Download as pdf or txt
You might also like
- Dowty Oring SizesDocument67 pagesDowty Oring SizesluismcmcNo ratings yet
- TL-4 Textured Surface DepthDocument2 pagesTL-4 Textured Surface DepthpaulenewNo ratings yet
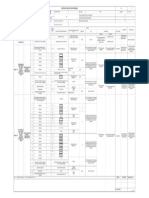
- Spot Welding Control PlanDocument1 pageSpot Welding Control Planshiv jangale100% (1)
- Fujifilm Finepix s8000fdDocument134 pagesFujifilm Finepix s8000fdzilikonNo ratings yet
- TDS - NP505-HR Solder PasteDocument2 pagesTDS - NP505-HR Solder PasteChoice OrganoNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Hand Molding Demonstration ProcessDocument45 pagesHand Molding Demonstration ProcessqueenofthegypsiesNo ratings yet
- NC-SMQ81: Solder PasteDocument2 pagesNC-SMQ81: Solder Pastealireza221369No ratings yet
- Indium6.3 Water-Soluble Solder PasteDocument2 pagesIndium6.3 Water-Soluble Solder PastebrunizzaNo ratings yet
- ncsmq92 SolderDocument2 pagesncsmq92 SolderSergio MoyaNo ratings yet
- Indium5.1 Pbfree Solder Paste 97901 r8Document2 pagesIndium5.1 Pbfree Solder Paste 97901 r8Gustavo Kubo LacerdaNo ratings yet
- Indium8.9hf Pbfree Solder Paste Pds 98485 r26Document2 pagesIndium8.9hf Pbfree Solder Paste Pds 98485 r26deepak cNo ratings yet
- Indium8 9HF-TDSDocument2 pagesIndium8 9HF-TDSSlavisa VeljkovicNo ratings yet
- Indium10.8hf Pbfree Solder Paste 99040 A4 r9Document2 pagesIndium10.8hf Pbfree Solder Paste 99040 A4 r9rigoberto solNo ratings yet
- Indium10.1 Pbfree Solder Paste 98881 r7Document2 pagesIndium10.1 Pbfree Solder Paste 98881 r7instagk99No ratings yet
- Indium10.2hf Pbfree Solder Paste 99018 A4 r4Document2 pagesIndium10.2hf Pbfree Solder Paste 99018 A4 r4deepak cNo ratings yet
- Indium10.1HF Ultra-Low Voiding: Pb-Free Solder PasteDocument2 pagesIndium10.1HF Ultra-Low Voiding: Pb-Free Solder PasteBeto CRNo ratings yet
- Durafuse LT Lowtemperature Indium10.8hf 99797 A4 r6Document2 pagesDurafuse LT Lowtemperature Indium10.8hf 99797 A4 r6Karthik ManiNo ratings yet
- Indium8.9HFA 98549 R10Document2 pagesIndium8.9HFA 98549 R10José Antonio CuberoNo ratings yet
- Indium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteDocument6 pagesIndium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteKenn Jaspher QuinitNo ratings yet
- NC-SMQ®90 Solder Paste: Product Data SheetDocument2 pagesNC-SMQ®90 Solder Paste: Product Data SheetbrunizzaNo ratings yet
- NC-SMQ®92J-UV Solder PasteDocument2 pagesNC-SMQ®92J-UV Solder PastebrunizzaNo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- ncsmq92j Solder Paste 97703 r13Document2 pagesncsmq92j Solder Paste 97703 r13Beto CRNo ratings yet
- ContinueDocument2 pagesContinueTANNo ratings yet
- Jotamastic 87 Technical Data SheetDocument5 pagesJotamastic 87 Technical Data SheetGurdeep Sungh AroraNo ratings yet
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonNo ratings yet
- NF372 TB GlobalDocument2 pagesNF372 TB GlobalFuzail AhmadNo ratings yet
- Interplate 317: Zinc Silicate Shop PrimerDocument4 pagesInterplate 317: Zinc Silicate Shop PrimerMohamed NouzerNo ratings yet
- Carbocoat 8239: Selection & Specification DataDocument4 pagesCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- S 5800Document114 pagesS 5800elenoremailNo ratings yet
- Carbozinc 858: Selection & Specification DataDocument4 pagesCarbozinc 858: Selection & Specification DataNico RoisnerNo ratings yet
- Jotun Resist 86Document5 pagesJotun Resist 86Ansar AliNo ratings yet
- ZL 405 Product Data SheetDocument2 pagesZL 405 Product Data SheetVishal ChudasamaNo ratings yet
- Carbozinc 858 PDSDocument4 pagesCarbozinc 858 PDShuycongvuNo ratings yet
- Resist 65: Technical Data SheetDocument5 pagesResist 65: Technical Data Sheetchristian210789No ratings yet
- TDS - Resist 65Document5 pagesTDS - Resist 65Teknik produksi wikonNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- 186 Soldering Flux Data SheetDocument2 pages186 Soldering Flux Data SheetBéla BődiNo ratings yet
- Bpxe 8Z56LRDocument2 pagesBpxe 8Z56LRVusal HasanovNo ratings yet
- ncsmq230 Pbfree Solder Paste 97722 r18Document2 pagesncsmq230 Pbfree Solder Paste 97722 r18deepak cNo ratings yet
- Neoprene Lining: Technical Data SheetDocument2 pagesNeoprene Lining: Technical Data SheetinfoNo ratings yet
- Pled 2Document5 pagesPled 2Gonzalo Gavilan PurillaNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- İlocut 315Document2 pagesİlocut 315Vusal HasanovNo ratings yet
- Technical Data Sheet - Jotun Jotatemp 540 ZincDocument5 pagesTechnical Data Sheet - Jotun Jotatemp 540 ZincPolem IskandarNo ratings yet
- Corro-Coat PE Series 50Document4 pagesCorro-Coat PE Series 50Biju_PottayilNo ratings yet
- Surlyn® - 8660Document3 pagesSurlyn® - 8660Alan FerreiraNo ratings yet
- Carboguard 891: Selection & Specification DataDocument4 pagesCarboguard 891: Selection & Specification DataPrakashNo ratings yet
- TDS 684 Resist 86 Euk GBDocument5 pagesTDS 684 Resist 86 Euk GBNgô Trung NghĩaNo ratings yet
- Resist 78 - JotunDocument5 pagesResist 78 - JotunRaimundo Otaciano Melo FilhoNo ratings yet
- Apcoguard SF 725Document3 pagesApcoguard SF 725kiran vargheseNo ratings yet
- JotundatasheetsDocument172 pagesJotundatasheetsAli MudhafarNo ratings yet
- Carboweld 11P PDSDocument4 pagesCarboweld 11P PDS이선엽No ratings yet
- Jotatemp 1000Document5 pagesJotatemp 1000Mangesh MohiteNo ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- Thermaline 400: Selection & Specification DataDocument3 pagesThermaline 400: Selection & Specification DataJalaluddinNo ratings yet
- 4010 TDS EnglishDocument1 page4010 TDS EnglishJose Luis Ramirez RamirezNo ratings yet
- Y Strainer VictaulicDocument4 pagesY Strainer VictaulicMohammed NiqrisNo ratings yet
- Alpha Om-353 Solder Paste en 08nov19 TBDocument7 pagesAlpha Om-353 Solder Paste en 08nov19 TBShamsur RahmanNo ratings yet
- Resist 86 PDFDocument5 pagesResist 86 PDFJayaraman KamarajNo ratings yet
- Spec LFM-57W TM-HP (S) 12 EDocument5 pagesSpec LFM-57W TM-HP (S) 12 EluismcmcNo ratings yet
- Solder Paste SC Blf03: Lead-FreeDocument2 pagesSolder Paste SC Blf03: Lead-FreeluismcmcNo ratings yet
- Solder Paste SC 170: Physical PropertiesDocument2 pagesSolder Paste SC 170: Physical PropertiesluismcmcNo ratings yet
- GPC Legal-Protection-Insurance 2019Document18 pagesGPC Legal-Protection-Insurance 2019luismcmcNo ratings yet
- Improving Fan System Performance - A Sourcebook For IndustryDocument12 pagesImproving Fan System Performance - A Sourcebook For IndustryluismcmcNo ratings yet
- Loctite Superflex Non-Corrosive RTV, Clear Silicone Adhesive SealanDocument1 pageLoctite Superflex Non-Corrosive RTV, Clear Silicone Adhesive SealanluismcmcNo ratings yet
- 043henwood Construction VibrationsDocument9 pages043henwood Construction VibrationsluismcmcNo ratings yet
- SERIES 599-Y2000: Features Product DescriptionDocument2 pagesSERIES 599-Y2000: Features Product DescriptionluismcmcNo ratings yet
- Volkswagen Accessories PDFDocument166 pagesVolkswagen Accessories PDFluismcmcNo ratings yet
- Structural Loads Prediction in Force-Limited Vibration TestingDocument8 pagesStructural Loads Prediction in Force-Limited Vibration TestingluismcmcNo ratings yet
- Direct Field and Reverberant Chamber Acoustic Test ComparisonsDocument24 pagesDirect Field and Reverberant Chamber Acoustic Test ComparisonsluismcmcNo ratings yet
- 07 VanDyke AerospaceDocument26 pages07 VanDyke AerospaceluismcmcNo ratings yet
- 22 Manning JDocument14 pages22 Manning JluismcmcNo ratings yet
- 28 Gardner KaminskyDocument16 pages28 Gardner KaminskyluismcmcNo ratings yet
- Design: Technical DetailsDocument4 pagesDesign: Technical DetailsDanialNo ratings yet
- 031Document7 pages031Kapil VermaNo ratings yet
- PH - Acidity H2S Level Temperature Duration of Exposure Nature of The MaterialDocument9 pagesPH - Acidity H2S Level Temperature Duration of Exposure Nature of The Materialhardik5818No ratings yet
- Rondelle Per Bulloni Ad Alta Resistenza Per Carpenteria: DIN 6916 UNI 5714Document1 pageRondelle Per Bulloni Ad Alta Resistenza Per Carpenteria: DIN 6916 UNI 5714Alonso FinnNo ratings yet
- Catalogue Pres DeaeratorDocument2 pagesCatalogue Pres Deaeratorمحمد عصامNo ratings yet
- 2018Document2 pages2018whddnjs0815No ratings yet
- PPBB01 Kelompok 2 HYLSA ProcessDocument20 pagesPPBB01 Kelompok 2 HYLSA ProcessFikriNo ratings yet
- PSV - General GuidelinesDocument60 pagesPSV - General GuidelinesamrazamNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Special Steels SB4: For Cold Deformation and BearingsDocument1 pageSpecial Steels SB4: For Cold Deformation and BearingsRollpass DesignNo ratings yet
- Expocrete EUWDocument2 pagesExpocrete EUWVenkata Raju KalidindiNo ratings yet
- PT Mandiri Lumbung Makmur Comp Profile - OptDocument27 pagesPT Mandiri Lumbung Makmur Comp Profile - OptutamNo ratings yet
- Cut Matching Curves (Companion Article)Document4 pagesCut Matching Curves (Companion Article)remiks12100% (1)
- Tds Parapex No3Document2 pagesTds Parapex No3Anonymous Nb6t2ezcZ100% (1)
- 3376 Fortress Roofing CatalogueDocument14 pages3376 Fortress Roofing CatalogueSantosh KumarNo ratings yet
- Recommended Guidelines For Materials & Welding in BoilersDocument56 pagesRecommended Guidelines For Materials & Welding in BoilersAnsar HayatNo ratings yet
- 1 PB PDFDocument5 pages1 PB PDFDanielsitumeangNo ratings yet
- Engineers Handbook: Download: WWW - Tungaloyuk.co - Uk/handbookDocument32 pagesEngineers Handbook: Download: WWW - Tungaloyuk.co - Uk/handbookGnwantt RajputNo ratings yet
- Turning and Boring ProcessesDocument39 pagesTurning and Boring ProcessesAdhanom G.No ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestDocument4 pagesSaudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestRijwan MohammadNo ratings yet
- G Tooling System en PDFDocument194 pagesG Tooling System en PDFBandi DevaNo ratings yet
- LMT Belin 2015+ CATDocument68 pagesLMT Belin 2015+ CATShi SamNo ratings yet
- Standard Weld JointDocument3 pagesStandard Weld Jointtalparadipak100% (1)
- Geo InstallationDocument33 pagesGeo Installationmauricio PEREZNo ratings yet
- cfm56-5 Engine Capabilities List PDFDocument38 pagescfm56-5 Engine Capabilities List PDFNikooNo ratings yet
- Continuous CrystallizersDocument22 pagesContinuous CrystallizersAravind Vicky0% (1)
- ASME B16.21 Ring and Full Face Dimensions 150 2500# B16.5 & 16.47 Series A&bDocument13 pagesASME B16.21 Ring and Full Face Dimensions 150 2500# B16.5 & 16.47 Series A&bMONo ratings yet