Download as pdf or txt
You might also like
- Design and Analysis of Institutional Building (G+3) Using Staad ProDocument3 pagesDesign and Analysis of Institutional Building (G+3) Using Staad Proinnovative technologies100% (2)
- MEL203 2019 Lab ManualDocument72 pagesMEL203 2019 Lab ManualDharm-astra :The Weapon of Righteousness100% (1)
- A Seminar Report OnDocument14 pagesA Seminar Report OnDevesh SharmaNo ratings yet
- E Proceedings ICID2018 PDFDocument556 pagesE Proceedings ICID2018 PDFsupran chakravartyNo ratings yet
- Zydex Zydex Zydex Zydex: Zydex Zydex Zydex ZydexDocument38 pagesZydex Zydex Zydex Zydex: Zydex Zydex Zydex ZydexVijay GopalNo ratings yet
- Páginas DesdeAASHTO Materials 33rd Edition and AASHTO Provisional StandardsDocument2 pagesPáginas DesdeAASHTO Materials 33rd Edition and AASHTO Provisional StandardsAnita Saucedo GomezNo ratings yet
- Partial Replacement of Cement by Saw Dust Ash in Constructional WorksDocument31 pagesPartial Replacement of Cement by Saw Dust Ash in Constructional WorksHariharasudhanNo ratings yet
- Internship 2019Document59 pagesInternship 2019ArjunRathodNo ratings yet
- Utilization of Ceramic Waste by Partial Replacement ofDocument12 pagesUtilization of Ceramic Waste by Partial Replacement ofDhandapany Arun50% (2)
- Internship ReportDocument30 pagesInternship ReportAbhishek SengarNo ratings yet
- BLADocument44 pagesBLASadam GudetoNo ratings yet
- Study of Light Weight Fibre Reinforced Concrete by Partial Replacement of Coarse Aggregate With Pumice StoneDocument10 pagesStudy of Light Weight Fibre Reinforced Concrete by Partial Replacement of Coarse Aggregate With Pumice StoneMohammed Sohel AhmedNo ratings yet
- Civil EngineeringProjectDocument9 pagesCivil EngineeringProjectMitendra Singh100% (1)
- Design Project AuditoriumDocument66 pagesDesign Project AuditoriumganapathyNo ratings yet
- 1.1 Concrete: Partial Replacement of Coarse Aggregate With Ceramic Tile 2019-2020Document25 pages1.1 Concrete: Partial Replacement of Coarse Aggregate With Ceramic Tile 2019-2020Naveen S100% (2)
- Retrofitting Using FRP LaminateDocument4 pagesRetrofitting Using FRP LaminateVIVA-TECH IJRINo ratings yet
- ST7013-Design of Steel Concrete Composite Structures Question BankDocument11 pagesST7013-Design of Steel Concrete Composite Structures Question BankSarath KumarNo ratings yet
- Project ReportDocument41 pagesProject ReportAashu chaudhary100% (1)
- Seminar Topics Al Ameen CollegeDocument14 pagesSeminar Topics Al Ameen CollegejinshadNo ratings yet
- Summer Internship PPT 2Document23 pagesSummer Internship PPT 2Ajay MakwanaNo ratings yet
- Building Collapse in DelhiDocument4 pagesBuilding Collapse in Delhifree birdNo ratings yet
- Estimation & Costing (16 Marks Questions)Document10 pagesEstimation & Costing (16 Marks Questions)Suganyashivraj SuganyaNo ratings yet
- Water Cement RatioDocument6 pagesWater Cement RatioPrashant PradhanNo ratings yet
- Scheme - I Sample Question PaperDocument4 pagesScheme - I Sample Question PaperABHIJEET DHOBALE50% (2)
- Civil Engineering Project Topics and MaterialsDocument5 pagesCivil Engineering Project Topics and MaterialsCivil Engineering projectNo ratings yet
- Plastic Bricks PPT First ReviewDocument18 pagesPlastic Bricks PPT First Review19TUCV038 SHUHAIL AKTHAR.ANo ratings yet
- A Project Report On Planning Analysis and Design of Multistorey Bank Building Using Etabs PaperDocument9 pagesA Project Report On Planning Analysis and Design of Multistorey Bank Building Using Etabs PaperAbdul Razzak100% (1)
- Green Concrete: Presented By: Presented ToDocument19 pagesGreen Concrete: Presented By: Presented ToSatyam SatyaNo ratings yet
- Studies On Quarry Dust As Partial Replacement of Fine Aggregates in ConcreteDocument3 pagesStudies On Quarry Dust As Partial Replacement of Fine Aggregates in ConcreteEditor IJLTEMASNo ratings yet
- Geopolymer Concrete Sem 8 (GPC)Document21 pagesGeopolymer Concrete Sem 8 (GPC)daahdadaNo ratings yet
- A Project Report On Design of EarthquakeDocument53 pagesA Project Report On Design of EarthquakeSidd PriyamNo ratings yet
- Dissertation Report: Malay Mitra ChabeyDocument49 pagesDissertation Report: Malay Mitra ChabeyMalay Mitra Chaubey100% (2)
- Geopolymer BricksDocument6 pagesGeopolymer BricksVIVA-TECH IJRI100% (1)
- ABM Seminar ReportDocument24 pagesABM Seminar Reportmd MuzammilNo ratings yet
- Tesfaalem Kahsay PDFDocument155 pagesTesfaalem Kahsay PDFkibromgidey12No ratings yet
- Unit I A) Fluid Flow Around Submerged Objects: Page 1 of 8Document33 pagesUnit I A) Fluid Flow Around Submerged Objects: Page 1 of 8Sample UseNo ratings yet
- Mini Project Final Repot NSDocument12 pagesMini Project Final Repot NSNikhil Movie changerNo ratings yet
- All About ConcreteDocument5 pagesAll About ConcreteVikas Gupta100% (1)
- Dissertation - M.tech Akshay Uphade Roll.30Document23 pagesDissertation - M.tech Akshay Uphade Roll.30Akshay UphadeNo ratings yet
- Design and Analysis of Prestressed Concrete-2245 PDFDocument9 pagesDesign and Analysis of Prestressed Concrete-2245 PDFafzal taiNo ratings yet
- 152.prefabricated Multistory Structure Exposure To Engineering Seismicity by UsingDocument6 pages152.prefabricated Multistory Structure Exposure To Engineering Seismicity by UsingVishvajit KohakadeNo ratings yet
- Kle College of Engineering and Technology, Chikodi: "Coconut Shells Building Blocks"Document13 pagesKle College of Engineering and Technology, Chikodi: "Coconut Shells Building Blocks"Anand NashiNo ratings yet
- 2.ce6702 PCS PDFDocument34 pages2.ce6702 PCS PDFvignesh kumarNo ratings yet
- Geopolymer Bricks With Unique Withstanding StrengthDocument41 pagesGeopolymer Bricks With Unique Withstanding StrengthMohammed Saleem Syed KhaderNo ratings yet
- Partial Replacement of Cement With Glass Powder and Egg Shell (Powder) Ash in ConcreteDocument51 pagesPartial Replacement of Cement With Glass Powder and Egg Shell (Powder) Ash in Concreteshivanand hippargaNo ratings yet
- Final Staircase Report Phase-2editedDocument69 pagesFinal Staircase Report Phase-2editedSuyog DardeNo ratings yet
- Analysis and Design of RCC Overhead Water Tank: A Project ReportDocument64 pagesAnalysis and Design of RCC Overhead Water Tank: A Project ReportAnbarasan MuthaiahNo ratings yet
- Final Project PPT AquebDocument20 pagesFinal Project PPT AquebKlien ParkerNo ratings yet
- QSCT All FinalDocument306 pagesQSCT All Finalvaibhav yesaleNo ratings yet
- Final Report 2 InternshipDocument64 pagesFinal Report 2 Internshipgowtham gowdaNo ratings yet
- 1 RC 1 Lecture Notes IntroductionDocument52 pages1 RC 1 Lecture Notes IntroductionRajalakshmi MurugesanNo ratings yet
- Maganga Abraham MwakulombaDocument26 pagesMaganga Abraham MwakulombaKaruku MachariaNo ratings yet
- Presentation On Fly-Ash Paver BlockDocument31 pagesPresentation On Fly-Ash Paver BlockBaharulHussain75% (8)
- A Project Report On Earthquake Resistant Building Using E Tabs and Manual Designing. PaperDocument3 pagesA Project Report On Earthquake Resistant Building Using E Tabs and Manual Designing. PaperAbdul RazzakNo ratings yet
- Scope For Future Shear WallDocument2 pagesScope For Future Shear WallermadankrNo ratings yet
- Overall Final Project Report PDFDocument115 pagesOverall Final Project Report PDFSuraj yadavNo ratings yet
- Study On Strength Behaviour of Concrete Using Foundry Dust in Fine AggregateDocument60 pagesStudy On Strength Behaviour of Concrete Using Foundry Dust in Fine AggregateMourya Teja Vuddandi100% (1)
- Analysis, Design and Estimation of Hostel Building by Using E-TabsDocument40 pagesAnalysis, Design and Estimation of Hostel Building by Using E-Tabsswathi H ANo ratings yet
- Analysis of Precast Building SystemDocument7 pagesAnalysis of Precast Building Systemshashank adigaNo ratings yet
- Study On The Strength of Glass Fiber Reinforcement Concrete With Fragmentary ReplacementDocument6 pagesStudy On The Strength of Glass Fiber Reinforcement Concrete With Fragmentary ReplacementIJRASETPublicationsNo ratings yet
- Partial Replacement of Cement With Marble Dust Powder in Cement ConcreteDocument6 pagesPartial Replacement of Cement With Marble Dust Powder in Cement ConcreteMidhun JosephNo ratings yet
- Experimental Investigation of Silica Fume Based Concrete of M25 GradeDocument7 pagesExperimental Investigation of Silica Fume Based Concrete of M25 GradeIJRASETPublicationsNo ratings yet
- Universal Church History 2Document8 pagesUniversal Church History 2Yonas D. EbrenNo ratings yet
- ConceptDocument15 pagesConceptYonas D. EbrenNo ratings yet
- Orthodox BookDocument1 pageOrthodox BookYonas D. EbrenNo ratings yet
- The Mathematical Basis of The Calendar Used by The Ethiopian Orthodox Twahedo Church For Fasting Periods and Religious HolidaysDocument7 pagesThe Mathematical Basis of The Calendar Used by The Ethiopian Orthodox Twahedo Church For Fasting Periods and Religious HolidaysDavid MHNo ratings yet
- Patrology 2015Document102 pagesPatrology 2015Yonas D. EbrenNo ratings yet
- The Incarnation and The Bible: Symposium BY BromileyDocument10 pagesThe Incarnation and The Bible: Symposium BY BromileyYonas D. EbrenNo ratings yet
- Efa Assignment 4Document3 pagesEfa Assignment 4Yonas D. EbrenNo ratings yet
- Orthodox BookDocument1 pageOrthodox BookYonas D. EbrenNo ratings yet
- CRBT Subscriber Lucky Winners-Round 1Document25 pagesCRBT Subscriber Lucky Winners-Round 1Yonas D. EbrenNo ratings yet
- Church History AssignmentDocument7 pagesChurch History AssignmentYonas D. EbrenNo ratings yet
- Romanos NativityDocument12 pagesRomanos NativityYonas D. EbrenNo ratings yet
- Liturgical - Ceremony12345678910Document14 pagesLiturgical - Ceremony12345678910Yonas D. EbrenNo ratings yet
- Introduction To Orthodox Spirituality Course Syllabus: Theologica, 2012 32 (2) : 74-85Document54 pagesIntroduction To Orthodox Spirituality Course Syllabus: Theologica, 2012 32 (2) : 74-85Yonas D. Ebren100% (1)
- Nativity HymnsDocument7 pagesNativity HymnsYonas D. EbrenNo ratings yet
- ScowlDocument30 pagesScowlYonas D. EbrenNo ratings yet
- Presentation 1Document4 pagesPresentation 1Yonas D. Ebren0% (1)
- Akathist Nativity of ChristDocument9 pagesAkathist Nativity of ChristYonas D. EbrenNo ratings yet
- Signal Analysis: Group Presentation - Part IIDocument23 pagesSignal Analysis: Group Presentation - Part IIYonas D. EbrenNo ratings yet
- Liturgical - Ceremony12345678Document11 pagesLiturgical - Ceremony12345678Yonas D. EbrenNo ratings yet
- Signal Analysis: Group Presentation - Part IIDocument23 pagesSignal Analysis: Group Presentation - Part IIYonas D. EbrenNo ratings yet
- Abdu ApplicationDocument4 pagesAbdu ApplicationYonas D. EbrenNo ratings yet
- Liturgical - Ceremony123456789Document12 pagesLiturgical - Ceremony123456789Yonas D. EbrenNo ratings yet
- DFT Introduction: Discrete Fourier Series (DFS) and Discrete FourierDocument7 pagesDFT Introduction: Discrete Fourier Series (DFS) and Discrete FourierYonas D. EbrenNo ratings yet
- The Best ComesDocument20 pagesThe Best ComesYonas D. EbrenNo ratings yet
- Signal Analysis: Group Presentation - Part IIDocument24 pagesSignal Analysis: Group Presentation - Part IIYonas D. EbrenNo ratings yet
- Sava The Children CVDocument4 pagesSava The Children CVYonas D. EbrenNo ratings yet
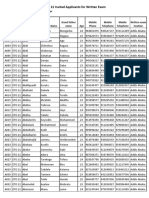
- ETO 21 Invited Applicants For Written Exam ADDBJR 1Document24 pagesETO 21 Invited Applicants For Written Exam ADDBJR 1Yonas D. EbrenNo ratings yet
- 5 2quantizationDocument7 pages5 2quantizationYonas D. EbrenNo ratings yet
- Detecting Telecommunication Fraud Using Neural NetworkDocument2 pagesDetecting Telecommunication Fraud Using Neural NetworkYonas D. EbrenNo ratings yet
- How To Play Scheduled Races Speedway en-GBDocument5 pagesHow To Play Scheduled Races Speedway en-GBYonas D. EbrenNo ratings yet
- Coper Cem Flex 2C: High Technology Cement Based 2 Component Waterproofing MembraneDocument2 pagesCoper Cem Flex 2C: High Technology Cement Based 2 Component Waterproofing MembraneBradley VellaNo ratings yet
- Recharge PitDocument96 pagesRecharge PitSagarika SahooNo ratings yet
- The Effect of Fluorapatite in Limestones On The Mineral Compositions of Portland Cement ClinkersDocument9 pagesThe Effect of Fluorapatite in Limestones On The Mineral Compositions of Portland Cement ClinkersFAJJAR OKTAVIANTO OKTAVIANTONo ratings yet
- SS 544-2-2014+Corr1+Amd1 - Preview PDFDocument13 pagesSS 544-2-2014+Corr1+Amd1 - Preview PDFPTchong0% (1)
- Effects of Sugar Mill Lime Sludge Treatment On The CBR and UCS of Expansive Soil in BukidnonDocument11 pagesEffects of Sugar Mill Lime Sludge Treatment On The CBR and UCS of Expansive Soil in BukidnonRodel Jandayan SupnetNo ratings yet
- Aitcin Fib 2012 PDFDocument10 pagesAitcin Fib 2012 PDFBauEngenhariaNo ratings yet
- Rate Analysis For 1CUM ConcreteDocument7 pagesRate Analysis For 1CUM ConcreteHitesh JaniNo ratings yet
- qUESTIONS & ANSWERSDocument14 pagesqUESTIONS & ANSWERSmtuanlatoi9704100% (1)
- 7-CPWD - DAR - Vol - I - SH-05-RCC-Civil 222-329Document198 pages7-CPWD - DAR - Vol - I - SH-05-RCC-Civil 222-329rupanta74No ratings yet
- Mix Proportioning of Sprayed Concrete A Systematic Literature ReviewDocument12 pagesMix Proportioning of Sprayed Concrete A Systematic Literature ReviewMadalina CiotlausNo ratings yet
- The Effects of Limestone Addition, Clinker Type and Fineness PDFDocument5 pagesThe Effects of Limestone Addition, Clinker Type and Fineness PDFHazem DiabNo ratings yet
- Effect of Water Salinity On The Cement Slurry Properties - Aburawin Et. AlDocument106 pagesEffect of Water Salinity On The Cement Slurry Properties - Aburawin Et. AlSuleiman BaruniNo ratings yet
- Preview 186838 PDFDocument10 pagesPreview 186838 PDFHsaam HsaamNo ratings yet
- 1 220+132+66+33kV+Bus+Post+InsulatorDocument9 pages1 220+132+66+33kV+Bus+Post+InsulatorShishir LamsalNo ratings yet
- 2.5 Mix DesignDocument20 pages2.5 Mix Designosama anterNo ratings yet
- Cement Plants Cogeneration SD2002Document10 pagesCement Plants Cogeneration SD2002Leonidas VeraNo ratings yet
- Construction and Building Materials: Alaa M. RashadDocument27 pagesConstruction and Building Materials: Alaa M. RashadMadihah Wan RazaliNo ratings yet
- Prepare Construction Materials and ToolsDocument10 pagesPrepare Construction Materials and ToolsMa Joan Aguilar Rodriguez100% (1)
- Industrial Chemistry Assignment 2Document4 pagesIndustrial Chemistry Assignment 2Meeqat SuharwardyNo ratings yet
- Yasichalew Final Intern - Report 2013Document40 pagesYasichalew Final Intern - Report 2013Yasichalew sefineh100% (1)
- PWD SR 11 12 KarnatakaDocument470 pagesPWD SR 11 12 Karnatakashravan38No ratings yet
- Kasese Uganda StudyDocument26 pagesKasese Uganda StudyFREDRICK OUNDONo ratings yet
- QCC-PCS-ASP027.01 Assessment and Surveillance Plan For Interlocking Concrete Pavers V 1.0 - 15 June 2016Document12 pagesQCC-PCS-ASP027.01 Assessment and Surveillance Plan For Interlocking Concrete Pavers V 1.0 - 15 June 2016Anonymous G6ceYCzwtNo ratings yet
- Coshh assessmentCA23Document1 pageCoshh assessmentCA23johnNo ratings yet
- Lime As Building MaterialDocument11 pagesLime As Building MaterialManshaNo ratings yet
- Production of Pozzolana Cement From Local Nfensi' Clay and Palm Kennel Shells by Ebenezer SarkodieDocument23 pagesProduction of Pozzolana Cement From Local Nfensi' Clay and Palm Kennel Shells by Ebenezer Sarkodieebenezer sarkodieNo ratings yet
- Design Procedures For Soil Modification or StabilizationDocument12 pagesDesign Procedures For Soil Modification or StabilizationBesim QelajNo ratings yet
- Din 1164 2000 enDocument8 pagesDin 1164 2000 enDany William Mérida ContrerasNo ratings yet