
General Tyre
General Tyre
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Company Profile 12-03-2018Document37 pagesCompany Profile 12-03-2018M Jehanzeb IshaqNo ratings yet
- Form 1 - Residential Listing Input SheetDocument4 pagesForm 1 - Residential Listing Input SheetGabe GrossNo ratings yet
- Style Changeover Process Plan in Garment Industry - Lean MethodDocument1 pageStyle Changeover Process Plan in Garment Industry - Lean MethodArjun MNo ratings yet
- D.A Ali Et Al.Document12 pagesD.A Ali Et Al.Bilal KazmiNo ratings yet
- A D D Diallo Et Al.Document8 pagesA D D Diallo Et Al.Bilal KazmiNo ratings yet
- Rauch Et Al.Document20 pagesRauch Et Al.Bilal KazmiNo ratings yet
- Biotechnological Conversion of Methane To Methanol - Evaluation of Progress and PotentialDocument39 pagesBiotechnological Conversion of Methane To Methanol - Evaluation of Progress and PotentialBilal KazmiNo ratings yet
- M. Singh Et AlDocument9 pagesM. Singh Et AlBilal KazmiNo ratings yet
- Y.cao, y Bai and J. DuDocument10 pagesY.cao, y Bai and J. DuBilal KazmiNo ratings yet
- Biological Conversion of Methane To Liquid Fuels - Status and OpportunitiesDocument16 pagesBiological Conversion of Methane To Liquid Fuels - Status and OpportunitiesBilal KazmiNo ratings yet
- A. AlNouss Et Al.Document15 pagesA. AlNouss Et Al.Bilal KazmiNo ratings yet
- Highly Efficient Methane Biocatalysis Revealed in A Methanotrophic Bacterium - Enhanced ReaderDocument8 pagesHighly Efficient Methane Biocatalysis Revealed in A Methanotrophic Bacterium - Enhanced ReaderBilal KazmiNo ratings yet
- Acssuschemeng 9b05132 PDFDocument12 pagesAcssuschemeng 9b05132 PDFBilal KazmiNo ratings yet
- Liquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewDocument14 pagesLiquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewBilal KazmiNo ratings yet
- Molecules: Eco-Friendly Synthesis of A New Class of Pyridinium-Based Ionic Liquids With Attractive Antimicrobial ActivityDocument14 pagesMolecules: Eco-Friendly Synthesis of A New Class of Pyridinium-Based Ionic Liquids With Attractive Antimicrobial ActivityBilal KazmiNo ratings yet
- Simulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Document6 pagesSimulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Bilal KazmiNo ratings yet
- Journal of Molecular Liquids: Bishwadeep Bagchi, Sushmita Sati, Vidyasagar ShilapuramDocument13 pagesJournal of Molecular Liquids: Bishwadeep Bagchi, Sushmita Sati, Vidyasagar ShilapuramBilal KazmiNo ratings yet
- Ie7b04477 Si 001Document6 pagesIe7b04477 Si 001Bilal KazmiNo ratings yet
- CPC AssignemenDocument3 pagesCPC AssignemenBilal KazmiNo ratings yet
- Research MethodologyDocument24 pagesResearch MethodologyBilal KazmiNo ratings yet
- Refrigerator - Vapor-Compression Cycle - Absorption Refrigeration - Liquefaction Processes - Linde Liquefaction - Claude LiquefactionDocument15 pagesRefrigerator - Vapor-Compression Cycle - Absorption Refrigeration - Liquefaction Processes - Linde Liquefaction - Claude LiquefactionBilal KazmiNo ratings yet
- SB 12103Document7 pagesSB 12103Roberto TroglioNo ratings yet
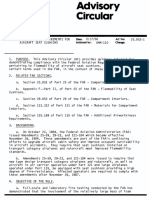
- AC 25.853-1 - Flammability Requirements For Aircraft Seat CushionsDocument11 pagesAC 25.853-1 - Flammability Requirements For Aircraft Seat CushionsfogdartNo ratings yet
- Major Noel HouseDocument27 pagesMajor Noel Houseeduard bulanonNo ratings yet
- Architizer A+Document3 pagesArchitizer A+Ruben IggenNo ratings yet
- Technical Project Manager or I.T. ManagerDocument3 pagesTechnical Project Manager or I.T. Managerapi-77500036No ratings yet
- KUKA MaintenanceMSG 11 enDocument25 pagesKUKA MaintenanceMSG 11 enNicolas Romero100% (1)
- Test For Footwear and Footwear Materials - : Methods ofDocument8 pagesTest For Footwear and Footwear Materials - : Methods ofhemantp1170No ratings yet
- Manual Nissan LeafDocument366 pagesManual Nissan Leafarcg89100% (1)
- Matri4Web-9 04Document9 pagesMatri4Web-9 04AjayNo ratings yet
- A Hot Line Construction Equipament Guide 2008 - CEGDocument1,759 pagesA Hot Line Construction Equipament Guide 2008 - CEGanderson cesconettoNo ratings yet
- KandariDocument3 pagesKandaritarun59551No ratings yet
- Worked Pre-Tender Example: PreliminariesDocument6 pagesWorked Pre-Tender Example: PreliminariesMuhammad IqbalNo ratings yet
- Surabaya Travel Demand Rail Ridership Results Representation 20131201Document39 pagesSurabaya Travel Demand Rail Ridership Results Representation 20131201Irwan JoeNo ratings yet
- B.E. Production PDFDocument119 pagesB.E. Production PDFMadhan MNo ratings yet
- 7.27.17 The NickelDocument12 pages7.27.17 The Nickelliz6085No ratings yet
- Marbett Catalog EnglishDocument394 pagesMarbett Catalog EnglishTrần Ngọc SỹNo ratings yet
- BS 2901-3Document13 pagesBS 2901-3vuthuy94No ratings yet
- CV QAQC Manager-W.DORRI PDFDocument6 pagesCV QAQC Manager-W.DORRI PDFMoaatazz NouisriNo ratings yet
- Global Marketing - Ch10 Brand and Product Decisions in Global MarketingDocument22 pagesGlobal Marketing - Ch10 Brand and Product Decisions in Global MarketingIsmadth2918388No ratings yet
- Technical Datasheet: AROPOL™ 7030 ResinDocument3 pagesTechnical Datasheet: AROPOL™ 7030 ResinFaizal KhanNo ratings yet
- Hybris Commerce Developer Training 1.09 - TransactionsDocument6 pagesHybris Commerce Developer Training 1.09 - TransactionsoblomirNo ratings yet
- Unit 2 (Esbm)Document46 pagesUnit 2 (Esbm)prachi158No ratings yet
- Magnetic Chuck AllDocument32 pagesMagnetic Chuck AllAmit SardaNo ratings yet
- Admin CVDocument5 pagesAdmin CVFurqan SohailNo ratings yet
- User Manual: C440/XTOE Electronic Overload Relay, PROFIBUSDocument36 pagesUser Manual: C440/XTOE Electronic Overload Relay, PROFIBUSQR JcNo ratings yet
- 12 Penity December 2019Document20 pages12 Penity December 2019Dewangga LazuardiNo ratings yet
- ElevatorsDocument22 pagesElevatorsfkkfoxNo ratings yet























































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Company Profile 12-03-2018Document37 pagesCompany Profile 12-03-2018M Jehanzeb IshaqNo ratings yet
- Form 1 - Residential Listing Input SheetDocument4 pagesForm 1 - Residential Listing Input SheetGabe GrossNo ratings yet
- Style Changeover Process Plan in Garment Industry - Lean MethodDocument1 pageStyle Changeover Process Plan in Garment Industry - Lean MethodArjun MNo ratings yet
- D.A Ali Et Al.Document12 pagesD.A Ali Et Al.Bilal KazmiNo ratings yet
- A D D Diallo Et Al.Document8 pagesA D D Diallo Et Al.Bilal KazmiNo ratings yet
- Rauch Et Al.Document20 pagesRauch Et Al.Bilal KazmiNo ratings yet
- Biotechnological Conversion of Methane To Methanol - Evaluation of Progress and PotentialDocument39 pagesBiotechnological Conversion of Methane To Methanol - Evaluation of Progress and PotentialBilal KazmiNo ratings yet
- M. Singh Et AlDocument9 pagesM. Singh Et AlBilal KazmiNo ratings yet
- Y.cao, y Bai and J. DuDocument10 pagesY.cao, y Bai and J. DuBilal KazmiNo ratings yet
- Biological Conversion of Methane To Liquid Fuels - Status and OpportunitiesDocument16 pagesBiological Conversion of Methane To Liquid Fuels - Status and OpportunitiesBilal KazmiNo ratings yet
- A. AlNouss Et Al.Document15 pagesA. AlNouss Et Al.Bilal KazmiNo ratings yet
- Highly Efficient Methane Biocatalysis Revealed in A Methanotrophic Bacterium - Enhanced ReaderDocument8 pagesHighly Efficient Methane Biocatalysis Revealed in A Methanotrophic Bacterium - Enhanced ReaderBilal KazmiNo ratings yet
- Acssuschemeng 9b05132 PDFDocument12 pagesAcssuschemeng 9b05132 PDFBilal KazmiNo ratings yet
- Liquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewDocument14 pagesLiquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewBilal KazmiNo ratings yet
- Molecules: Eco-Friendly Synthesis of A New Class of Pyridinium-Based Ionic Liquids With Attractive Antimicrobial ActivityDocument14 pagesMolecules: Eco-Friendly Synthesis of A New Class of Pyridinium-Based Ionic Liquids With Attractive Antimicrobial ActivityBilal KazmiNo ratings yet
- Simulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Document6 pagesSimulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Bilal KazmiNo ratings yet
- Journal of Molecular Liquids: Bishwadeep Bagchi, Sushmita Sati, Vidyasagar ShilapuramDocument13 pagesJournal of Molecular Liquids: Bishwadeep Bagchi, Sushmita Sati, Vidyasagar ShilapuramBilal KazmiNo ratings yet
- Ie7b04477 Si 001Document6 pagesIe7b04477 Si 001Bilal KazmiNo ratings yet
- CPC AssignemenDocument3 pagesCPC AssignemenBilal KazmiNo ratings yet
- Research MethodologyDocument24 pagesResearch MethodologyBilal KazmiNo ratings yet
- Refrigerator - Vapor-Compression Cycle - Absorption Refrigeration - Liquefaction Processes - Linde Liquefaction - Claude LiquefactionDocument15 pagesRefrigerator - Vapor-Compression Cycle - Absorption Refrigeration - Liquefaction Processes - Linde Liquefaction - Claude LiquefactionBilal KazmiNo ratings yet
- SB 12103Document7 pagesSB 12103Roberto TroglioNo ratings yet
- AC 25.853-1 - Flammability Requirements For Aircraft Seat CushionsDocument11 pagesAC 25.853-1 - Flammability Requirements For Aircraft Seat CushionsfogdartNo ratings yet
- Major Noel HouseDocument27 pagesMajor Noel Houseeduard bulanonNo ratings yet
- Architizer A+Document3 pagesArchitizer A+Ruben IggenNo ratings yet
- Technical Project Manager or I.T. ManagerDocument3 pagesTechnical Project Manager or I.T. Managerapi-77500036No ratings yet
- KUKA MaintenanceMSG 11 enDocument25 pagesKUKA MaintenanceMSG 11 enNicolas Romero100% (1)
- Test For Footwear and Footwear Materials - : Methods ofDocument8 pagesTest For Footwear and Footwear Materials - : Methods ofhemantp1170No ratings yet
- Manual Nissan LeafDocument366 pagesManual Nissan Leafarcg89100% (1)
- Matri4Web-9 04Document9 pagesMatri4Web-9 04AjayNo ratings yet
- A Hot Line Construction Equipament Guide 2008 - CEGDocument1,759 pagesA Hot Line Construction Equipament Guide 2008 - CEGanderson cesconettoNo ratings yet
- KandariDocument3 pagesKandaritarun59551No ratings yet
- Worked Pre-Tender Example: PreliminariesDocument6 pagesWorked Pre-Tender Example: PreliminariesMuhammad IqbalNo ratings yet
- Surabaya Travel Demand Rail Ridership Results Representation 20131201Document39 pagesSurabaya Travel Demand Rail Ridership Results Representation 20131201Irwan JoeNo ratings yet
- B.E. Production PDFDocument119 pagesB.E. Production PDFMadhan MNo ratings yet
- 7.27.17 The NickelDocument12 pages7.27.17 The Nickelliz6085No ratings yet
- Marbett Catalog EnglishDocument394 pagesMarbett Catalog EnglishTrần Ngọc SỹNo ratings yet
- BS 2901-3Document13 pagesBS 2901-3vuthuy94No ratings yet
- CV QAQC Manager-W.DORRI PDFDocument6 pagesCV QAQC Manager-W.DORRI PDFMoaatazz NouisriNo ratings yet
- Global Marketing - Ch10 Brand and Product Decisions in Global MarketingDocument22 pagesGlobal Marketing - Ch10 Brand and Product Decisions in Global MarketingIsmadth2918388No ratings yet
- Technical Datasheet: AROPOL™ 7030 ResinDocument3 pagesTechnical Datasheet: AROPOL™ 7030 ResinFaizal KhanNo ratings yet
- Hybris Commerce Developer Training 1.09 - TransactionsDocument6 pagesHybris Commerce Developer Training 1.09 - TransactionsoblomirNo ratings yet
- Unit 2 (Esbm)Document46 pagesUnit 2 (Esbm)prachi158No ratings yet
- Magnetic Chuck AllDocument32 pagesMagnetic Chuck AllAmit SardaNo ratings yet
- Admin CVDocument5 pagesAdmin CVFurqan SohailNo ratings yet
- User Manual: C440/XTOE Electronic Overload Relay, PROFIBUSDocument36 pagesUser Manual: C440/XTOE Electronic Overload Relay, PROFIBUSQR JcNo ratings yet
- 12 Penity December 2019Document20 pages12 Penity December 2019Dewangga LazuardiNo ratings yet
- ElevatorsDocument22 pagesElevatorsfkkfoxNo ratings yet