Download as pdf or txt
You might also like
- Parametric Finite Element Model of AIRBUS Engine Pylon With MSC - PatranDocument9 pagesParametric Finite Element Model of AIRBUS Engine Pylon With MSC - Patranventus45No ratings yet
- AWS CWI Part A T2Document24 pagesAWS CWI Part A T2Lala Bhai50% (2)
- A Study of Power Transmission PolesDocument22 pagesA Study of Power Transmission PolesVioleta LeonNo ratings yet
- PagoluSreenivasaRao HariSankarVanka 48 PDFDocument8 pagesPagoluSreenivasaRao HariSankarVanka 48 PDFRavinder ReddyNo ratings yet
- VTT R 01177 17Document27 pagesVTT R 01177 17Joseph BookerNo ratings yet
- Irjet V8i4487Document13 pagesIrjet V8i4487Saravanan SolutionsNo ratings yet
- Stress Analysis of Mast Structure For Water-Well Drilling MachineDocument8 pagesStress Analysis of Mast Structure For Water-Well Drilling MachineBruno Santos100% (1)
- Static Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSDocument7 pagesStatic Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSCristian JavierNo ratings yet
- Cable Sheath Loss Reduction Strategy Research Based On The Coupled Line ModelDocument9 pagesCable Sheath Loss Reduction Strategy Research Based On The Coupled Line ModeleduardoNo ratings yet
- Design of Box Girder Bridge by Transverse Analysis (BS 5400)Document9 pagesDesign of Box Girder Bridge by Transverse Analysis (BS 5400)Rey Balza TornoNo ratings yet
- Design and Manufacturing of A Non-Standard Chain Parts For A Scraper Chain Conveyor - A Case StudyDocument7 pagesDesign and Manufacturing of A Non-Standard Chain Parts For A Scraper Chain Conveyor - A Case StudyMohammed GamilNo ratings yet
- Optimal Design of Welded I-Beam of Slewing Pillar Jib Crane: IMK-14 - Istrazivanje I Razvoj December 2018Document9 pagesOptimal Design of Welded I-Beam of Slewing Pillar Jib Crane: IMK-14 - Istrazivanje I Razvoj December 2018Türk saldırma sanayiNo ratings yet
- Numero 59 Art 13Document16 pagesNumero 59 Art 13mulualemNo ratings yet
- A5 CornicDocument9 pagesA5 CornichakimNo ratings yet
- Release Notes Csi Bridge 2016 V 1820Document16 pagesRelease Notes Csi Bridge 2016 V 1820Ihab El AghouryNo ratings yet
- 149 Crash NCDocument5 pages149 Crash NCBrhane TeklayNo ratings yet
- Reliability Study of Distributor Valve ADocument2 pagesReliability Study of Distributor Valve ABakas TorikoNo ratings yet
- A Study of Power Transmission Poles PDFDocument22 pagesA Study of Power Transmission Poles PDFanup waghmareNo ratings yet
- Advantages of Monopole Transmission Tower With New Generation ConductorsDocument12 pagesAdvantages of Monopole Transmission Tower With New Generation ConductorsshivaNo ratings yet
- Outfitting & Deck MachineryDocument8 pagesOutfitting & Deck MachineryJEORJENo ratings yet
- Bhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachDocument5 pagesBhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachGogyNo ratings yet
- Design Analysis of Barrel CouplingDocument5 pagesDesign Analysis of Barrel CouplingBruno SantosNo ratings yet
- PRECO English PDFDocument119 pagesPRECO English PDFAmal HajarNo ratings yet
- Design of Hydromechanical Component For Sustainability of Hydropower Structures: A Case Study of Bifurcation For Daraudi Khola Hydropower Project, NepalDocument10 pagesDesign of Hydromechanical Component For Sustainability of Hydropower Structures: A Case Study of Bifurcation For Daraudi Khola Hydropower Project, NepalRaviKoiralaNo ratings yet
- ReleasenotesDocument35 pagesReleasenotesdenise_rosales_1No ratings yet
- J Proeng 2018 02 059Document14 pagesJ Proeng 2018 02 059Majed NesrineNo ratings yet
- Synthetic Mooring Ropes For Marine Renewable EnergyDocument14 pagesSynthetic Mooring Ropes For Marine Renewable EnergyantonioNo ratings yet
- J Engfailanal 2017 05 027Document14 pagesJ Engfailanal 2017 05 027firas.abd.alwahed.syrNo ratings yet
- Abstract:: Design Modification and Analysis of V6 Engine Mounting BracketDocument7 pagesAbstract:: Design Modification and Analysis of V6 Engine Mounting BracketInternational Journal of Engineering and TechniquesNo ratings yet
- Reliability Engineering and System Safety: Sara Bressi, Jo Ao Santos, Massimo LosaDocument17 pagesReliability Engineering and System Safety: Sara Bressi, Jo Ao Santos, Massimo LosaMarcellina ChyntiaNo ratings yet
- Application of Numerical Optimization To Aluminum Alloy Wheel CastingDocument9 pagesApplication of Numerical Optimization To Aluminum Alloy Wheel Castingmehrdad abdolahhiNo ratings yet
- CC 3421872189Document3 pagesCC 3421872189IJMERNo ratings yet
- Dynamic Analysis of An Extradosed Bridge: International Journal of Advance Engineering and Research DevelopmentDocument6 pagesDynamic Analysis of An Extradosed Bridge: International Journal of Advance Engineering and Research DevelopmentJebin SebastianNo ratings yet
- Definitive Guidelines On The Use of Different Rail Grades XINNOTRACK Deliverable Report D4. 1.5GLxDocument46 pagesDefinitive Guidelines On The Use of Different Rail Grades XINNOTRACK Deliverable Report D4. 1.5GLxMaркo ДеурићNo ratings yet
- Genetic Algorithms-Based Optimization of Cable Stayed BridgesDocument8 pagesGenetic Algorithms-Based Optimization of Cable Stayed BridgesAbelardo Campos LunaNo ratings yet
- Investigation of Knuckle Joint and Its Importance - A Literature Case Study PDFDocument9 pagesInvestigation of Knuckle Joint and Its Importance - A Literature Case Study PDFsanjeev105No ratings yet
- Iijme 2014 10 20 10Document6 pagesIijme 2014 10 20 10International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Cend 202000015Document12 pagesCend 202000015Rui MatosNo ratings yet
- ReleaseNotes PDFDocument10 pagesReleaseNotes PDFJohn Franklin Ramos MamaniNo ratings yet
- Recent Developments in Pantograph-Catenary Interaction Modelling and AnalysisDocument31 pagesRecent Developments in Pantograph-Catenary Interaction Modelling and AnalysisAli Osman SarnıkNo ratings yet
- Journal Paper: STRESS ANALYSIS OF THREADED FASTENER UNDER TWO DIFFERENT BOLTED JOINT CONFIGURATIONSDocument5 pagesJournal Paper: STRESS ANALYSIS OF THREADED FASTENER UNDER TWO DIFFERENT BOLTED JOINT CONFIGURATIONSkhalil ShNo ratings yet
- Ijett V38P253 PDFDocument7 pagesIjett V38P253 PDFKaustubh DwivediNo ratings yet
- MM Torp D19033 RP 013 R2Document33 pagesMM Torp D19033 RP 013 R2K Divakara Rao100% (1)
- CIGRE-Session 2010 Papers On B3 - SubstationsDocument73 pagesCIGRE-Session 2010 Papers On B3 - Substationsamits.bhelNo ratings yet
- 2016 - On The Optimization of Material Usage in Powerchasparis2016Document6 pages2016 - On The Optimization of Material Usage in Powerchasparis2016Viviane CalixtoNo ratings yet
- Scia ScaffoldingDocument35 pagesScia ScaffoldingIvan Ivanovski0% (1)
- Release Notes Csi Bridge V 2210Document10 pagesRelease Notes Csi Bridge V 2210hichem titouNo ratings yet
- Articol CablajDocument11 pagesArticol CablajAlexandra NeculaiNo ratings yet
- Saludes, Soviet Raven G.: Value EngineeringDocument4 pagesSaludes, Soviet Raven G.: Value EngineeringMichaella De LeonNo ratings yet
- 2006 Bridge Pircher PDFDocument10 pages2006 Bridge Pircher PDFReenu VermaNo ratings yet
- Simpro - Task 2-1 - : Guide Rail Optimization by IsightDocument24 pagesSimpro - Task 2-1 - : Guide Rail Optimization by Isightkikokiko KarimNo ratings yet
- Surrogate-Based Fragility Analysis and Probabilistic Optimisation of Cable-Stayed Bridges Subject To Seismic LoadsDocument22 pagesSurrogate-Based Fragility Analysis and Probabilistic Optimisation of Cable-Stayed Bridges Subject To Seismic LoadsyzzyitzyNo ratings yet
- Cecchel2019 Article ApplicationOfLaserMetalDepositDocument12 pagesCecchel2019 Article ApplicationOfLaserMetalDeposithassan ghorbaniNo ratings yet
- Electronics 12 01281Document14 pagesElectronics 12 01281Агил АхмедовNo ratings yet
- Rheinberger Steven MFDocument87 pagesRheinberger Steven MFAshin VargheseNo ratings yet
- Design and Analysis of Skid Frame For Pumping StationDocument6 pagesDesign and Analysis of Skid Frame For Pumping StationtizioNo ratings yet
- Ab Power Cable AnalysisDocument2 pagesAb Power Cable AnalysisBahadır AkbalNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- The Importance of Sleepers Spacing in RailwaysDocument15 pagesThe Importance of Sleepers Spacing in RailwaysPatrick Macedo100% (1)
- PDF 163423 89729Document13 pagesPDF 163423 89729teddygg468No ratings yet
- Ali Navid, Shahram Khalilarya, Mohammad Abbasi: Review ArticleDocument19 pagesAli Navid, Shahram Khalilarya, Mohammad Abbasi: Review ArticleAngel FajmNo ratings yet
- Full Length Article: SciencedirectDocument20 pagesFull Length Article: SciencedirectAngel FajmNo ratings yet
- Full Length Article: SciencedirectDocument10 pagesFull Length Article: SciencedirectAngel FajmNo ratings yet
- Full Length Article: SciencedirectDocument9 pagesFull Length Article: SciencedirectAngel FajmNo ratings yet
- Aerospace Science and Technology: A. Viglietti, E. Zappino, E. CarreraDocument12 pagesAerospace Science and Technology: A. Viglietti, E. Zappino, E. CarreraAngel FajmNo ratings yet
- Theme - Transport: 2nd & 3rdDocument4 pagesTheme - Transport: 2nd & 3rdAngel FajmNo ratings yet
- Full Length Article: SciencedirectDocument13 pagesFull Length Article: SciencedirectAngel FajmNo ratings yet
- Journal of Sound and Vibration: Gang Wang, Ahmet UnalDocument15 pagesJournal of Sound and Vibration: Gang Wang, Ahmet UnalAngel FajmNo ratings yet
- Journal of Sound and Vibration: Ricardo Perez, X.Q. Wang, Marc P. MignoletDocument18 pagesJournal of Sound and Vibration: Ricardo Perez, X.Q. Wang, Marc P. MignoletAngel FajmNo ratings yet
- International Journal of Non-Linear Mechanics: X.Q. Wang, Gregory P. Phlipot, Ricardo A. Perez, Marc P. MignoletDocument7 pagesInternational Journal of Non-Linear Mechanics: X.Q. Wang, Gregory P. Phlipot, Ricardo A. Perez, Marc P. MignoletAngel FajmNo ratings yet
- High Surface Area Stainless Steel Brushes As Cathodes in Microbial Electrolysis CellsDocument5 pagesHigh Surface Area Stainless Steel Brushes As Cathodes in Microbial Electrolysis CellsAngel FajmNo ratings yet
- Land Air Water: NameDocument2 pagesLand Air Water: NameAngel FajmNo ratings yet
- Non-Linear Finite Element Modelling of An Integrally Stiffened Composite PanelDocument6 pagesNon-Linear Finite Element Modelling of An Integrally Stiffened Composite PanelAngel FajmNo ratings yet
- Promotional Effect of Rare Earths and Transition Metals in The Combustion of Diesel Soot Over Ceo and Ceo - ZroDocument8 pagesPromotional Effect of Rare Earths and Transition Metals in The Combustion of Diesel Soot Over Ceo and Ceo - ZroAngel FajmNo ratings yet
- Hjhy 6dcvb GGDocument10 pagesHjhy 6dcvb GGAngel FajmNo ratings yet
- 87982s Sasd12saDocument17 pages87982s Sasd12saAngel FajmNo ratings yet
- Potential Rare Earth Modified Ceo Catalysts For Soot Oxidation I. Characterisation and Catalytic Activity With ODocument12 pagesPotential Rare Earth Modified Ceo Catalysts For Soot Oxidation I. Characterisation and Catalytic Activity With OAngel FajmNo ratings yet
- Biodiesel From Waste Frying Oil. Two Step Process Using Acidified Sio For Esterification StepDocument7 pagesBiodiesel From Waste Frying Oil. Two Step Process Using Acidified Sio For Esterification StepAngel FajmNo ratings yet
- Energy: S. Jaichandar, K. AnnamalaiDocument10 pagesEnergy: S. Jaichandar, K. AnnamalaiAngel FajmNo ratings yet
- Erinç Uludamar, Erdi Tosun, Kadir Aydın: ArticleinfoDocument8 pagesErinç Uludamar, Erdi Tosun, Kadir Aydın: ArticleinfoAngel FajmNo ratings yet
- bhggfr55d FFFDocument8 pagesbhggfr55d FFFAngel FajmNo ratings yet
- Impact of Fischer Etropsch and Biodiesel Fuels On Trade-Offs Between Pollutant Emissions and Combustion Noise in Diesel EnginesDocument12 pagesImpact of Fischer Etropsch and Biodiesel Fuels On Trade-Offs Between Pollutant Emissions and Combustion Noise in Diesel EnginesAngel FajmNo ratings yet
- Zhi Wang, Li Li, Jianxin Wang, Rolf D. Reitz: HighlightsDocument9 pagesZhi Wang, Li Li, Jianxin Wang, Rolf D. Reitz: HighlightsAngel FajmNo ratings yet
- Enzymatic Production of Biodiesel From Jatropha Oil: A Comparative Study of Immobilized-Whole Cell and Commercial Lipases As A BiocatalystDocument5 pagesEnzymatic Production of Biodiesel From Jatropha Oil: A Comparative Study of Immobilized-Whole Cell and Commercial Lipases As A BiocatalystAngel FajmNo ratings yet
- Combustion and Flame: Maurin Salamanca, Fanor Mondragón, Jhon Ramiro Agudelo, Pedro Benjumea, Alexander SantamaríaDocument9 pagesCombustion and Flame: Maurin Salamanca, Fanor Mondragón, Jhon Ramiro Agudelo, Pedro Benjumea, Alexander SantamaríaAngel FajmNo ratings yet
- Tribology International: Mihir Patel, Cristy Leonor Azanza Ricardo, Paolo Scardi, Pranesh B. AswathDocument11 pagesTribology International: Mihir Patel, Cristy Leonor Azanza Ricardo, Paolo Scardi, Pranesh B. AswathAngel FajmNo ratings yet
- Waste Management: Grisel Corro, Nallely Sánchez, Umapada Pal, Fortino BañuelosDocument9 pagesWaste Management: Grisel Corro, Nallely Sánchez, Umapada Pal, Fortino BañuelosAngel FajmNo ratings yet
- Applied Acoustics: Ahmad Taghizadeh-Alisaraei, Alireza MahdavianDocument11 pagesApplied Acoustics: Ahmad Taghizadeh-Alisaraei, Alireza MahdavianAngel FajmNo ratings yet
- Comparative Aerodynamic Analysis of A Missile With 8 Fin TailDocument8 pagesComparative Aerodynamic Analysis of A Missile With 8 Fin Tailtolomeo05No ratings yet
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellNo ratings yet
- 73 Dit Power StrokeDocument78 pages73 Dit Power StrokeNic Price100% (1)
- Winkler Test For Dissolved OxygenDocument3 pagesWinkler Test For Dissolved OxygenDOMINICNo ratings yet
- Influence of Cultural Environment Factors in Creating Employee Experience and Its Impact On Employee Engagement - An Employee PerspectiveDocument7 pagesInfluence of Cultural Environment Factors in Creating Employee Experience and Its Impact On Employee Engagement - An Employee PerspectiveKamaljit Kaur GrewalNo ratings yet
- Stamping ProcessDocument9 pagesStamping ProcessAmp NurarakNo ratings yet
- 2020 Baudouin Flyer 50HzDocument2 pages2020 Baudouin Flyer 50HzPedro LopezNo ratings yet
- Major Kpi ImpDocument7 pagesMajor Kpi ImpImran AslamNo ratings yet
- Course Module 1 Intro NetworkingDocument2 pagesCourse Module 1 Intro NetworkingJonah Jatte MuñezNo ratings yet
- Feed Forwards Augment PID ControlDocument10 pagesFeed Forwards Augment PID ControlGeorge MarkasNo ratings yet
- Stravinsky Soldiers Tale Program Notes1Document4 pagesStravinsky Soldiers Tale Program Notes1Matt GriffithNo ratings yet
- BDS PPT Lecture 2Document59 pagesBDS PPT Lecture 2Stephen Bulay-ogNo ratings yet
- Additive ManufacturingDocument29 pagesAdditive ManufacturinghanshanzenNo ratings yet
- Case Study COFFERDAM ARCHITECTUREDocument2 pagesCase Study COFFERDAM ARCHITECTUREAniketĺ Deshmukh100% (1)
- PV ProgramDocument26 pagesPV ProgramArvind SharmaNo ratings yet
- EmaillogDocument60 pagesEmaillogGet JinxedNo ratings yet
- B6 ProblemsDocument18 pagesB6 ProblemsMohit SahuNo ratings yet
- Effect of Backward Walking Training On Postural Balance in Children With Hemiparetic Cerebral Palsy A Randomized Controlled StudyDocument12 pagesEffect of Backward Walking Training On Postural Balance in Children With Hemiparetic Cerebral Palsy A Randomized Controlled Studyprawira arthawanNo ratings yet
- Passive Voice: Name: Gerald Pratama S. Class: XI-MIPA-2Document6 pagesPassive Voice: Name: Gerald Pratama S. Class: XI-MIPA-2Gerald SimbolonNo ratings yet
- Quiz 002 - Attempt Review4 PDFDocument3 pagesQuiz 002 - Attempt Review4 PDFkatherine anne ortizNo ratings yet
- Autocad Basic Tutorial PDFDocument54 pagesAutocad Basic Tutorial PDFtheoNo ratings yet
- Exchange Server 2003,2007,2010Document5 pagesExchange Server 2003,2007,2010chandu000No ratings yet
- Lab Report 2 EE32200 - Ronny VintimillaDocument23 pagesLab Report 2 EE32200 - Ronny VintimillaRonny VintimillaNo ratings yet
- TF100-53B 3900 Series QD CouplingsDocument6 pagesTF100-53B 3900 Series QD CouplingsrrrrNo ratings yet
- Diferencial ScâniaDocument88 pagesDiferencial ScâniatelmorogeriocariolattozinelliNo ratings yet
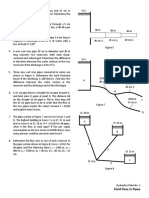
- Hydraulics Plate No. 3Document1 pageHydraulics Plate No. 3VincentNo ratings yet
- Terapi Seft Spiritual Emotional Freedom TechniqueDocument7 pagesTerapi Seft Spiritual Emotional Freedom TechniqueWiwik AristianiNo ratings yet
- Valeport SWiFT SVP SVCTDDocument2 pagesValeport SWiFT SVP SVCTDmubarak AL HarrasiNo ratings yet
- IITB ChemDocument24 pagesIITB ChemnishchithNo ratings yet