Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 2015 - Commercial - M Cubed Technologies, Inc - Aluminum Alloy Reinforced With Ceramic ParticlesDocument2 pages2015 - Commercial - M Cubed Technologies, Inc - Aluminum Alloy Reinforced With Ceramic ParticlesMahmood KhanNo ratings yet
- InvoisDocument54 pagesInvoisAnonymous Ff1qA9RLCNo ratings yet
- 2006 - Abrasive Wear of Al2O3 Particle Reinforced 2024 Aluminium Alloy Composites Fabricated by Vortex Method - M. KökDocument8 pages2006 - Abrasive Wear of Al2O3 Particle Reinforced 2024 Aluminium Alloy Composites Fabricated by Vortex Method - M. KökMahmood KhanNo ratings yet
- Metal Matrix Composites Focus On Alloys and Lattice Dynamics - Suzanne N. FitzgeraldDocument140 pagesMetal Matrix Composites Focus On Alloys and Lattice Dynamics - Suzanne N. FitzgeraldMahmood KhanNo ratings yet
- 2006 - Characterization of Iron Aluminides Formed in Situ in An Aluminium Matrix Composite - Anita Olszówka-MyalskaDocument5 pages2006 - Characterization of Iron Aluminides Formed in Situ in An Aluminium Matrix Composite - Anita Olszówka-MyalskaMahmood KhanNo ratings yet
- (Alfred Rudin (Auth.) ) Solutions Manual For The ElDocument61 pages(Alfred Rudin (Auth.) ) Solutions Manual For The ElMahmood KhanNo ratings yet
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDocument8 pages1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanNo ratings yet
- 2000 - Chemical Preparation of Aluminum Borate Whiskers - I. E. Gönenli, A. C. TasDocument8 pages2000 - Chemical Preparation of Aluminum Borate Whiskers - I. E. Gönenli, A. C. TasMahmood KhanNo ratings yet
- In Situ MG Si/Al-Si Composite Modified by K Tif: Y.G. Zhao, Q.D. Qin, Y.Q. Zhao, Y.H. Liang, Q.C. JiangDocument3 pagesIn Situ MG Si/Al-Si Composite Modified by K Tif: Y.G. Zhao, Q.D. Qin, Y.Q. Zhao, Y.H. Liang, Q.C. JiangMahmood KhanNo ratings yet
- 2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolDocument4 pages2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolMahmood KhanNo ratings yet
- 2012 - Wear Behavior of Fiber-Reinforced Aluminum Alloy Composites - Krzysztof NaplochaDocument4 pages2012 - Wear Behavior of Fiber-Reinforced Aluminum Alloy Composites - Krzysztof NaplochaMahmood KhanNo ratings yet
- 2006 - Metal Matrix Composites Roadmap - National Composite Network PDFDocument30 pages2006 - Metal Matrix Composites Roadmap - National Composite Network PDFMahmood KhanNo ratings yet
- Potassium - Fluorotitanate - Materials Safety Data SheetDocument7 pagesPotassium - Fluorotitanate - Materials Safety Data SheetMahmood KhanNo ratings yet
- 20xx - Presentation - Nuclear and Activation Issues For SiCSiC Composites - Laila El-GuebalyDocument17 pages20xx - Presentation - Nuclear and Activation Issues For SiCSiC Composites - Laila El-GuebalyMahmood KhanNo ratings yet
- Changes/Amendments in Astm E309-95 and E309-11 Along With Relevant Bpi In-Practice/Corrective ActionsDocument2 pagesChanges/Amendments in Astm E309-95 and E309-11 Along With Relevant Bpi In-Practice/Corrective ActionsMahmood KhanNo ratings yet
- 20xx - Aluminum Composites in Aerospace Applications - Venkatesan SundararajanDocument5 pages20xx - Aluminum Composites in Aerospace Applications - Venkatesan SundararajanMahmood KhanNo ratings yet
- 2002 - The Influence of Oxygen Impurities On The Formation of AlN-Al Composite by Infiltration - S Swaminathan B Srinivasa RaoDocument6 pages2002 - The Influence of Oxygen Impurities On The Formation of AlN-Al Composite by Infiltration - S Swaminathan B Srinivasa RaoMahmood KhanNo ratings yet
- 2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitDocument4 pages2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitMahmood KhanNo ratings yet
- 2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengDocument4 pages2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengMahmood KhanNo ratings yet
- Metal Matrix Composites Global StrategicDocument9 pagesMetal Matrix Composites Global StrategicMahmood KhanNo ratings yet
- 2013 - Metal Matrix Composites Via PM Routes - Jill E. ErbrickDocument7 pages2013 - Metal Matrix Composites Via PM Routes - Jill E. ErbrickMahmood KhanNo ratings yet
- Qiao Hua 201604 PHDDocument175 pagesQiao Hua 201604 PHDshahin azNo ratings yet
- Bms Assignment 1Document28 pagesBms Assignment 1Aakarshit JainNo ratings yet
- QW 453Document1 pageQW 453Waqas WaqasNo ratings yet
- Guidelines For Treatment of Galvanized Cooling Towers To Prevent White RustDocument8 pagesGuidelines For Treatment of Galvanized Cooling Towers To Prevent White RustSivakumar Selvaraj100% (1)
- Modular Platform: Frytop Elettrico N900 Electric Frytop N900Document4 pagesModular Platform: Frytop Elettrico N900 Electric Frytop N900Yasin ElaswadNo ratings yet
- TRADEJINI MCX Margin File For 16/07/2021: BullionsDocument3 pagesTRADEJINI MCX Margin File For 16/07/2021: BullionsmavenNo ratings yet
- ASTM F621-12 Standard Specification For Stainless Steel Forgings For Surgical ImplantsDocument4 pagesASTM F621-12 Standard Specification For Stainless Steel Forgings For Surgical ImplantsEleanorNo ratings yet
- 113-CEN Metallic and Other Inorganic Coatings - CEN TC 262Document8 pages113-CEN Metallic and Other Inorganic Coatings - CEN TC 262IndraNo ratings yet
- Heat Treatment of Plain Carbon SteelDocument12 pagesHeat Treatment of Plain Carbon Steelweda walata heduwaNo ratings yet
- Brass Cz108-Cw508L Sheet: SpecificationsDocument1 pageBrass Cz108-Cw508L Sheet: SpecificationsSuhas AnanthaNo ratings yet
- Jis Standard Steel PDFDocument5 pagesJis Standard Steel PDFMochammad Zaki NasrullohNo ratings yet
- Welding Consumables-Cast IronDocument9 pagesWelding Consumables-Cast IronKuldeep RatnuNo ratings yet
- 02 Samss 005Document15 pages02 Samss 005Cherukunnon JubuNo ratings yet
- Handout - Gold OreDocument30 pagesHandout - Gold OreHikmal NasutionNo ratings yet
- Astm A 240-2020Document12 pagesAstm A 240-2020Mohammed AliNo ratings yet
- Sfa 5.8 Sfa 5.8MDocument26 pagesSfa 5.8 Sfa 5.8MSarvesh Mishra100% (1)
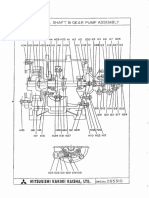
- Mitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorDocument3 pagesMitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorSergei KurpishNo ratings yet
- Foaming IndexDocument5 pagesFoaming Indexsaibal_silNo ratings yet
- Corrosion of Metals in Wood 20180304Document9 pagesCorrosion of Metals in Wood 20180304toddNo ratings yet
- DXCDDocument302 pagesDXCDPankajNo ratings yet
- ADI - A Perfect Engineering MaterialDocument12 pagesADI - A Perfect Engineering MaterialVS SaravananNo ratings yet
- Group 1 - Assignment 2Document7 pagesGroup 1 - Assignment 2manikanta nagaNo ratings yet
- Internship Report1Document10 pagesInternship Report1sabihNo ratings yet
- Brochure: Continuous Length Flexible ConduitDocument6 pagesBrochure: Continuous Length Flexible Conduitqdod_waffiNo ratings yet
- ReportDocument3 pagesReportShamRock CasasNo ratings yet
- Microstructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsDocument8 pagesMicrostructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsKaushik SenguptaNo ratings yet
- Liners and Wearates10 - 4 AskoDocument12 pagesLiners and Wearates10 - 4 AskoSos de HoyosNo ratings yet
- What Are Cermets PDFDocument5 pagesWhat Are Cermets PDFKamranNo ratings yet
- Electron Configuration of All ElementsDocument5 pagesElectron Configuration of All ElementsAnne VillarealNo ratings yet