backlash On 3406E, 3456, C15, C16Veterano del CaminoNo ratings yet
- Multiplex Buses PDFDocument125 pagesMultiplex Buses PDFVeterano del Camino100% (1)
- Evans Install Procedure 2011 Navistar Max Force 13L Ver 05nov2012Document9 pagesEvans Install Procedure 2011 Navistar Max Force 13L Ver 05nov2012Veterano del CaminoNo ratings yet
- SB 10057203 1444Document5 pagesSB 10057203 1444Veterano del CaminoNo ratings yet
- Tmo 1033 PDFDocument86 pagesTmo 1033 PDFVeterano del Camino100% (4)
- Ddec V VanhoolDocument30 pagesDdec V VanhoolVeterano del Camino100% (1)
- ProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Document353 pagesProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Justo Paniagua Champa93% (14)
- Etechnician LMT Application Users Guide PDFDocument96 pagesEtechnician LMT Application Users Guide PDFVeterano del CaminoNo ratings yet
- Quantitative Investment - Momentum ScoringDocument7 pagesQuantitative Investment - Momentum Scoringquantum19812001No ratings yet
- Thermal Physics NotesDocument23 pagesThermal Physics NotesDanyal ShakeelNo ratings yet
- Theoretical Analysis of Vacuum Evacuation in Viscous Flow and Its ApplicationsDocument7 pagesTheoretical Analysis of Vacuum Evacuation in Viscous Flow and Its ApplicationsMansi Shah ShroffNo ratings yet
- Hyundai h1 AjustesDocument22 pagesHyundai h1 AjustesJesús AraizaNo ratings yet
- JsonDocument71 pagesJsonSegundo Fidel Puerto GaravitoNo ratings yet
- Applications of Stack: Expression EvaluationDocument4 pagesApplications of Stack: Expression EvaluationibraNo ratings yet
- OIR Test Part 1Document25 pagesOIR Test Part 1Avanindra Nayak100% (1)
- Permutations CombinationsDocument8 pagesPermutations CombinationsaryanmcywaliaNo ratings yet
- Openedge Abl Develop Soap ClientsDocument70 pagesOpenedge Abl Develop Soap ClientsLucas BicalhoNo ratings yet
- Seminar ReportDocument15 pagesSeminar ReportAbhishek PradhanNo ratings yet
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To InformationIndira BanerjeeNo ratings yet
- Thermal Recovery Method GDocument34 pagesThermal Recovery Method Gmahmud masudNo ratings yet
- SR - No Names Dates Signature: Name - Karuna Gaikwad Roll No. - 7248Document3 pagesSR - No Names Dates Signature: Name - Karuna Gaikwad Roll No. - 7248nisha chaturvediNo ratings yet
- Mathematical Methods in Engineering and EconomicsDocument177 pagesMathematical Methods in Engineering and EconomicsMuhamad Afiq RosnanNo ratings yet
- Eric Rassin - Case Studies in Legal Psychology - Psychological Perspectives On Criminal Evidence-Springer (2023)Document161 pagesEric Rassin - Case Studies in Legal Psychology - Psychological Perspectives On Criminal Evidence-Springer (2023)rpc0601No ratings yet
- Poster Template - 2Document1 pagePoster Template - 2Mai EkafNo ratings yet
- Professional Competency: Resources Used in Defining Competency GuidelinesDocument19 pagesProfessional Competency: Resources Used in Defining Competency GuidelinesRaul Dolo QuinonesNo ratings yet
- Baseline Processing ReportDocument21 pagesBaseline Processing ReportneedmorebooksNo ratings yet
- GPS User ManualDocument11 pagesGPS User ManualBert De BorjaNo ratings yet
- Goldengate12 2 X Cert Matrix 2769360Document18 pagesGoldengate12 2 X Cert Matrix 2769360repakulakishoreNo ratings yet
- CBP Math Module1111Document42 pagesCBP Math Module1111Ernest LarotinNo ratings yet
- Gokmen2019 Article SeismicBehaviorOfAutoclavedAerDocument26 pagesGokmen2019 Article SeismicBehaviorOfAutoclavedAerSoumyojit DeyNo ratings yet
- Tempus Lab ManualDocument24 pagesTempus Lab ManualNishanth GowdaNo ratings yet
- Man MachineDocument4 pagesMan MachineAngel Mae PalasNo ratings yet
- Kelompok 9 Nama: Rifa Kamilia (1314618002) Rita Septia NR. (1314618015) Muhammad Amanda. (1314618034)Document4 pagesKelompok 9 Nama: Rifa Kamilia (1314618002) Rita Septia NR. (1314618015) Muhammad Amanda. (1314618034)Rifa KamelliaNo ratings yet
- Structural Design-Part One-Board ProblemsDocument10 pagesStructural Design-Part One-Board ProblemsaivanNo ratings yet
- Transition Metal 4Document4 pagesTransition Metal 4Sushant ShahNo ratings yet
- CEMDEF40 Module 14 - Shear Stress in BeamsDocument8 pagesCEMDEF40 Module 14 - Shear Stress in Beamsengrrrr100% (1)