
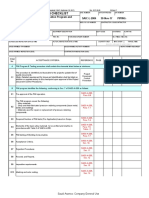
Saudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 21-Oct-18 Weld
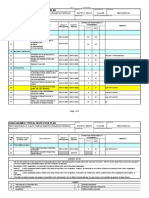
Saudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 21-Oct-18 Weld
You might also like
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- Proposed Loctugan Integrated Farm SchoolDocument4 pagesProposed Loctugan Integrated Farm SchoolMariel Pastolero100% (1)
- SATR-W-2006 Rev 6Document1 pageSATR-W-2006 Rev 6Manoj KumarNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarNo ratings yet
- 175 012000Document2 pages175 012000Abu Anas M.SalaheldinNo ratings yet
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009No ratings yet
- SAIC-W-2006 Rev 0 PDFDocument4 pagesSAIC-W-2006 Rev 0 PDFMidhun K ChandraboseNo ratings yet
- SAIC W 2069 in Process Welding InspectionDocument8 pagesSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistJoni Carino SuniNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- SAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpDocument2 pagesSAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpAhdal NoushadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj KumarNo ratings yet
- Saudi Aramco Test ReportDocument4 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- Saudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019Document2 pagesSaudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019David RodriguesNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 Weldm4metzNo ratings yet
- 175-Ir171300, (850146), 11.30.2015Document2 pages175-Ir171300, (850146), 11.30.2015Rami ELLOUMINo ratings yet
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacoDocument7 pagesSaudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacojahaanNo ratings yet
- Saudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportDocument2 pagesSaudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportJoni Carino Suni100% (1)
- Saic e 2002Document10 pagesSaic e 2002jerinNo ratings yet
- Weld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020Document3 pagesWeld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020bishalNo ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilDocument3 pagesSaudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilSajid ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechDocument27 pagesSaudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechNaushad AlamNo ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidNo ratings yet
- SATR-W-2020 Rev 8Document4 pagesSATR-W-2020 Rev 8محمد علي النويصرNo ratings yet
- Saudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 Mechkarthi51289No ratings yet
- Welder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 WeldDocument2 pagesWelder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 Weldkarthi51289No ratings yet
- Saic-L-2010 Pmi Testing PDFDocument5 pagesSaic-L-2010 Pmi Testing PDFkarioke mohaNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- SATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)Document2 pagesSATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)deepa narayan100% (1)
- Saudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldDocument23 pagesSaudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldIrshad IqbalNo ratings yet
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerEagle SpiritNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsDocument6 pagesSaudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsAbdul HannanNo ratings yet
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingDocument5 pagesSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saic-P-3003 Rev 0 PDFDocument4 pagesSaic-P-3003 Rev 0 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument23 pagesSaudi Aramco Inspection ChecklistjahaanNo ratings yet
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- QMIS LBE Rev Mech Final OldDocument683 pagesQMIS LBE Rev Mech Final OldprabakaranNo ratings yet
- SATIP-W-011-01 Rev 8Document10 pagesSATIP-W-011-01 Rev 8saravananmenmathiNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Neelam AhmadNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- Saudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 WeldDocument1 pageSaudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 Weldkartik_harwani4387No ratings yet
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechDocument6 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechEagle SpiritNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistJoni Carino Suni100% (1)
- Satr W 2013Document8 pagesSatr W 2013Rijwan MohammadNo ratings yet
- Satip G 005 01Document11 pagesSatip G 005 01Rijwan MohammadNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Shieldinggases Aws 5.32 PDFDocument3 pagesShieldinggases Aws 5.32 PDFessnelsonNo ratings yet
- Satip A 004 03Document3 pagesSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- SAEP-379 Quality Issues NotificationDocument4 pagesSAEP-379 Quality Issues NotificationMusic And FunNo ratings yet
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Saudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 15-Jul-18 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Saic L 2003Document9 pagesSaic L 2003MAZHARULNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Saic B 4003 PDFDocument1 pageSaic B 4003 PDFMAZHARULNo ratings yet
- 02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsDocument2 pages02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsMAZHARULNo ratings yet
- Saic B 4006 PDFDocument1 pageSaic B 4006 PDFMAZHARULNo ratings yet
- Saudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 30-Apr-13 PlumbDocument2 pagesSaudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 30-Apr-13 PlumbMAZHARUL100% (1)
- Saudi Aramco Typical Inspection PlanDocument2 pagesSaudi Aramco Typical Inspection PlanMAZHARULNo ratings yet
- Saving Money ThesisDocument8 pagesSaving Money ThesisClaire Webber100% (2)
- IZARSETManual13EN PDFDocument118 pagesIZARSETManual13EN PDFrogerioangelli540No ratings yet
- Shreya Singhal Vs Union of IndiaDocument3 pagesShreya Singhal Vs Union of IndiaShivang SharmaNo ratings yet
- Assignment 1 - Roles and ResponsibilitiesDocument12 pagesAssignment 1 - Roles and ResponsibilitiesericmcnarteyNo ratings yet
- 807 Karnataka Yantradhare 2015Document25 pages807 Karnataka Yantradhare 2015MALLIKARJUN BIRADARNo ratings yet
- Mvule Trust Annual Report, 2010Document24 pagesMvule Trust Annual Report, 2010Straight Talk FoundationNo ratings yet
- Kinco CV100 VFD User Manual-En20130617Document109 pagesKinco CV100 VFD User Manual-En20130617alibuchy100% (1)
- Normal 5f5fc792e6de4Document66 pagesNormal 5f5fc792e6de4AbdulmalekNo ratings yet
- Economics and EmigrationDocument24 pagesEconomics and EmigrationMarius ComperNo ratings yet
- Auditing - RF-12 Quiz BowlDocument12 pagesAuditing - RF-12 Quiz BowlAngel TumamaoNo ratings yet
- Computer Vision: Models, Learning and InferenceDocument59 pagesComputer Vision: Models, Learning and InferencePREM KUMAR MNo ratings yet
- Knimbus and Jgate ComparisonDocument3 pagesKnimbus and Jgate ComparisonMahesh Wagh100% (1)
- CNC Overview PDFDocument16 pagesCNC Overview PDFQuoc HuyNo ratings yet
- COM 226 - Computer Troubleshooting Handout PrintDocument68 pagesCOM 226 - Computer Troubleshooting Handout PrintOluwafisayo B. AyoadeNo ratings yet
- CS8611 MINI PROJECT Validation of Facebook Login PageDocument14 pagesCS8611 MINI PROJECT Validation of Facebook Login PageaddssdfaNo ratings yet
- Dislocations and Plastic DeformationDocument6 pagesDislocations and Plastic DeformationPrashanth VantimittaNo ratings yet
- Servo SystemDocument2 pagesServo SystemJoseGarciaRuizNo ratings yet
- DGI300 Manual 4.1Document154 pagesDGI300 Manual 4.1Caraiane Catalin100% (2)
- Naplan 2013 Final Test Numeracy Year 9 (Calculator)Document13 pagesNaplan 2013 Final Test Numeracy Year 9 (Calculator)Mohammad AliNo ratings yet
- Nato Unclassified: Declassified/Declassifié - Public Disclosed/Mise en Lecture PubliqueDocument55 pagesNato Unclassified: Declassified/Declassifié - Public Disclosed/Mise en Lecture PubliqueDamonta HenryNo ratings yet
- Medidores Rotativos Série FMRDocument3 pagesMedidores Rotativos Série FMRmateuNo ratings yet
- Marketing PlanDocument51 pagesMarketing PlanS.m.Rasel100% (2)
- Company & Mill Presentation - Mining-And-Wet-GrindingDocument28 pagesCompany & Mill Presentation - Mining-And-Wet-GrindingTecnoExpress CHILENo ratings yet
- 2019 49 59 Ford Big CarDocument172 pages2019 49 59 Ford Big CarJanneLaukkanenNo ratings yet
- MicroShield ManualDocument130 pagesMicroShield Manualagus waluyoNo ratings yet
- Syllabus For All SemsDocument115 pagesSyllabus For All SemsMisbah JahanNo ratings yet
- The CPV Valley Energy Center - 2013 RFPDocument103 pagesThe CPV Valley Energy Center - 2013 RFP2rQiTPh4KnNo ratings yet
- Herbal Gram Index v1-67Document86 pagesHerbal Gram Index v1-67terryvnd50% (2)
- Channel List 20210427Document13 pagesChannel List 20210427drpnnreddyNo ratings yet

































































































Download as xlsx, pdf, or txt
You might also like
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- Proposed Loctugan Integrated Farm SchoolDocument4 pagesProposed Loctugan Integrated Farm SchoolMariel Pastolero100% (1)
- SATR-W-2006 Rev 6Document1 pageSATR-W-2006 Rev 6Manoj KumarNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarNo ratings yet
- 175 012000Document2 pages175 012000Abu Anas M.SalaheldinNo ratings yet
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009No ratings yet
- SAIC-W-2006 Rev 0 PDFDocument4 pagesSAIC-W-2006 Rev 0 PDFMidhun K ChandraboseNo ratings yet
- SAIC W 2069 in Process Welding InspectionDocument8 pagesSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistJoni Carino SuniNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- SAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpDocument2 pagesSAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpAhdal NoushadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj KumarNo ratings yet
- Saudi Aramco Test ReportDocument4 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- Saudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019Document2 pagesSaudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019David RodriguesNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 Weldm4metzNo ratings yet
- 175-Ir171300, (850146), 11.30.2015Document2 pages175-Ir171300, (850146), 11.30.2015Rami ELLOUMINo ratings yet
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacoDocument7 pagesSaudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacojahaanNo ratings yet
- Saudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportDocument2 pagesSaudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportJoni Carino Suni100% (1)
- Saic e 2002Document10 pagesSaic e 2002jerinNo ratings yet
- Weld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020Document3 pagesWeld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020bishalNo ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilDocument3 pagesSaudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilSajid ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechDocument27 pagesSaudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechNaushad AlamNo ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidNo ratings yet
- SATR-W-2020 Rev 8Document4 pagesSATR-W-2020 Rev 8محمد علي النويصرNo ratings yet
- Saudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 Mechkarthi51289No ratings yet
- Welder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 WeldDocument2 pagesWelder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 Weldkarthi51289No ratings yet
- Saic-L-2010 Pmi Testing PDFDocument5 pagesSaic-L-2010 Pmi Testing PDFkarioke mohaNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- SATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)Document2 pagesSATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)deepa narayan100% (1)
- Saudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldDocument23 pagesSaudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldIrshad IqbalNo ratings yet
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerEagle SpiritNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsDocument6 pagesSaudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsAbdul HannanNo ratings yet
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingDocument5 pagesSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saic-P-3003 Rev 0 PDFDocument4 pagesSaic-P-3003 Rev 0 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument23 pagesSaudi Aramco Inspection ChecklistjahaanNo ratings yet
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- QMIS LBE Rev Mech Final OldDocument683 pagesQMIS LBE Rev Mech Final OldprabakaranNo ratings yet
- SATIP-W-011-01 Rev 8Document10 pagesSATIP-W-011-01 Rev 8saravananmenmathiNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Neelam AhmadNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- Saudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 WeldDocument1 pageSaudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 Weldkartik_harwani4387No ratings yet
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechDocument6 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechEagle SpiritNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistJoni Carino Suni100% (1)
- Satr W 2013Document8 pagesSatr W 2013Rijwan MohammadNo ratings yet
- Satip G 005 01Document11 pagesSatip G 005 01Rijwan MohammadNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Shieldinggases Aws 5.32 PDFDocument3 pagesShieldinggases Aws 5.32 PDFessnelsonNo ratings yet
- Satip A 004 03Document3 pagesSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- SAEP-379 Quality Issues NotificationDocument4 pagesSAEP-379 Quality Issues NotificationMusic And FunNo ratings yet
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Saudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 15-Jul-18 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Saic L 2003Document9 pagesSaic L 2003MAZHARULNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Saic B 4003 PDFDocument1 pageSaic B 4003 PDFMAZHARULNo ratings yet
- 02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsDocument2 pages02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsMAZHARULNo ratings yet
- Saic B 4006 PDFDocument1 pageSaic B 4006 PDFMAZHARULNo ratings yet
- Saudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 30-Apr-13 PlumbDocument2 pagesSaudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 30-Apr-13 PlumbMAZHARUL100% (1)
- Saudi Aramco Typical Inspection PlanDocument2 pagesSaudi Aramco Typical Inspection PlanMAZHARULNo ratings yet
- Saving Money ThesisDocument8 pagesSaving Money ThesisClaire Webber100% (2)
- IZARSETManual13EN PDFDocument118 pagesIZARSETManual13EN PDFrogerioangelli540No ratings yet
- Shreya Singhal Vs Union of IndiaDocument3 pagesShreya Singhal Vs Union of IndiaShivang SharmaNo ratings yet
- Assignment 1 - Roles and ResponsibilitiesDocument12 pagesAssignment 1 - Roles and ResponsibilitiesericmcnarteyNo ratings yet
- 807 Karnataka Yantradhare 2015Document25 pages807 Karnataka Yantradhare 2015MALLIKARJUN BIRADARNo ratings yet
- Mvule Trust Annual Report, 2010Document24 pagesMvule Trust Annual Report, 2010Straight Talk FoundationNo ratings yet
- Kinco CV100 VFD User Manual-En20130617Document109 pagesKinco CV100 VFD User Manual-En20130617alibuchy100% (1)
- Normal 5f5fc792e6de4Document66 pagesNormal 5f5fc792e6de4AbdulmalekNo ratings yet
- Economics and EmigrationDocument24 pagesEconomics and EmigrationMarius ComperNo ratings yet
- Auditing - RF-12 Quiz BowlDocument12 pagesAuditing - RF-12 Quiz BowlAngel TumamaoNo ratings yet
- Computer Vision: Models, Learning and InferenceDocument59 pagesComputer Vision: Models, Learning and InferencePREM KUMAR MNo ratings yet
- Knimbus and Jgate ComparisonDocument3 pagesKnimbus and Jgate ComparisonMahesh Wagh100% (1)
- CNC Overview PDFDocument16 pagesCNC Overview PDFQuoc HuyNo ratings yet
- COM 226 - Computer Troubleshooting Handout PrintDocument68 pagesCOM 226 - Computer Troubleshooting Handout PrintOluwafisayo B. AyoadeNo ratings yet
- CS8611 MINI PROJECT Validation of Facebook Login PageDocument14 pagesCS8611 MINI PROJECT Validation of Facebook Login PageaddssdfaNo ratings yet
- Dislocations and Plastic DeformationDocument6 pagesDislocations and Plastic DeformationPrashanth VantimittaNo ratings yet
- Servo SystemDocument2 pagesServo SystemJoseGarciaRuizNo ratings yet
- DGI300 Manual 4.1Document154 pagesDGI300 Manual 4.1Caraiane Catalin100% (2)
- Naplan 2013 Final Test Numeracy Year 9 (Calculator)Document13 pagesNaplan 2013 Final Test Numeracy Year 9 (Calculator)Mohammad AliNo ratings yet
- Nato Unclassified: Declassified/Declassifié - Public Disclosed/Mise en Lecture PubliqueDocument55 pagesNato Unclassified: Declassified/Declassifié - Public Disclosed/Mise en Lecture PubliqueDamonta HenryNo ratings yet
- Medidores Rotativos Série FMRDocument3 pagesMedidores Rotativos Série FMRmateuNo ratings yet
- Marketing PlanDocument51 pagesMarketing PlanS.m.Rasel100% (2)
- Company & Mill Presentation - Mining-And-Wet-GrindingDocument28 pagesCompany & Mill Presentation - Mining-And-Wet-GrindingTecnoExpress CHILENo ratings yet
- 2019 49 59 Ford Big CarDocument172 pages2019 49 59 Ford Big CarJanneLaukkanenNo ratings yet
- MicroShield ManualDocument130 pagesMicroShield Manualagus waluyoNo ratings yet
- Syllabus For All SemsDocument115 pagesSyllabus For All SemsMisbah JahanNo ratings yet
- The CPV Valley Energy Center - 2013 RFPDocument103 pagesThe CPV Valley Energy Center - 2013 RFP2rQiTPh4KnNo ratings yet
- Herbal Gram Index v1-67Document86 pagesHerbal Gram Index v1-67terryvnd50% (2)
- Channel List 20210427Document13 pagesChannel List 20210427drpnnreddyNo ratings yet