Download as pdf or txt
You might also like
- Polycom Process-CalculationDocument42 pagesPolycom Process-Calculationdarkcorsair100% (5)
- Calculating OEE Worksheet: Production DataDocument2 pagesCalculating OEE Worksheet: Production DataKhathutshelo KharivheNo ratings yet
- Overall Equipment EffectivenessDocument32 pagesOverall Equipment Effectivenesshasan_waqar2004No ratings yet
- Overall Equipment EffectivenessDocument43 pagesOverall Equipment EffectivenessKailas Sree Chandran100% (4)
- CII - AVANTHA Centre For CompetitivenessDocument31 pagesCII - AVANTHA Centre For CompetitivenessRohit TripathiNo ratings yet
- DowntimeDocument7 pagesDowntimeJigar DesaiNo ratings yet
- Maintenance Management (FRSI 2153) Lecture: 5 - 6 Eliminate Waste & Overall Equipment Efficiency (Oee)Document35 pagesMaintenance Management (FRSI 2153) Lecture: 5 - 6 Eliminate Waste & Overall Equipment Efficiency (Oee)Fgj JhgNo ratings yet
- Overall Equipment Effectiveness (Oee)Document18 pagesOverall Equipment Effectiveness (Oee)aqsa imranNo ratings yet
- Oee Spreadsheet FabricationDocument7 pagesOee Spreadsheet FabricationVINAYNo ratings yet
- Overall Equipment Effectiveness (OEE) : Total Quality ManagementDocument13 pagesOverall Equipment Effectiveness (OEE) : Total Quality ManagementCHRISLY ANN MORO TURGONo ratings yet
- Calculating OEE WorksheetDocument2 pagesCalculating OEE WorksheetPravin BabarNo ratings yet
- SMEDDocument50 pagesSMEDZubaer Alam100% (1)
- Decathlon - TPT - OEE - OWE - QCODocument257 pagesDecathlon - TPT - OEE - OWE - QCOallahnawazksadozaiNo ratings yet
- The Basics of OEEDocument30 pagesThe Basics of OEEguillermina_galleg_2No ratings yet
- ONE POINT LESSON (IE BASIC)Document6 pagesONE POINT LESSON (IE BASIC)Dygta HadinagaraNo ratings yet
- Calculating OEE Worksheet: Production DataDocument2 pagesCalculating OEE Worksheet: Production DataPraveen GoswamiNo ratings yet
- OEE and Limit AnalysisDocument31 pagesOEE and Limit Analysiscristiaavila401No ratings yet
- Overall Equipment Effectiveness (OEE) : Pertemuan - 7Document27 pagesOverall Equipment Effectiveness (OEE) : Pertemuan - 7Eryn FitrianieNo ratings yet
- Accounting Profit Formula Excel Template-1Document52 pagesAccounting Profit Formula Excel Template-1Marwan SaidNo ratings yet
- OEE CalculatorDocument7 pagesOEE CalculatorAbdelaziz RagabNo ratings yet
- Oee SpreadsheetDocument2 pagesOee SpreadsheetMohammed ImranNo ratings yet
- Oee (Referencia Rapida) PDFDocument2 pagesOee (Referencia Rapida) PDFVíctor Hugo Carvajal GaticaNo ratings yet
- Managing OEE To Optimize Cement Plant Performance.: A Case Study For Cement IndustryDocument26 pagesManaging OEE To Optimize Cement Plant Performance.: A Case Study For Cement IndustryMohammad QureshiNo ratings yet
- Implementation of TPM: Dr. Siti Rosimah, ST., MT., IPU Minggu Ke-2Document32 pagesImplementation of TPM: Dr. Siti Rosimah, ST., MT., IPU Minggu Ke-2davegrohl127No ratings yet
- 3 - Smed1Document35 pages3 - Smed1filimendez64No ratings yet
- CH3 Manufacturing Metrics MxaDocument22 pagesCH3 Manufacturing Metrics MxayaldarimNo ratings yet
- Fundamentals of Lean Six Sigma (C11FS) Lecture 6 (Continued)Document18 pagesFundamentals of Lean Six Sigma (C11FS) Lecture 6 (Continued)zoyamalik27No ratings yet
- OEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeDocument16 pagesOEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeMosfet AutomationNo ratings yet
- OS Man-Per Materi-09 Perhitungan OEE Gen 20-21Document42 pagesOS Man-Per Materi-09 Perhitungan OEE Gen 20-21ChinlungNo ratings yet
- OEE Is The KeyDocument8 pagesOEE Is The Keypoonam2222No ratings yet
- Overall Equipment Effectiveness: GuideDocument13 pagesOverall Equipment Effectiveness: GuideJunjie ChenNo ratings yet
- OEE PresentationDocument8 pagesOEE PresentationMuhammad Atique TipuNo ratings yet
- Oee 2Document9 pagesOee 2fernandothekingNo ratings yet
- Overall Equipment Effectiveness (Oee)Document11 pagesOverall Equipment Effectiveness (Oee)IanNo ratings yet
- Metric 2.1.2 TEEPDocument8 pagesMetric 2.1.2 TEEPAbdelaziz RagabNo ratings yet
- OM - Session 11,12, 13 - Facility LayoutDocument37 pagesOM - Session 11,12, 13 - Facility LayoutSiddhant SinghNo ratings yet
- Session 6 - Lean Metrics - OEE CalculationDocument11 pagesSession 6 - Lean Metrics - OEE CalculationHarsh JainNo ratings yet
- OEE CalculatorDocument11 pagesOEE CalculatorosbertodiazNo ratings yet
- Overall Equipment Efficiency (OEE) : © Russel Timothy, Assoc - ProfessorDocument9 pagesOverall Equipment Efficiency (OEE) : © Russel Timothy, Assoc - ProfessornlmydvNo ratings yet
- Overall Equipment Effectiveness (OEE)Document16 pagesOverall Equipment Effectiveness (OEE)Arif Abu FarhanaNo ratings yet
- FinalDocument26 pagesFinalRitesh KumarNo ratings yet
- 20 Produccion MetricsDocument12 pages20 Produccion MetricsCristopher Jimenez JaramilloNo ratings yet
- Metric 2.3 UptimeDocument5 pagesMetric 2.3 UptimeAbdelaziz RagabNo ratings yet
- Overall Equipment Efficiency: Sis - Tpm-AmDocument14 pagesOverall Equipment Efficiency: Sis - Tpm-AmShamasNo ratings yet
- Time StudyDocument68 pagesTime StudyShanthini SellamuthuNo ratings yet
- 5S Is The Best SytemDocument9 pages5S Is The Best SytemYasser BadrNo ratings yet
- Process AnalysisDocument32 pagesProcess Analysisur23095No ratings yet
- Ch7 PDFDocument40 pagesCh7 PDFAKARSH JAISWALNo ratings yet
- Simple Oee SpreadsheetDocument2 pagesSimple Oee SpreadsheetadeNo ratings yet
- Oee 3Document2 pagesOee 3AngelikaNo ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Metric 2.2 AvailabilityDocument7 pagesMetric 2.2 AvailabilityAbdelaziz RagabNo ratings yet
- Overall Equipment Effectiveness (Oee)Document11 pagesOverall Equipment Effectiveness (Oee)aNo ratings yet
- 5) OEE Measuring PerformanceDocument34 pages5) OEE Measuring PerformanceM. Munir FahmiNo ratings yet
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsFrom EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding OEE in Lean Production: Toyota Production System ConceptsFrom EverandUnderstanding OEE in Lean Production: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsFrom EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Accounting BasicsDocument27 pagesAccounting BasicsAbdul RashidNo ratings yet
- Critical Examination: by Dr. Asim ZaheerDocument7 pagesCritical Examination: by Dr. Asim ZaheerAbdul RashidNo ratings yet
- Centre For Boys 2021Document7 pagesCentre For Boys 2021Abdul RashidNo ratings yet
- Nine Class CourseDocument1 pageNine Class CourseAbdul RashidNo ratings yet
- Lecture-1: Gas Power CycleDocument20 pagesLecture-1: Gas Power CycleAbdul RashidNo ratings yet
- Im-408 Industrial Robotics 01Document22 pagesIm-408 Industrial Robotics 01Abdul RashidNo ratings yet
- Academic Calender 2Document4 pagesAcademic Calender 2Abdul RashidNo ratings yet
- Logistics & Inventory ManagementDocument19 pagesLogistics & Inventory ManagementAbdul RashidNo ratings yet
- Cam CepDocument21 pagesCam CepAbdul RashidNo ratings yet
- Maintenance ManagementDocument28 pagesMaintenance ManagementAbdul RashidNo ratings yet
- Advance Manufacturing Processes (IM-307)Document31 pagesAdvance Manufacturing Processes (IM-307)Abdul RashidNo ratings yet
- Project Profile - IM-212-CAEDDocument2 pagesProject Profile - IM-212-CAEDAbdul RashidNo ratings yet
- Measurement System Analysis (MSA) : IM-213 MQCDocument9 pagesMeasurement System Analysis (MSA) : IM-213 MQCAbdul RashidNo ratings yet
- Past Questions 02 PDFDocument1 pagePast Questions 02 PDFAbdul RashidNo ratings yet
- Calibration: IM-213 MQCDocument27 pagesCalibration: IM-213 MQCAbdul RashidNo ratings yet
- ch#14 Nine ChemistryDocument13 pagesch#14 Nine ChemistryAbdul RashidNo ratings yet
- Chapter 12:electrostatics HSSC IiDocument12 pagesChapter 12:electrostatics HSSC IiAbdul RashidNo ratings yet
- Practical Centre: Periodic Classification - Theory & Question Answers - Chemistry 12thDocument12 pagesPractical Centre: Periodic Classification - Theory & Question Answers - Chemistry 12thAbdul RashidNo ratings yet
- Chap#08 Phy 10Document16 pagesChap#08 Phy 10Abdul RashidNo ratings yet
- 10th MATHDocument22 pages10th MATHAbdul RashidNo ratings yet
- CH 2Document19 pagesCH 2Abdul RashidNo ratings yet
- 5.0 Ceramics, Graphite, and Diamond Structure, General Properties, and ApplicationsDocument3 pages5.0 Ceramics, Graphite, and Diamond Structure, General Properties, and ApplicationsAbdul RashidNo ratings yet
- 4.0 Metal Alloys, Their Structure and Strengthing by Heat TreatmentDocument33 pages4.0 Metal Alloys, Their Structure and Strengthing by Heat TreatmentAbdul RashidNo ratings yet
- Stryker Adel 4700,512 Maternity Bed - Service ManualDocument153 pagesStryker Adel 4700,512 Maternity Bed - Service ManualVicTor MiKeNo ratings yet
- 32 Samss 011Document27 pages32 Samss 011naruto256No ratings yet
- 2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbineDocument43 pages2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbinekaushikNo ratings yet
- Z-Functional Programming in HaskellDocument26 pagesZ-Functional Programming in HaskellSurangma ParasharNo ratings yet
- Eye Movement-Based Human Computer Interaction TechniquesDocument5 pagesEye Movement-Based Human Computer Interaction TechniquesSreekanth MarlapatiNo ratings yet
- Research Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodDocument7 pagesResearch Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodAndre RochaNo ratings yet
- 2021 May Intake Advert Revised 4Document2 pages2021 May Intake Advert Revised 4douglas0% (1)
- Calculating Weld Volume and Weight: Welding CostsDocument4 pagesCalculating Weld Volume and Weight: Welding CostsMehmet SoysalNo ratings yet
- 9.3 Standards and ReferencesDocument6 pages9.3 Standards and ReferencesAfshadNo ratings yet
- Property Options Pune - 5000 SF DSVDocument40 pagesProperty Options Pune - 5000 SF DSVjitesh vachhaniNo ratings yet
- Measurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 TotalDocument19 pagesMeasurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 Totaldan12345_007No ratings yet
- All Document 'TYPES' & DescriptionsDocument5 pagesAll Document 'TYPES' & DescriptionsPhilipNo ratings yet
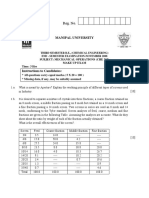
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- Cruis'n Exotica (27in) Operations) (En)Document105 pagesCruis'n Exotica (27in) Operations) (En)bolopo2No ratings yet
- S 4 Roof Framing Plan Schedule of FootingDocument1 pageS 4 Roof Framing Plan Schedule of FootingJBFPNo ratings yet
- Operation Manual: Pneumatic Ribbon CoderDocument6 pagesOperation Manual: Pneumatic Ribbon CoderLuis Enrique Barreto GarciaNo ratings yet
- Magnum Composite Plug Catalog 06-30-10Document21 pagesMagnum Composite Plug Catalog 06-30-10Emad JamshidiNo ratings yet
- Manual YbportDocument105 pagesManual YbportMan GeekaaNo ratings yet
- Heat Load Estimation E20 Form SIDocument1 pageHeat Load Estimation E20 Form SIAslam AhamedNo ratings yet
- 8 Sem Report 190060106004 Mehul Chauhan Final Report Last SemDocument53 pages8 Sem Report 190060106004 Mehul Chauhan Final Report Last SemLalji AhirNo ratings yet
- 18VP185 BBC London - Parts Book PDFDocument352 pages18VP185 BBC London - Parts Book PDFsxturbo100% (2)
- Lin Cot 2005Document9 pagesLin Cot 2005londemonNo ratings yet
- Graduate Program CoursesDocument11 pagesGraduate Program CoursesAhmed Adel IbrahimNo ratings yet
- Orphanage Master PlanDocument8 pagesOrphanage Master PlanNaguy FaquiraNo ratings yet
- Iec 364 4 41Document12 pagesIec 364 4 41Ramadan Dwiputra NurrachmadNo ratings yet
- What Is Cloud ComputingDocument21 pagesWhat Is Cloud ComputinganilkarriiNo ratings yet
- A6211 Datasheet PDFDocument18 pagesA6211 Datasheet PDFNestor GlezNo ratings yet
- Storage Chart Freeze ItDocument1 pageStorage Chart Freeze ItKimbre BellhouseNo ratings yet
- Bikas 2015Document17 pagesBikas 2015Clint TcNo ratings yet