
NA 625 Data Sheet
NA 625 Data Sheet
You might also like
- 1100 Data SheetDocument1 page1100 Data SheetMuhammad Whisnu NugrahaNo ratings yet
- 4340 Wire For Low Alloy SteelsDocument1 page4340 Wire For Low Alloy SteelsPankaj KumbhareNo ratings yet
- Filler Metal 70s-6Document1 pageFiller Metal 70s-6Hugo RodriguezNo ratings yet
- 230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505Document1 page230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505mohamed AdelNo ratings yet
- 312-16 Data SheetDocument1 page312-16 Data Sheetmuhi salehNo ratings yet
- Bavaria en BA-TIG 310Document1 pageBavaria en BA-TIG 310cocoNo ratings yet
- 71t 1cDocument1 page71t 1cSuthan M RNo ratings yet
- ER90S-B9 Electrode SpecDocument1 pageER90S-B9 Electrode SpecfaizalzolNo ratings yet
- Arc Welding Electrodes (Product Catalogue)Document28 pagesArc Welding Electrodes (Product Catalogue)ddprt123No ratings yet
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianNo ratings yet
- Pinnacle Alloys ENiCrFe 3 12.16Document2 pagesPinnacle Alloys ENiCrFe 3 12.16satnamNo ratings yet
- SO18. 222369 - Sockolet3.4 - CA1293Document2 pagesSO18. 222369 - Sockolet3.4 - CA1293Jhonatan GonzalezNo ratings yet
- Spring Materials (Round Wire)Document6 pagesSpring Materials (Round Wire)Kishore BhatNo ratings yet
- 007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0Document11 pages007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0carlonewmannNo ratings yet
- E7018 PDFDocument3 pagesE7018 PDFPrakash RajNo ratings yet
- Tecnofil Catalogo2022Document8 pagesTecnofil Catalogo2022Cesar OteroNo ratings yet
- Stainless Steel Flux Cored Tig: Alloy Description and ApplicationDocument1 pageStainless Steel Flux Cored Tig: Alloy Description and ApplicationNGUYEN VINHNo ratings yet
- Mill Test & Inspection Certificate: According To en 10204 3.1Document2 pagesMill Test & Inspection Certificate: According To en 10204 3.1Jeisson BotiaNo ratings yet
- E7018 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE7018 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Bavaria en BA-TIG 309LSiDocument1 pageBavaria en BA-TIG 309LSicocoNo ratings yet
- ER70S-2 Mild SteelDocument1 pageER70S-2 Mild SteelNadeemNo ratings yet
- USA 110S-1 Welding Wire and Rod: Cert # 05-R0925Document1 pageUSA 110S-1 Welding Wire and Rod: Cert # 05-R0925javadmohammadiNo ratings yet
- Class: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageDocument2 pagesClass: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageAditya PrajasNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationdfmolinaNo ratings yet
- USA 70S-B2L Welding Wire and Rod: Cert # 05-R0925Document1 pageUSA 70S-B2L Welding Wire and Rod: Cert # 05-R0925Nhien ManNo ratings yet
- ENiFe CIDocument1 pageENiFe CIakashmalayiNo ratings yet
- Certificado Bothwell Ca1469Document1 pageCertificado Bothwell Ca1469erssonNo ratings yet
- ASTM A335 Pipe Specification1Document8 pagesASTM A335 Pipe Specification1Rupam BaruahNo ratings yet
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasNo ratings yet
- E6011 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6011 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNo ratings yet
- FCD45 Ductile Iron: Common NameDocument1 pageFCD45 Ductile Iron: Common NameHimindra ChaaubeNo ratings yet
- S6cheron Electrodes PVT.: CertificateDocument1 pageS6cheron Electrodes PVT.: CertificateMetal EraNo ratings yet
- 309-16 Data SheetDocument1 page309-16 Data Sheetdapp.70No ratings yet
- E7014 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE7014 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Hycast Alloys PDFDocument3 pagesHycast Alloys PDFMark JackamanNo ratings yet
- SmawDocument56 pagesSmawFakhar WindratamaNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Perno A325 HDG 5-8 X 2 (Rel+66215280)Document1 pagePerno A325 HDG 5-8 X 2 (Rel+66215280)Alexander Ortiz CarrionNo ratings yet
- 6010P (E6010)Document1 page6010P (E6010)brunizzaNo ratings yet
- Alloy 4047 Weld Data Sheet: Typical ApplicationsDocument2 pagesAlloy 4047 Weld Data Sheet: Typical ApplicationsMarcoAntonioNo ratings yet
- E6013 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6013 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- USA 309L-16 Coated Electrode: Alloy Description and ApplicationDocument1 pageUSA 309L-16 Coated Electrode: Alloy Description and ApplicationRaju ChaudharyNo ratings yet
- Norma Aws Er70s6Document2 pagesNorma Aws Er70s6Nathan CantelliNo ratings yet
- Specifications For PlatesDocument4 pagesSpecifications For PlatesRv VaghasiaNo ratings yet
- TWI Article On Super Duplex Welding - 1Document4 pagesTWI Article On Super Duplex Welding - 1kapsarcNo ratings yet
- Data Sheet For BRASS SPECIFICATIONS PDFDocument5 pagesData Sheet For BRASS SPECIFICATIONS PDFvkmsNo ratings yet
- Chemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRDocument2 pagesChemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRQuality teamNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationchepurthiNo ratings yet
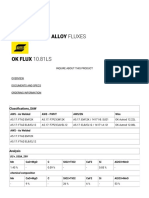
- Ok Flux 10.81LS PDFDocument2 pagesOk Flux 10.81LS PDFDeepak BhatiNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel Weldingkdsenipah6667No ratings yet
- GB5310 2008 Pipe SpecificationDocument5 pagesGB5310 2008 Pipe SpecificationRio EstikaNo ratings yet
- ERCUDocument1 pageERCURogério JuniorNo ratings yet
- CM-9CB TG-S9Cb US-9CbDocument3 pagesCM-9CB TG-S9Cb US-9Cbamit singhNo ratings yet
- ROYAL-S (E 6013) : ApplicationsDocument1 pageROYAL-S (E 6013) : Applicationsxbs17No ratings yet
- Electric Gas Lighting How to Install Electric Gas Ignition ApparatusFrom EverandElectric Gas Lighting How to Install Electric Gas Ignition ApparatusRating: 3 out of 5 stars3/5 (1)


























































Download as pdf or txt
You might also like
- 1100 Data SheetDocument1 page1100 Data SheetMuhammad Whisnu NugrahaNo ratings yet
- 4340 Wire For Low Alloy SteelsDocument1 page4340 Wire For Low Alloy SteelsPankaj KumbhareNo ratings yet
- Filler Metal 70s-6Document1 pageFiller Metal 70s-6Hugo RodriguezNo ratings yet
- 230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505Document1 page230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505mohamed AdelNo ratings yet
- 312-16 Data SheetDocument1 page312-16 Data Sheetmuhi salehNo ratings yet
- Bavaria en BA-TIG 310Document1 pageBavaria en BA-TIG 310cocoNo ratings yet
- 71t 1cDocument1 page71t 1cSuthan M RNo ratings yet
- ER90S-B9 Electrode SpecDocument1 pageER90S-B9 Electrode SpecfaizalzolNo ratings yet
- Arc Welding Electrodes (Product Catalogue)Document28 pagesArc Welding Electrodes (Product Catalogue)ddprt123No ratings yet
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianNo ratings yet
- Pinnacle Alloys ENiCrFe 3 12.16Document2 pagesPinnacle Alloys ENiCrFe 3 12.16satnamNo ratings yet
- SO18. 222369 - Sockolet3.4 - CA1293Document2 pagesSO18. 222369 - Sockolet3.4 - CA1293Jhonatan GonzalezNo ratings yet
- Spring Materials (Round Wire)Document6 pagesSpring Materials (Round Wire)Kishore BhatNo ratings yet
- 007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0Document11 pages007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0carlonewmannNo ratings yet
- E7018 PDFDocument3 pagesE7018 PDFPrakash RajNo ratings yet
- Tecnofil Catalogo2022Document8 pagesTecnofil Catalogo2022Cesar OteroNo ratings yet
- Stainless Steel Flux Cored Tig: Alloy Description and ApplicationDocument1 pageStainless Steel Flux Cored Tig: Alloy Description and ApplicationNGUYEN VINHNo ratings yet
- Mill Test & Inspection Certificate: According To en 10204 3.1Document2 pagesMill Test & Inspection Certificate: According To en 10204 3.1Jeisson BotiaNo ratings yet
- E7018 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE7018 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Bavaria en BA-TIG 309LSiDocument1 pageBavaria en BA-TIG 309LSicocoNo ratings yet
- ER70S-2 Mild SteelDocument1 pageER70S-2 Mild SteelNadeemNo ratings yet
- USA 110S-1 Welding Wire and Rod: Cert # 05-R0925Document1 pageUSA 110S-1 Welding Wire and Rod: Cert # 05-R0925javadmohammadiNo ratings yet
- Class: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageDocument2 pagesClass: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageAditya PrajasNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationdfmolinaNo ratings yet
- USA 70S-B2L Welding Wire and Rod: Cert # 05-R0925Document1 pageUSA 70S-B2L Welding Wire and Rod: Cert # 05-R0925Nhien ManNo ratings yet
- ENiFe CIDocument1 pageENiFe CIakashmalayiNo ratings yet
- Certificado Bothwell Ca1469Document1 pageCertificado Bothwell Ca1469erssonNo ratings yet
- ASTM A335 Pipe Specification1Document8 pagesASTM A335 Pipe Specification1Rupam BaruahNo ratings yet
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasNo ratings yet
- E6011 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6011 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNo ratings yet
- FCD45 Ductile Iron: Common NameDocument1 pageFCD45 Ductile Iron: Common NameHimindra ChaaubeNo ratings yet
- S6cheron Electrodes PVT.: CertificateDocument1 pageS6cheron Electrodes PVT.: CertificateMetal EraNo ratings yet
- 309-16 Data SheetDocument1 page309-16 Data Sheetdapp.70No ratings yet
- E7014 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE7014 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Hycast Alloys PDFDocument3 pagesHycast Alloys PDFMark JackamanNo ratings yet
- SmawDocument56 pagesSmawFakhar WindratamaNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Perno A325 HDG 5-8 X 2 (Rel+66215280)Document1 pagePerno A325 HDG 5-8 X 2 (Rel+66215280)Alexander Ortiz CarrionNo ratings yet
- 6010P (E6010)Document1 page6010P (E6010)brunizzaNo ratings yet
- Alloy 4047 Weld Data Sheet: Typical ApplicationsDocument2 pagesAlloy 4047 Weld Data Sheet: Typical ApplicationsMarcoAntonioNo ratings yet
- E6013 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6013 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldNo ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- USA 309L-16 Coated Electrode: Alloy Description and ApplicationDocument1 pageUSA 309L-16 Coated Electrode: Alloy Description and ApplicationRaju ChaudharyNo ratings yet
- Norma Aws Er70s6Document2 pagesNorma Aws Er70s6Nathan CantelliNo ratings yet
- Specifications For PlatesDocument4 pagesSpecifications For PlatesRv VaghasiaNo ratings yet
- TWI Article On Super Duplex Welding - 1Document4 pagesTWI Article On Super Duplex Welding - 1kapsarcNo ratings yet
- Data Sheet For BRASS SPECIFICATIONS PDFDocument5 pagesData Sheet For BRASS SPECIFICATIONS PDFvkmsNo ratings yet
- Chemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRDocument2 pagesChemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRQuality teamNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationchepurthiNo ratings yet
- Ok Flux 10.81LS PDFDocument2 pagesOk Flux 10.81LS PDFDeepak BhatiNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel Weldingkdsenipah6667No ratings yet
- GB5310 2008 Pipe SpecificationDocument5 pagesGB5310 2008 Pipe SpecificationRio EstikaNo ratings yet
- ERCUDocument1 pageERCURogério JuniorNo ratings yet
- CM-9CB TG-S9Cb US-9CbDocument3 pagesCM-9CB TG-S9Cb US-9Cbamit singhNo ratings yet
- ROYAL-S (E 6013) : ApplicationsDocument1 pageROYAL-S (E 6013) : Applicationsxbs17No ratings yet
- Electric Gas Lighting How to Install Electric Gas Ignition ApparatusFrom EverandElectric Gas Lighting How to Install Electric Gas Ignition ApparatusRating: 3 out of 5 stars3/5 (1)