
POPO FISH MURUKU PRODUCT ANALYSIS T
POPO FISH MURUKU PRODUCT ANALYSIS T
You might also like
- 005.c Appendix 5 - GRS Chemical Use Declaration FormDocument1 page005.c Appendix 5 - GRS Chemical Use Declaration FormTian TiNo ratings yet
- Power Point-Traceability TrainingDocument36 pagesPower Point-Traceability TrainingGreatman Charles100% (1)
- In Defense of The FalsiloquiumDocument13 pagesIn Defense of The FalsiloquiumScott Sullivan100% (1)
- HACCP & Hygiene in Honey ProductionDocument103 pagesHACCP & Hygiene in Honey ProductionTudoseVladNo ratings yet
- Development of HACCP Protocols For The Production ofDocument48 pagesDevelopment of HACCP Protocols For The Production ofAdapa Prabhakara Gandhi100% (1)
- FrankfurtersDocument38 pagesFrankfurtersAnamaria Blaga Petrean50% (2)
- PRP 5.7 StorageDocument2 pagesPRP 5.7 StorageJoe ClarkeNo ratings yet
- Lab Report 4 - Group 6Document15 pagesLab Report 4 - Group 6ClarisshaNo ratings yet
- Determination of Total Anthocyanin & Evaluation of Its Chemical PropertiesDocument20 pagesDetermination of Total Anthocyanin & Evaluation of Its Chemical PropertiesClarisshaNo ratings yet
- Work Method Statement For Directional DrillingDocument3 pagesWork Method Statement For Directional Drillingnice hossainNo ratings yet
- Rekod Pemegang Sijil Haccp 07042014Document54 pagesRekod Pemegang Sijil Haccp 07042014ShinLang ShinBoo100% (1)
- Internal Training of Record Keeping and Monitoring CCPDocument23 pagesInternal Training of Record Keeping and Monitoring CCPHas platiniumNo ratings yet
- Food Regulation in IndonesiaDocument7 pagesFood Regulation in IndonesiadedewNo ratings yet
- Assignment Food Safety Regulation: Topic: Potato ChipsDocument8 pagesAssignment Food Safety Regulation: Topic: Potato Chipsinfo tamilNo ratings yet
- Letter HalalDocument21 pagesLetter HalalAmar FaridNo ratings yet
- Manual HaccpDocument5 pagesManual Haccpaugustroj0% (1)
- Haccp Sop VersionDocument9 pagesHaccp Sop Version1myjesus1No ratings yet
- Neogen - Effective Testing Components of An Environmental Monitoring Program PDFDocument12 pagesNeogen - Effective Testing Components of An Environmental Monitoring Program PDFAngga PrasetyoNo ratings yet
- 2.appointment Letter & Roles DescriptionDocument10 pages2.appointment Letter & Roles DescriptionHas platiniumNo ratings yet
- Haccp Matrix Fish SeasoningDocument5 pagesHaccp Matrix Fish SeasoningRindu KinantiNo ratings yet
- 05 Food Safety Plan Template and Sample For FSCODocument4 pages05 Food Safety Plan Template and Sample For FSCOTeacher JoanNo ratings yet
- BAP - Sampling & Testing Requirements - SPS 5.1 Farmed - Issue 2.1 - 30-March-2022Document6 pagesBAP - Sampling & Testing Requirements - SPS 5.1 Farmed - Issue 2.1 - 30-March-2022PATRICIA SABORIONo ratings yet
- UrlDocument42 pagesUrlmaraki998100% (1)
- CodexDocument53 pagesCodexYustinus Selis ToronNo ratings yet
- Borang Permohonan Skim HACCPDocument3 pagesBorang Permohonan Skim HACCPChan Chee LeongNo ratings yet
- FoSTaC Milk and Milk Product Advance ManufacturingDocument100 pagesFoSTaC Milk and Milk Product Advance ManufacturingHarsh PatelNo ratings yet
- Salt Large Internal Monitoring QAQCDocument28 pagesSalt Large Internal Monitoring QAQCHenok DireNo ratings yet
- FAO Herbs and Spice ProductsDocument10 pagesFAO Herbs and Spice ProductsUsman CheemaNo ratings yet
- FOOD-DEFENSEDocument45 pagesFOOD-DEFENSEMaria Fe DiazNo ratings yet
- EXP 3 DesignDocument52 pagesEXP 3 DesignnasuhaNo ratings yet
- A154858 Allergen CODEX - 2020 CXC 080eDocument20 pagesA154858 Allergen CODEX - 2020 CXC 080eMiquelinaNo ratings yet
- HALAL Compliant Certificate, June 2013-1Document1 pageHALAL Compliant Certificate, June 2013-1Atal Tamara SetiawanNo ratings yet
- Checklist For BAP-farmDocument8 pagesChecklist For BAP-farmAnilZapate100% (1)
- Halal Certification of Insect-Based Food A CritiqueDocument13 pagesHalal Certification of Insect-Based Food A CritiqueAhmadNo ratings yet
- Modelo HACCP Canada Alimentos Acidificados PicklesDocument27 pagesModelo HACCP Canada Alimentos Acidificados PicklesMayra Sahonero Luizaga100% (2)
- HCCP Halal Risk Control & Has ReviewDocument5 pagesHCCP Halal Risk Control & Has ReviewnasuhaNo ratings yet
- Haccp GMPDocument12 pagesHaccp GMPBudi SusantoNo ratings yet
- TC 218661-Vrbg-Gelose EN 110909Document2 pagesTC 218661-Vrbg-Gelose EN 110909dijana9No ratings yet
- Raw Material Hazard Analysis PDFDocument1 pageRaw Material Hazard Analysis PDFalan_boscoNo ratings yet
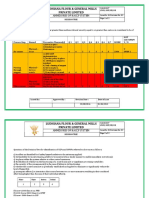
- Ludhiana Flour & General Mills Private Limited: Annexures of Haccp SystemDocument2 pagesLudhiana Flour & General Mills Private Limited: Annexures of Haccp SystemMilan BankNo ratings yet
- NCC-IMS-FM-05-02 - OPRP Control Chart Is7.0Document9 pagesNCC-IMS-FM-05-02 - OPRP Control Chart Is7.0baseimNo ratings yet
- Parker - Compressed Air For Food GMPsDocument8 pagesParker - Compressed Air For Food GMPsXavierNo ratings yet
- PRP 10.3 Allergen Control SystemDocument3 pagesPRP 10.3 Allergen Control SystemAnggerNo ratings yet
- FishCrustFarm Issue 2 App Rev 5 November 2016 PT 2Document12 pagesFishCrustFarm Issue 2 App Rev 5 November 2016 PT 2DeddyKurniawanNo ratings yet
- Review On Hazard Analysis and Critical Control PoiDocument17 pagesReview On Hazard Analysis and Critical Control PoiMutiaraniNo ratings yet
- Haccp PDFDocument13 pagesHaccp PDFAnil Kumar SinghNo ratings yet
- Sample SOP - Personal HygeineDocument1 pageSample SOP - Personal HygeineAHMAD FIRDAUS ILIASNo ratings yet
- Audit Execution in Internal Halal Auditing PDFDocument34 pagesAudit Execution in Internal Halal Auditing PDFChristy BrownNo ratings yet
- Additives GSO PDFDocument294 pagesAdditives GSO PDFAdeesha DeshanNo ratings yet
- Shelf Life Study Procedure For Validation and NewDocument3 pagesShelf Life Study Procedure For Validation and NewResearchNo ratings yet
- 12 Haccp Baking PDFDocument32 pages12 Haccp Baking PDFMuzammal FarooqNo ratings yet
- 348 38 Application of The HACCP System During TDocument13 pages348 38 Application of The HACCP System During TJayashri chitteNo ratings yet
- Guidance Document Sixth Edition Version 6.1 PDFDocument130 pagesGuidance Document Sixth Edition Version 6.1 PDFJobanny AlvaradoNo ratings yet
- FSPCA FSPlan Template 2017 01 07 - With CommentsDocument12 pagesFSPCA FSPlan Template 2017 01 07 - With CommentsJose Luis ContrerasNo ratings yet
- Goodrich SOPDocument51 pagesGoodrich SOPShikha DhakreNo ratings yet
- fssc22000 Features v3.2 2015 PDFDocument16 pagesfssc22000 Features v3.2 2015 PDFApple Sirinart ThaNo ratings yet
- (PRPS) ListDocument9 pages(PRPS) ListDeepak MoreNo ratings yet
- QS-4-025, Issue 01, HACCP TeamDocument4 pagesQS-4-025, Issue 01, HACCP Teamsajid waqas100% (1)
- Model FoodSec Plan ProcessingDocument23 pagesModel FoodSec Plan ProcessingJorge Gregorio SeguraNo ratings yet
- SOP For Receiving The Samples in Microbiology LabDocument3 pagesSOP For Receiving The Samples in Microbiology LabSolomonNo ratings yet
- Annex 3B. Guidelines: Vulnerability Assessment and Critical Control Point Work Sheet 1: Guidelines and Definitions: The VACCP SystemDocument2 pagesAnnex 3B. Guidelines: Vulnerability Assessment and Critical Control Point Work Sheet 1: Guidelines and Definitions: The VACCP SystemcarlaNo ratings yet
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- TASK - Nutrisoya (Business Plan)Document11 pagesTASK - Nutrisoya (Business Plan)Parul BishnoiNo ratings yet
- Determination of Effectiveness of Various Emulsifying Agents in Dispersion SystemDocument12 pagesDetermination of Effectiveness of Various Emulsifying Agents in Dispersion SystemClarisshaNo ratings yet
- Full Lab Report 1Document9 pagesFull Lab Report 1ClarisshaNo ratings yet
- Sambuena, Jayson Sambuena, Jayson: Patricia B. Remigio Raygie P. Sabalbarino Patricia B. Remigio Raygie P. SabalbarinoDocument2 pagesSambuena, Jayson Sambuena, Jayson: Patricia B. Remigio Raygie P. Sabalbarino Patricia B. Remigio Raygie P. SabalbarinojaysonNo ratings yet
- Prepared By: P2Lt Joyce Angeline D Valencia NCDocument23 pagesPrepared By: P2Lt Joyce Angeline D Valencia NCJoan ErbelecNo ratings yet
- Satellite Communication NotesDocument17 pagesSatellite Communication NotesAkhil RajuNo ratings yet
- CES522 A 02 - Topic 2a - 3. ShearDocument7 pagesCES522 A 02 - Topic 2a - 3. ShearAizuddinNo ratings yet
- A Marriage Proposal by Anton ChekovDocument2 pagesA Marriage Proposal by Anton ChekovJade MBNo ratings yet
- HuaweiDocument84 pagesHuaweiJainiti PrasadNo ratings yet
- Barto Thesis 2020Document34 pagesBarto Thesis 2020Arjun Chitradurga RamachandraRaoNo ratings yet
- Brgy Health Center ProposalDocument8 pagesBrgy Health Center ProposalChristian Joseph Beringuel NietesNo ratings yet
- Gramsci and HegemonyDocument9 pagesGramsci and HegemonyAbdelhak SaddikNo ratings yet
- The Chemistry of Essential Oils and Artificial Perfumes IIDocument370 pagesThe Chemistry of Essential Oils and Artificial Perfumes IIKenan CengicNo ratings yet
- Bi LevelargerhgrthDocument74 pagesBi LevelargerhgrthshotorbariNo ratings yet
- Daaa 1 IntroductionDocument33 pagesDaaa 1 IntroductionNathan ReedNo ratings yet
- MCNW2820 ThinkBook 16p Gen 4 v041423Document131 pagesMCNW2820 ThinkBook 16p Gen 4 v041423james cabrezosNo ratings yet
- Performance Appraisal at Jindal Brothers Pvt. LTD: A Dissertation Report ONDocument50 pagesPerformance Appraisal at Jindal Brothers Pvt. LTD: A Dissertation Report ONAvinash ThakurNo ratings yet
- Modern Drummer 1994Document132 pagesModern Drummer 1994michi.drum1602No ratings yet
- Project Based Learning (PBL) : Jammu University 2 Year B.Ed. Paper 202/3 Sem: IIDocument19 pagesProject Based Learning (PBL) : Jammu University 2 Year B.Ed. Paper 202/3 Sem: IIvaldemarsilvaNo ratings yet
- Rapid Reserver PDFDocument2 pagesRapid Reserver PDFSime ToddNo ratings yet
- Mendiola ScriptDocument25 pagesMendiola ScriptAila Obrero MendiolaNo ratings yet
- GX71 GX51 PDFDocument18 pagesGX71 GX51 PDFRepresentaciones y Distribuciones FALNo ratings yet
- Science Quiz BeeDocument4 pagesScience Quiz BeeLyno ReyNo ratings yet
- Laporan MekanikDocument23 pagesLaporan MekanikNofrinto FloryNo ratings yet
- Course Syllabus: L&S 126 Strategy Formulation First Semester SY 2012 - 2013 Instructors & ScheduleDocument5 pagesCourse Syllabus: L&S 126 Strategy Formulation First Semester SY 2012 - 2013 Instructors & ScheduleJullie Kaye Frias DiamanteNo ratings yet
- A Miniaturized Dual-Band Implantable Antenna System For Medical ApplicationsDocument5 pagesA Miniaturized Dual-Band Implantable Antenna System For Medical Applicationsrajesh yadavNo ratings yet
- Ntroduction: Dr. Hammad Iqbal SheraziDocument14 pagesNtroduction: Dr. Hammad Iqbal SherazisamoleNo ratings yet
- 6MF28320AA00 Datasheet enDocument2 pages6MF28320AA00 Datasheet enLeandro PlácidoNo ratings yet
- The Rebel: by D.J.EnrightDocument20 pagesThe Rebel: by D.J.EnrightNandini kNo ratings yet
- India Data Center OpportunityDocument7 pagesIndia Data Center OpportunitysharatjuturNo ratings yet
- 1 s2.0 S0196890417302509 MainDocument11 pages1 s2.0 S0196890417302509 MainCHELIN_2305No ratings yet



























































































Download as docx, pdf, or txt
You might also like
- 005.c Appendix 5 - GRS Chemical Use Declaration FormDocument1 page005.c Appendix 5 - GRS Chemical Use Declaration FormTian TiNo ratings yet
- Power Point-Traceability TrainingDocument36 pagesPower Point-Traceability TrainingGreatman Charles100% (1)
- In Defense of The FalsiloquiumDocument13 pagesIn Defense of The FalsiloquiumScott Sullivan100% (1)
- HACCP & Hygiene in Honey ProductionDocument103 pagesHACCP & Hygiene in Honey ProductionTudoseVladNo ratings yet
- Development of HACCP Protocols For The Production ofDocument48 pagesDevelopment of HACCP Protocols For The Production ofAdapa Prabhakara Gandhi100% (1)
- FrankfurtersDocument38 pagesFrankfurtersAnamaria Blaga Petrean50% (2)
- PRP 5.7 StorageDocument2 pagesPRP 5.7 StorageJoe ClarkeNo ratings yet
- Lab Report 4 - Group 6Document15 pagesLab Report 4 - Group 6ClarisshaNo ratings yet
- Determination of Total Anthocyanin & Evaluation of Its Chemical PropertiesDocument20 pagesDetermination of Total Anthocyanin & Evaluation of Its Chemical PropertiesClarisshaNo ratings yet
- Work Method Statement For Directional DrillingDocument3 pagesWork Method Statement For Directional Drillingnice hossainNo ratings yet
- Rekod Pemegang Sijil Haccp 07042014Document54 pagesRekod Pemegang Sijil Haccp 07042014ShinLang ShinBoo100% (1)
- Internal Training of Record Keeping and Monitoring CCPDocument23 pagesInternal Training of Record Keeping and Monitoring CCPHas platiniumNo ratings yet
- Food Regulation in IndonesiaDocument7 pagesFood Regulation in IndonesiadedewNo ratings yet
- Assignment Food Safety Regulation: Topic: Potato ChipsDocument8 pagesAssignment Food Safety Regulation: Topic: Potato Chipsinfo tamilNo ratings yet
- Letter HalalDocument21 pagesLetter HalalAmar FaridNo ratings yet
- Manual HaccpDocument5 pagesManual Haccpaugustroj0% (1)
- Haccp Sop VersionDocument9 pagesHaccp Sop Version1myjesus1No ratings yet
- Neogen - Effective Testing Components of An Environmental Monitoring Program PDFDocument12 pagesNeogen - Effective Testing Components of An Environmental Monitoring Program PDFAngga PrasetyoNo ratings yet
- 2.appointment Letter & Roles DescriptionDocument10 pages2.appointment Letter & Roles DescriptionHas platiniumNo ratings yet
- Haccp Matrix Fish SeasoningDocument5 pagesHaccp Matrix Fish SeasoningRindu KinantiNo ratings yet
- 05 Food Safety Plan Template and Sample For FSCODocument4 pages05 Food Safety Plan Template and Sample For FSCOTeacher JoanNo ratings yet
- BAP - Sampling & Testing Requirements - SPS 5.1 Farmed - Issue 2.1 - 30-March-2022Document6 pagesBAP - Sampling & Testing Requirements - SPS 5.1 Farmed - Issue 2.1 - 30-March-2022PATRICIA SABORIONo ratings yet
- UrlDocument42 pagesUrlmaraki998100% (1)
- CodexDocument53 pagesCodexYustinus Selis ToronNo ratings yet
- Borang Permohonan Skim HACCPDocument3 pagesBorang Permohonan Skim HACCPChan Chee LeongNo ratings yet
- FoSTaC Milk and Milk Product Advance ManufacturingDocument100 pagesFoSTaC Milk and Milk Product Advance ManufacturingHarsh PatelNo ratings yet
- Salt Large Internal Monitoring QAQCDocument28 pagesSalt Large Internal Monitoring QAQCHenok DireNo ratings yet
- FAO Herbs and Spice ProductsDocument10 pagesFAO Herbs and Spice ProductsUsman CheemaNo ratings yet
- FOOD-DEFENSEDocument45 pagesFOOD-DEFENSEMaria Fe DiazNo ratings yet
- EXP 3 DesignDocument52 pagesEXP 3 DesignnasuhaNo ratings yet
- A154858 Allergen CODEX - 2020 CXC 080eDocument20 pagesA154858 Allergen CODEX - 2020 CXC 080eMiquelinaNo ratings yet
- HALAL Compliant Certificate, June 2013-1Document1 pageHALAL Compliant Certificate, June 2013-1Atal Tamara SetiawanNo ratings yet
- Checklist For BAP-farmDocument8 pagesChecklist For BAP-farmAnilZapate100% (1)
- Halal Certification of Insect-Based Food A CritiqueDocument13 pagesHalal Certification of Insect-Based Food A CritiqueAhmadNo ratings yet
- Modelo HACCP Canada Alimentos Acidificados PicklesDocument27 pagesModelo HACCP Canada Alimentos Acidificados PicklesMayra Sahonero Luizaga100% (2)
- HCCP Halal Risk Control & Has ReviewDocument5 pagesHCCP Halal Risk Control & Has ReviewnasuhaNo ratings yet
- Haccp GMPDocument12 pagesHaccp GMPBudi SusantoNo ratings yet
- TC 218661-Vrbg-Gelose EN 110909Document2 pagesTC 218661-Vrbg-Gelose EN 110909dijana9No ratings yet
- Raw Material Hazard Analysis PDFDocument1 pageRaw Material Hazard Analysis PDFalan_boscoNo ratings yet
- Ludhiana Flour & General Mills Private Limited: Annexures of Haccp SystemDocument2 pagesLudhiana Flour & General Mills Private Limited: Annexures of Haccp SystemMilan BankNo ratings yet
- NCC-IMS-FM-05-02 - OPRP Control Chart Is7.0Document9 pagesNCC-IMS-FM-05-02 - OPRP Control Chart Is7.0baseimNo ratings yet
- Parker - Compressed Air For Food GMPsDocument8 pagesParker - Compressed Air For Food GMPsXavierNo ratings yet
- PRP 10.3 Allergen Control SystemDocument3 pagesPRP 10.3 Allergen Control SystemAnggerNo ratings yet
- FishCrustFarm Issue 2 App Rev 5 November 2016 PT 2Document12 pagesFishCrustFarm Issue 2 App Rev 5 November 2016 PT 2DeddyKurniawanNo ratings yet
- Review On Hazard Analysis and Critical Control PoiDocument17 pagesReview On Hazard Analysis and Critical Control PoiMutiaraniNo ratings yet
- Haccp PDFDocument13 pagesHaccp PDFAnil Kumar SinghNo ratings yet
- Sample SOP - Personal HygeineDocument1 pageSample SOP - Personal HygeineAHMAD FIRDAUS ILIASNo ratings yet
- Audit Execution in Internal Halal Auditing PDFDocument34 pagesAudit Execution in Internal Halal Auditing PDFChristy BrownNo ratings yet
- Additives GSO PDFDocument294 pagesAdditives GSO PDFAdeesha DeshanNo ratings yet
- Shelf Life Study Procedure For Validation and NewDocument3 pagesShelf Life Study Procedure For Validation and NewResearchNo ratings yet
- 12 Haccp Baking PDFDocument32 pages12 Haccp Baking PDFMuzammal FarooqNo ratings yet
- 348 38 Application of The HACCP System During TDocument13 pages348 38 Application of The HACCP System During TJayashri chitteNo ratings yet
- Guidance Document Sixth Edition Version 6.1 PDFDocument130 pagesGuidance Document Sixth Edition Version 6.1 PDFJobanny AlvaradoNo ratings yet
- FSPCA FSPlan Template 2017 01 07 - With CommentsDocument12 pagesFSPCA FSPlan Template 2017 01 07 - With CommentsJose Luis ContrerasNo ratings yet
- Goodrich SOPDocument51 pagesGoodrich SOPShikha DhakreNo ratings yet
- fssc22000 Features v3.2 2015 PDFDocument16 pagesfssc22000 Features v3.2 2015 PDFApple Sirinart ThaNo ratings yet
- (PRPS) ListDocument9 pages(PRPS) ListDeepak MoreNo ratings yet
- QS-4-025, Issue 01, HACCP TeamDocument4 pagesQS-4-025, Issue 01, HACCP Teamsajid waqas100% (1)
- Model FoodSec Plan ProcessingDocument23 pagesModel FoodSec Plan ProcessingJorge Gregorio SeguraNo ratings yet
- SOP For Receiving The Samples in Microbiology LabDocument3 pagesSOP For Receiving The Samples in Microbiology LabSolomonNo ratings yet
- Annex 3B. Guidelines: Vulnerability Assessment and Critical Control Point Work Sheet 1: Guidelines and Definitions: The VACCP SystemDocument2 pagesAnnex 3B. Guidelines: Vulnerability Assessment and Critical Control Point Work Sheet 1: Guidelines and Definitions: The VACCP SystemcarlaNo ratings yet
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- TASK - Nutrisoya (Business Plan)Document11 pagesTASK - Nutrisoya (Business Plan)Parul BishnoiNo ratings yet
- Determination of Effectiveness of Various Emulsifying Agents in Dispersion SystemDocument12 pagesDetermination of Effectiveness of Various Emulsifying Agents in Dispersion SystemClarisshaNo ratings yet
- Full Lab Report 1Document9 pagesFull Lab Report 1ClarisshaNo ratings yet
- Sambuena, Jayson Sambuena, Jayson: Patricia B. Remigio Raygie P. Sabalbarino Patricia B. Remigio Raygie P. SabalbarinoDocument2 pagesSambuena, Jayson Sambuena, Jayson: Patricia B. Remigio Raygie P. Sabalbarino Patricia B. Remigio Raygie P. SabalbarinojaysonNo ratings yet
- Prepared By: P2Lt Joyce Angeline D Valencia NCDocument23 pagesPrepared By: P2Lt Joyce Angeline D Valencia NCJoan ErbelecNo ratings yet
- Satellite Communication NotesDocument17 pagesSatellite Communication NotesAkhil RajuNo ratings yet
- CES522 A 02 - Topic 2a - 3. ShearDocument7 pagesCES522 A 02 - Topic 2a - 3. ShearAizuddinNo ratings yet
- A Marriage Proposal by Anton ChekovDocument2 pagesA Marriage Proposal by Anton ChekovJade MBNo ratings yet
- HuaweiDocument84 pagesHuaweiJainiti PrasadNo ratings yet
- Barto Thesis 2020Document34 pagesBarto Thesis 2020Arjun Chitradurga RamachandraRaoNo ratings yet
- Brgy Health Center ProposalDocument8 pagesBrgy Health Center ProposalChristian Joseph Beringuel NietesNo ratings yet
- Gramsci and HegemonyDocument9 pagesGramsci and HegemonyAbdelhak SaddikNo ratings yet
- The Chemistry of Essential Oils and Artificial Perfumes IIDocument370 pagesThe Chemistry of Essential Oils and Artificial Perfumes IIKenan CengicNo ratings yet
- Bi LevelargerhgrthDocument74 pagesBi LevelargerhgrthshotorbariNo ratings yet
- Daaa 1 IntroductionDocument33 pagesDaaa 1 IntroductionNathan ReedNo ratings yet
- MCNW2820 ThinkBook 16p Gen 4 v041423Document131 pagesMCNW2820 ThinkBook 16p Gen 4 v041423james cabrezosNo ratings yet
- Performance Appraisal at Jindal Brothers Pvt. LTD: A Dissertation Report ONDocument50 pagesPerformance Appraisal at Jindal Brothers Pvt. LTD: A Dissertation Report ONAvinash ThakurNo ratings yet
- Modern Drummer 1994Document132 pagesModern Drummer 1994michi.drum1602No ratings yet
- Project Based Learning (PBL) : Jammu University 2 Year B.Ed. Paper 202/3 Sem: IIDocument19 pagesProject Based Learning (PBL) : Jammu University 2 Year B.Ed. Paper 202/3 Sem: IIvaldemarsilvaNo ratings yet
- Rapid Reserver PDFDocument2 pagesRapid Reserver PDFSime ToddNo ratings yet
- Mendiola ScriptDocument25 pagesMendiola ScriptAila Obrero MendiolaNo ratings yet
- GX71 GX51 PDFDocument18 pagesGX71 GX51 PDFRepresentaciones y Distribuciones FALNo ratings yet
- Science Quiz BeeDocument4 pagesScience Quiz BeeLyno ReyNo ratings yet
- Laporan MekanikDocument23 pagesLaporan MekanikNofrinto FloryNo ratings yet
- Course Syllabus: L&S 126 Strategy Formulation First Semester SY 2012 - 2013 Instructors & ScheduleDocument5 pagesCourse Syllabus: L&S 126 Strategy Formulation First Semester SY 2012 - 2013 Instructors & ScheduleJullie Kaye Frias DiamanteNo ratings yet
- A Miniaturized Dual-Band Implantable Antenna System For Medical ApplicationsDocument5 pagesA Miniaturized Dual-Band Implantable Antenna System For Medical Applicationsrajesh yadavNo ratings yet
- Ntroduction: Dr. Hammad Iqbal SheraziDocument14 pagesNtroduction: Dr. Hammad Iqbal SherazisamoleNo ratings yet
- 6MF28320AA00 Datasheet enDocument2 pages6MF28320AA00 Datasheet enLeandro PlácidoNo ratings yet
- The Rebel: by D.J.EnrightDocument20 pagesThe Rebel: by D.J.EnrightNandini kNo ratings yet
- India Data Center OpportunityDocument7 pagesIndia Data Center OpportunitysharatjuturNo ratings yet
- 1 s2.0 S0196890417302509 MainDocument11 pages1 s2.0 S0196890417302509 MainCHELIN_2305No ratings yet