Download as docx, pdf, or txt
You might also like
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Parts Manual: Shibaura Diesel EngineDocument44 pagesParts Manual: Shibaura Diesel EngineFelipe donosoNo ratings yet
- Electric Motor TestingDocument5 pagesElectric Motor Testings_r_manoNo ratings yet
- BMW Product Info VanosDocument78 pagesBMW Product Info VanosAl100% (5)
- Maintenance of Motor PDFDocument4 pagesMaintenance of Motor PDFBilal AslamNo ratings yet
- Maintenance of Electric MotorsDocument6 pagesMaintenance of Electric MotorsEmilNo ratings yet
- Orals Electrical For MMDDocument44 pagesOrals Electrical For MMDStrongest AvengerNo ratings yet
- How To Check An Electric Motor - 12 Steps (With Pictures) - WikihowDocument9 pagesHow To Check An Electric Motor - 12 Steps (With Pictures) - WikihowAlamin SiddiqueNo ratings yet
- Electrical Test Procedures For Armatures, Stators and MotorsDocument7 pagesElectrical Test Procedures For Armatures, Stators and MotorsCarlosNo ratings yet
- General Information and MaintenanceDocument4 pagesGeneral Information and Maintenanceraymond marcosNo ratings yet
- Maintenance and Check Electrical MotorsDocument7 pagesMaintenance and Check Electrical MotorsalexfrizNo ratings yet
- LabDocument7 pagesLabAidaFarzanaNanaNo ratings yet
- Motor Repair. Measurements Deliverable Activity Tr2Document11 pagesMotor Repair. Measurements Deliverable Activity Tr2ScribdTranslationsNo ratings yet
- Motor MaintenanceDocument17 pagesMotor MaintenanceCarlos Miguel Dacaimat100% (2)
- Maintenance of Low Voltage Circuit BreakersDocument2 pagesMaintenance of Low Voltage Circuit BreakersJuvencio MolinaNo ratings yet
- 100r Motor Ac Cms 100rDocument4 pages100r Motor Ac Cms 100ramariei_niculinaNo ratings yet
- TT Electric Motor MaintenanceDocument2 pagesTT Electric Motor MaintenanceSelvn SubramanianNo ratings yet
- Motor Troubleshooting and MaintenanceDocument27 pagesMotor Troubleshooting and MaintenanceparabitoNo ratings yet
- Maintenance and Troubleshooting of Electric MotorsDocument27 pagesMaintenance and Troubleshooting of Electric MotorsNguyễn Thanh Sơn100% (1)
- How To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Document7 pagesHow To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Hassan TalhaNo ratings yet
- Automotive Shs-DipDocument4 pagesAutomotive Shs-DipAl M. GamzNo ratings yet
- Recommendations To Check AC Electric MotorsDocument6 pagesRecommendations To Check AC Electric MotorsHemendra JaniNo ratings yet
- Maintenance of Motors and GeneratorsDocument116 pagesMaintenance of Motors and GeneratorsAtiqur RahmanNo ratings yet
- 5 Steps To Test-WPS OfficeDocument2 pages5 Steps To Test-WPS OfficeAmanuelNo ratings yet
- Norton 750 CommandoDocument191 pagesNorton 750 CommandoIronHorseRiders100% (2)
- AEN Practical No 14Document11 pagesAEN Practical No 14Prasad KulkarniNo ratings yet
- Amt 22013 Prelim HWDocument8 pagesAmt 22013 Prelim HWBoom RenegadesNo ratings yet
- Cdi Troubleshooting Guide Johnson EvinrudeDocument35 pagesCdi Troubleshooting Guide Johnson EvinrudeEvan CollinsNo ratings yet
- Electrical System Motor MaintenanceDocument7 pagesElectrical System Motor MaintenanceoritasNo ratings yet
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Motor Insulation and WindingsDocument14 pagesMotor Insulation and Windingskitchu007No ratings yet
- Motor Maintenance - SCHEDULED ROUTINE CARE: Bearing LubricationDocument7 pagesMotor Maintenance - SCHEDULED ROUTINE CARE: Bearing LubricationRM HaroonNo ratings yet
- Maintenance ScheduleDocument16 pagesMaintenance ScheduleSiska0806No ratings yet
- Week 101Document48 pagesWeek 101Raphael SebucNo ratings yet
- How To Test and Repair Small Engine Ignition System ProblemsDocument5 pagesHow To Test and Repair Small Engine Ignition System ProblemsAlfred E. NewmanNo ratings yet
- Maintenance of Electrical Motors 1.5Document9 pagesMaintenance of Electrical Motors 1.5Sayed NagyNo ratings yet
- ABB MotorDocument31 pagesABB MotorRudr ThakurNo ratings yet
- Aircraft Gas Turbine 2 - Presentation 4Document31 pagesAircraft Gas Turbine 2 - Presentation 4Mochammad Fajri MuharamNo ratings yet
- Engine 6 Maintenace and TroubleshootingDocument24 pagesEngine 6 Maintenace and TroubleshootingEnrique Felipe Reveco BahamondesNo ratings yet
- Maintenance For Generators and Motors - Training CourseDocument117 pagesMaintenance For Generators and Motors - Training CourseWaleed Tahawy100% (1)
- Motor Repair GuideDocument4 pagesMotor Repair GuideFauzi SaputraNo ratings yet
- Electric Motor RewindingDocument5 pagesElectric Motor Rewinding17czwNo ratings yet
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear FailuresHudson Saldanha SpiffNo ratings yet
- Electrical Maintenance Programs Are Designed To Increase Equipment Promptness and Uptime While Decreasing Capital Operating CostDocument6 pagesElectrical Maintenance Programs Are Designed To Increase Equipment Promptness and Uptime While Decreasing Capital Operating CostSanjayNo ratings yet
- Operation and Maintenance of AC GeneratorDocument31 pagesOperation and Maintenance of AC GeneratorsravangannaNo ratings yet
- Fluke - Troubleshooting Motor IgnitionsDocument4 pagesFluke - Troubleshooting Motor Ignitionsjbravo_cumsilleNo ratings yet
- Nema Induction MotorsDocument20 pagesNema Induction MotorsErik Huang100% (1)
- University of Engineering and Technology, Lahore Assignment # 1 Maintenance EngineeringDocument8 pagesUniversity of Engineering and Technology, Lahore Assignment # 1 Maintenance Engineeringadnan mukhtarNo ratings yet
- Erc Aa Motor LG263Document9 pagesErc Aa Motor LG263SANOMIONo ratings yet
- 2 - Three Phase Induction Motors Maintenance ManualDocument26 pages2 - Three Phase Induction Motors Maintenance ManualMiguel Angel67% (3)
- Code of Practice For Overhauling of DC Motors With Antifriction / Sliding Bearings IPSS: 1-03-033-03Document9 pagesCode of Practice For Overhauling of DC Motors With Antifriction / Sliding Bearings IPSS: 1-03-033-03GopalMahantaNo ratings yet
- AC Motor Installation - Maintenance Instructions: HandlingDocument4 pagesAC Motor Installation - Maintenance Instructions: HandlingEkakitie EseNo ratings yet
- Electrical Preventive Maintenance of Air Circuit BreakersDocument6 pagesElectrical Preventive Maintenance of Air Circuit BreakersPierre Enrique Carrasco FuentesNo ratings yet
- Service-Life Evaluations of Power Circuit Breakers and Molded-Case Circuit BreakersDocument10 pagesService-Life Evaluations of Power Circuit Breakers and Molded-Case Circuit Breakerscarlos vidalNo ratings yet
- Activity 1Document3 pagesActivity 1Princess JuanNo ratings yet
- Paradeep Phosphates Limited: Motor MaintenanceDocument39 pagesParadeep Phosphates Limited: Motor MaintenanceSushanta kumar pandaNo ratings yet
- Motor Maintenance and Testing TG 5-29-13Document8 pagesMotor Maintenance and Testing TG 5-29-13LuHanson100% (1)
- Cranes Today March 2004 What To Look ForDocument3 pagesCranes Today March 2004 What To Look FordomsonengNo ratings yet
- Fuel Injector Testing ReportDocument12 pagesFuel Injector Testing ReportZeke KazamiNo ratings yet
- All-Test Pro, LLCDocument13 pagesAll-Test Pro, LLCjizuNo ratings yet
- Laboratory Guide Automatic TransmissionDocument18 pagesLaboratory Guide Automatic TransmissionHaftayNo ratings yet
- Chapter 5 Results and DiscussionDocument21 pagesChapter 5 Results and DiscussionVincoy JohnlloydNo ratings yet
- Chapter 1 IntroductionDocument172 pagesChapter 1 IntroductionVincoy JohnlloydNo ratings yet
- Vincoy, John Lloyd Single Phase TransformerDocument19 pagesVincoy, John Lloyd Single Phase TransformerVincoy JohnlloydNo ratings yet
- Thermal Conductivity and Electrical ConducivityDocument49 pagesThermal Conductivity and Electrical ConducivityVincoy JohnlloydNo ratings yet
- ME 442 - Industrial Plant Engineering: John Lloyd A. Vincoy Bsme-IvDocument7 pagesME 442 - Industrial Plant Engineering: John Lloyd A. Vincoy Bsme-IvVincoy JohnlloydNo ratings yet
- Final Exam Me 500 and Me 442 (Vincoy)Document18 pagesFinal Exam Me 500 and Me 442 (Vincoy)Vincoy JohnlloydNo ratings yet
- Vincoy John Lloyd A. Life and Works of RizalDocument21 pagesVincoy John Lloyd A. Life and Works of RizalVincoy JohnlloydNo ratings yet
- Assignment 6 VincoyDocument16 pagesAssignment 6 VincoyVincoy JohnlloydNo ratings yet
- Assignment 2 Ac DCDocument15 pagesAssignment 2 Ac DCVincoy JohnlloydNo ratings yet
- Assignment 3 (VINCOY)Document13 pagesAssignment 3 (VINCOY)Vincoy JohnlloydNo ratings yet
- For Rankine Cycle For Rankine EngineDocument8 pagesFor Rankine Cycle For Rankine EngineVincoy JohnlloydNo ratings yet
- Assignment 5 Sir TubanDocument16 pagesAssignment 5 Sir TubanVincoy JohnlloydNo ratings yet
- ECE 330 Basic Electronics (Vincoy)Document5 pagesECE 330 Basic Electronics (Vincoy)Vincoy JohnlloydNo ratings yet
- Assignment 2 Ac DCDocument15 pagesAssignment 2 Ac DCVincoy JohnlloydNo ratings yet
- Cement Balling - NRMCA ArticleDocument2 pagesCement Balling - NRMCA ArticleAnonymous ouZFaSBR100% (1)
- SANY SCC 90 TonDocument21 pagesSANY SCC 90 TonIzziNo ratings yet
- Descriptive Essay - HorrorDocument1 pageDescriptive Essay - HorrorTiona Morgan100% (1)
- Nissan Motor Manufacturing (UK) LTD (NMUK) Is A CarDocument8 pagesNissan Motor Manufacturing (UK) LTD (NMUK) Is A CarRoberto Ortega MicalizziNo ratings yet
- Minus 1 Bars - Minus 0.1: Nikuni KTM25F & 25N Circuit Diagram 00185Document1 pageMinus 1 Bars - Minus 0.1: Nikuni KTM25F & 25N Circuit Diagram 00185wacsii ccasullaNo ratings yet
- YearEndSupp2019 PDDocument3 pagesYearEndSupp2019 PDKay DevchandNo ratings yet
- SL Manual Lock 13 58 SHAFFER RAM BOP Page-21-25Document5 pagesSL Manual Lock 13 58 SHAFFER RAM BOP Page-21-25Richard EVNo ratings yet
- 1994-2010 BMW Navigation System Upgrades - (Computer, Display, Software, Maps) - BMW E39SourceDocument25 pages1994-2010 BMW Navigation System Upgrades - (Computer, Display, Software, Maps) - BMW E39SourcevictorplugaruNo ratings yet
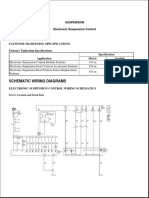
- 044 - Electronic Suspension ControlDocument27 pages044 - Electronic Suspension ControlGedas GvildysNo ratings yet
- Standardisation and Rationalisation Group (SRG) For Materials ManagementDocument12 pagesStandardisation and Rationalisation Group (SRG) For Materials ManagementManish kumar DhakedNo ratings yet
- 2023 ACEA Oil Sequences Light-Duty EnginesDocument8 pages2023 ACEA Oil Sequences Light-Duty Engineslukasz.hercogNo ratings yet
- PT7722Document31 pagesPT7722ArmorNo ratings yet
- 77 290 Ducatomca 603.85.375 en 02 04.21 L LGDocument368 pages77 290 Ducatomca 603.85.375 en 02 04.21 L LGBadita EusebiuNo ratings yet
- Hyd Micro ProjectDocument20 pagesHyd Micro ProjectOmkar Moze CE - J1 - 88No ratings yet
- EEA 430 Lecture 03 Pneumatic HydraulicsystemsC 06102023 115654amDocument6 pagesEEA 430 Lecture 03 Pneumatic HydraulicsystemsC 06102023 115654amKhan BhaiNo ratings yet
- Mil PRF 83483Document1 pageMil PRF 83483JOSENo ratings yet
- Catalogo Motor Lombardini LDW1003Document54 pagesCatalogo Motor Lombardini LDW1003Fernando BorjaNo ratings yet
- CALLIPERS - Different Types of Calipers and Their Uses (With Photographs) - RX MechanicDocument7 pagesCALLIPERS - Different Types of Calipers and Their Uses (With Photographs) - RX MechanicDZADZA YAOVINo ratings yet
- A New Vehicle Intelligent Shift SystemDocument9 pagesA New Vehicle Intelligent Shift SystemManu ViratNo ratings yet
- Parts & Service Manual Elevadora Ul 32 Genie (Mañongo)Document94 pagesParts & Service Manual Elevadora Ul 32 Genie (Mañongo)Hoovers RamirezNo ratings yet
- AGS 1 Automated General Purpose ScannerDocument2 pagesAGS 1 Automated General Purpose Scannerkiki270977No ratings yet
- Drawing - Boll & Kirch Filterbau GMBHDocument7 pagesDrawing - Boll & Kirch Filterbau GMBHolegmartynov90No ratings yet
- Cat SIS Jan 2017 New Information in SISDocument26 pagesCat SIS Jan 2017 New Information in SISisaac989100% (1)
- Section 37 - Wheels, Tires, and Ballasting - Chapter 2Document8 pagesSection 37 - Wheels, Tires, and Ballasting - Chapter 2Esteban MunaresNo ratings yet
- He Complete Range of Flow Control Valve PDFDocument1 pageHe Complete Range of Flow Control Valve PDFwiruNo ratings yet
- Kia Sedona 2008 Airbag Controle ModuleDocument3 pagesKia Sedona 2008 Airbag Controle ModulejoshuaslNo ratings yet
- Sany Sr150C Rotary Drilling Rig: Quality Changes The WorldDocument10 pagesSany Sr150C Rotary Drilling Rig: Quality Changes The Worldperona cantikNo ratings yet
- Super Ii Fishing Jar: Instruction Manual 4102Document24 pagesSuper Ii Fishing Jar: Instruction Manual 4102Aderobaki GbengaNo ratings yet