Download as doc, pdf, or txt
You might also like
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- Design and Fabrication of Spice DryersDocument80 pagesDesign and Fabrication of Spice DryersANAND KRISHNAN100% (2)
- 07 Bubble BreakDocument25 pages07 Bubble BreakWeb LogueandoNo ratings yet
- Mpi Pipe Rack PR 03-1.Document1 pageMpi Pipe Rack PR 03-1.Khalil ChabbouhNo ratings yet
- MI Barite Tank 2 Mpi RepDocument7 pagesMI Barite Tank 2 Mpi RepChristopher Jones100% (1)
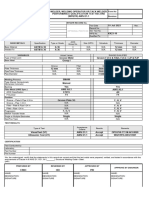
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Document2 pagesProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNo ratings yet
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet
- Weld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberDocument6 pagesWeld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberWalid BdeirNo ratings yet
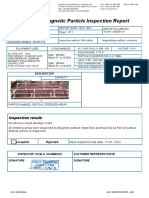
- International Limited: Magnetic Particle Inspection ReportDocument43 pagesInternational Limited: Magnetic Particle Inspection ReportMichael OkwuwaNo ratings yet
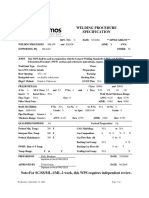
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- Job Safety Analysis Sheet: KOC Emergency-160 90030980 (PIL)Document5 pagesJob Safety Analysis Sheet: KOC Emergency-160 90030980 (PIL)Sreeraj Reghunathan Nair Vanmazhy100% (1)
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1Eduard GadzhievNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan Raja100% (1)
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYNo ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Sembcorp Marine Integrated Yard PteDocument3 pagesSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- WI-08 - Work Instruction For Use of UTM 18.03.2021Document1 pageWI-08 - Work Instruction For Use of UTM 18.03.2021Saurav KumarNo ratings yet
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument2 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- Cert - Mobile Crane 30T - LOLER - Model Rok300Document2 pagesCert - Mobile Crane 30T - LOLER - Model Rok300Rafael Lecu100% (1)
- SPIJ - Flow 04 ProductionDocument20 pagesSPIJ - Flow 04 ProductionPandu Priyo Pambudi MbeNo ratings yet
- 7.1 Inspection TeamDocument70 pages7.1 Inspection TeamWalid BdeirNo ratings yet
- Rigging Platform 25-05-2022-1Document1 pageRigging Platform 25-05-2022-1dele jimohNo ratings yet
- Magnetic Praticle Inspection ProcedureDocument9 pagesMagnetic Praticle Inspection ProcedureTouil HoussemNo ratings yet
- Job Safety Analysis (Jsa) : Normal Ppe, Hand and Firnger Pinch PointsDocument1 pageJob Safety Analysis (Jsa) : Normal Ppe, Hand and Firnger Pinch PointskhurramNo ratings yet
- NCR Close-Out Sheet FormatDocument2 pagesNCR Close-Out Sheet FormatAdarsh AshNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- MT Form Asme PDFDocument1 pageMT Form Asme PDFTrung Tinh HoNo ratings yet
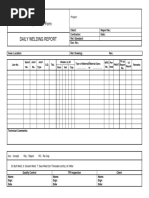
- Daily Welding Report: Quality Control FormDocument1 pageDaily Welding Report: Quality Control FormashwinNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- Dokumen - Tips Wqt-FormatDocument2 pagesDokumen - Tips Wqt-FormatMr Pie100% (1)
- Ut PWPS 001Document1 pageUt PWPS 001Goutam Kumar Deb100% (1)
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- 4260Document10 pages4260Lipika GayenNo ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- Procedure For Liquid Penetrant ExaminationDocument12 pagesProcedure For Liquid Penetrant ExaminationShashank ParmarNo ratings yet
- Welding & NDE Summary Sheet (BE)Document12 pagesWelding & NDE Summary Sheet (BE)MulPXNo ratings yet
- 04 Dye Penetration TestDocument10 pages04 Dye Penetration TestTulasidas SugguNo ratings yet
- Specification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness TestingDocument4 pagesSpecification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness Testingstephen lewellenNo ratings yet
- TubestarDocument29 pagesTubestarPernando Saga100% (1)
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- Summary TER of 13 Unit 20FT ISO Dry ContainerDocument219 pagesSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529No ratings yet
- KYORITSU Earth Testers (4105A)Document1 pageKYORITSU Earth Testers (4105A)tivaro bakabtNo ratings yet
- F.e.& Scba InspectionDocument5 pagesF.e.& Scba InspectionAviects Avie JaroNo ratings yet
- QC ReportDocument12 pagesQC ReportManikandan MNo ratings yet
- International Limited: Certificate of Visual Examination and MpiDocument2 pagesInternational Limited: Certificate of Visual Examination and MpiMichael OkwuwaNo ratings yet
- Handling ToolsDocument21 pagesHandling ToolsMehmet SoysalNo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- Eye Bolt Inspection Report: Last of ExaminationDocument7 pagesEye Bolt Inspection Report: Last of ExaminationRonniNo ratings yet
- BÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05Document2 pagesBÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05PubcrawlNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- SWP-12 Pressure TestDocument3 pagesSWP-12 Pressure TestLumin HanNo ratings yet
- Risk Assessment Maintenance: L - Likelihood S - Severity RL - Risk LevelDocument3 pagesRisk Assessment Maintenance: L - Likelihood S - Severity RL - Risk LevelMohamed Elnagdy100% (1)
- Elevator Link Ears MPIDocument1 pageElevator Link Ears MPIRanjithNo ratings yet
- Back Gouging ProcedureDocument2 pagesBack Gouging ProcedureVishal SharmaNo ratings yet
- Inspection Equipment InstructionDocument21 pagesInspection Equipment InstructionSaravana kumar NagarajanNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- WPS - 0601 00112 01 PDFDocument1 pageWPS - 0601 00112 01 PDFAnonymous zzMwR2aNNo ratings yet
- Mpi 44444286 ..Document1 pageMpi 44444286 ..Khalil ChabbouhNo ratings yet
- 0026 Lifting PlugDocument1 page0026 Lifting PlugKhalil ChabbouhNo ratings yet
- 2370 Cross OverDocument1 page2370 Cross OverKhalil ChabbouhNo ratings yet
- Mpi Report With Uv Trdi1 Spacer Can New1Document2 pagesMpi Report With Uv Trdi1 Spacer Can New1Khalil ChabbouhNo ratings yet
- 0011 Lifting PlugDocument1 page0011 Lifting PlugKhalil ChabbouhNo ratings yet
- TB 5003,, (New4Document1 pageTB 5003,, (New4Khalil ChabbouhNo ratings yet
- X Over 8Document1 pageX Over 8Khalil ChabbouhNo ratings yet
- Mpi 44444286 ..Document1 pageMpi 44444286 ..Khalil ChabbouhNo ratings yet
- Bushing Drive Sub 31766Document1 pageBushing Drive Sub 31766Khalil ChabbouhNo ratings yet
- Fishing Jar 285204 .Document1 pageFishing Jar 285204 .Khalil ChabbouhNo ratings yet
- TB0084Document1 pageTB0084Khalil ChabbouhNo ratings yet
- 02 Spiral Drill Collar Slip Groove 6 1-2 4 1-2 IfDocument2 pages02 Spiral Drill Collar Slip Groove 6 1-2 4 1-2 IfKhalil ChabbouhNo ratings yet
- Mpi Pipe Rack PR 03-1.Document1 pageMpi Pipe Rack PR 03-1.Khalil ChabbouhNo ratings yet
- 04 Spiral Drill Collar Slip Groove 4 3-4Document2 pages04 Spiral Drill Collar Slip Groove 4 3-4Khalil ChabbouhNo ratings yet
- Hp013 Lifting SubDocument1 pageHp013 Lifting SubKhalil ChabbouhNo ratings yet
- 03 HWDP Spiral 3 1-2 New ReportDocument2 pages03 HWDP Spiral 3 1-2 New ReportKhalil ChabbouhNo ratings yet
- 4 Legs Sling INA 182-1.Document1 page4 Legs Sling INA 182-1.Khalil ChabbouhNo ratings yet
- DME 2 Design of Spur GearDocument3 pagesDME 2 Design of Spur Gearthe secret legendNo ratings yet
- Beam AnalysisDocument14 pagesBeam AnalysisJakayaro Surianfo SyitasialoNo ratings yet
- Solar Thermal Hydrogen Production Via Reforming and Thermo Chemical CyclesDocument15 pagesSolar Thermal Hydrogen Production Via Reforming and Thermo Chemical CyclesСтефанија ЦековскаNo ratings yet
- Pile ClassificationDocument7 pagesPile ClassificationFarhan KhanNo ratings yet
- Njase Girls Secondary School: Department of Natural SciencesDocument4 pagesNjase Girls Secondary School: Department of Natural SciencesDaryll KabasoNo ratings yet
- Problem Set 1 SolutionsDocument15 pagesProblem Set 1 SolutionsNathan HaleNo ratings yet
- AsentamientosDocument205 pagesAsentamientosRodrigo AlfaroNo ratings yet
- Section : Operation of Instruments and ControlsDocument18 pagesSection : Operation of Instruments and ControlsHussainRazviNo ratings yet
- 7-6 ProbabilityDocument1 page7-6 Probabilityapi-507888392No ratings yet
- Advanced Course On Thermodynamic Models 2017Document4 pagesAdvanced Course On Thermodynamic Models 2017Luis FollegattiNo ratings yet
- Soil NailDocument305 pagesSoil Nailosamosa33% (3)
- Fluid Mechanics QtnsDocument3 pagesFluid Mechanics QtnsAnonymous NV1AeWXEo100% (1)
- UJTDocument43 pagesUJTRahul KiniNo ratings yet
- A2 XFa YDocument16 pagesA2 XFa Ylalith kumar100% (1)
- Paper: Coke Formation in The Oxidative Dehydrogenation of Ethylbenzene To Styrene by TEOMDocument12 pagesPaper: Coke Formation in The Oxidative Dehydrogenation of Ethylbenzene To Styrene by TEOMHanif Angga PutraNo ratings yet
- Plant Detection and Mapping For Agricultural Robots Using A 3D LIDAR SensorDocument9 pagesPlant Detection and Mapping For Agricultural Robots Using A 3D LIDAR SensorManar HosnyNo ratings yet
- Fastener Tightening PDFDocument3 pagesFastener Tightening PDFAbdullah AnsariNo ratings yet
- STEP File Analyzer PMI Representation STPDocument365 pagesSTEP File Analyzer PMI Representation STPwenNo ratings yet
- Concept Strengthening Sheet (CSS-01) Based On FTS-01&02 (A& B) - PhysicsDocument9 pagesConcept Strengthening Sheet (CSS-01) Based On FTS-01&02 (A& B) - PhysicsGarvit ModiNo ratings yet
- (Math) McGraw-Hill - Teach Yourself Trigonometry (1992)Document199 pages(Math) McGraw-Hill - Teach Yourself Trigonometry (1992)Bhert DjbsevenNo ratings yet
- BAS Flyer PDFDocument2 pagesBAS Flyer PDFFilip TeofilskiNo ratings yet
- Spheerol Epl GreaseDocument2 pagesSpheerol Epl GreaseRaja YadavNo ratings yet
- Electrostatics & CapacitanceDocument1 pageElectrostatics & CapacitancerockyNo ratings yet
- Introduction To Ultrasonic Thickness MeasurementDocument18 pagesIntroduction To Ultrasonic Thickness MeasurementNail Widya Satya100% (1)
- The Age of Metamaterials: EditorialDocument1 pageThe Age of Metamaterials: EditorialkhyatichavdaNo ratings yet
- Offshore Facilities: Technology FocusDocument8 pagesOffshore Facilities: Technology FocusAdhi Putra PamungkasNo ratings yet
- CanadaDocument108 pagesCanadafahmi fadillaNo ratings yet
- Depth PerceptionDocument39 pagesDepth Perceptionsandy_jaat100% (1)