Download as docx, pdf, or txt
You might also like
- Electrical - J1175 - Troubleshooting - v1 (Read-Only)Document42 pagesElectrical - J1175 - Troubleshooting - v1 (Read-Only)Simon C Mulgrew100% (7)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Document10 pagesWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Wps Repair WorDocument1 pageWps Repair WorMajdi JerbiNo ratings yet
- WPS 2014-002 002 - 1G & 2G S 275 JRDocument2 pagesWPS 2014-002 002 - 1G & 2G S 275 JRjeswin50% (2)
- Construction Kickoff Meeting AgendaDocument3 pagesConstruction Kickoff Meeting AgendaTrajce StojanovNo ratings yet
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- Comunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Document3 pagesComunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Cristian Sancho LopezNo ratings yet
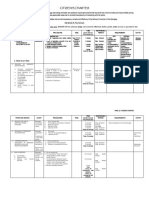
- Citizens CharterDocument3 pagesCitizens CharterChona Dabu100% (1)
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- WPS (Gtaw)Document2 pagesWPS (Gtaw)Ramadhan AdityaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Welding Procedure Specification (WPS) : Supporting PQR 01Document2 pagesWelding Procedure Specification (WPS) : Supporting PQR 01duyanhNo ratings yet
- WPS Form - A - ENGDocument1 pageWPS Form - A - ENGdavidemolNo ratings yet
- WPS MatrixDocument4 pagesWPS MatrixHarshaVeeragandham50% (2)
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- NDT Request Form: Project Quality Assurance & ControlDocument1 pageNDT Request Form: Project Quality Assurance & ControlIzar Irhamni, ST100% (1)
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification Samplesamer_saif8456100% (1)
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- 2G +5GDocument1 page2G +5GRahul Moottolikandy0% (1)
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- 4G Fcaw WPSDocument3 pages4G Fcaw WPSdjafourNo ratings yet
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- Certificate e 7016-1Document1 pageCertificate e 7016-1Ferdie WakeUp FromAdversityNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- Mabel Engineers Pvt. LTD Priliminary Welding Procedure Specification (PWPS) EN ISO 15609-1 2004Document2 pagesMabel Engineers Pvt. LTD Priliminary Welding Procedure Specification (PWPS) EN ISO 15609-1 2004dayalram100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- Smaw PQR FinalDocument3 pagesSmaw PQR Finalsheikmoin100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- WPS Gtaw 2GDocument1 pageWPS Gtaw 2GSachin S. Salunkhe100% (2)
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- WPS Api 1104Document3 pagesWPS Api 1104miguelNo ratings yet
- Welding Procedure Specification: Neo StructoDocument2 pagesWelding Procedure Specification: Neo Structohareesh13hNo ratings yet
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 pagesAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzH100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNo ratings yet
- Sembcorp Marine Integrated Yard PteDocument3 pagesSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (2)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Back Gouging ProcedureDocument2 pagesBack Gouging ProcedureVishal SharmaNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- WPS - Api 5L X52 - Codigo Api1104Document1 pageWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline Sungahid100% (2)
- ASME P NumbersDocument1 pageASME P NumbersFahri Risfa ZulfiNo ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- Welding Procedure Specification (WPS) : Smaw Manual FlatDocument1 pageWelding Procedure Specification (WPS) : Smaw Manual FlatDhidik 近江 KiraNo ratings yet
- WPS 304L &316LDocument2 pagesWPS 304L &316LShakeel Memon100% (1)
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Welding Procedure Specifications (Wps - 6G) : 2mm (Max)Document2 pagesWelding Procedure Specifications (Wps - 6G) : 2mm (Max)Gbenga Mobolade100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- WPS Format For AWS D1.1 - WPS - SAWDocument1 pageWPS Format For AWS D1.1 - WPS - SAWThe Welding Inspections CommunityNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Welding Prosedur Specification Wps Pre QualifiedDocument8 pagesWelding Prosedur Specification Wps Pre QualifiedryanonedNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- WPS (Gtaw)Document2 pagesWPS (Gtaw)Ramadhan AdityaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Profile Rail: Mechanical PropertiesDocument17 pagesProfile Rail: Mechanical PropertiesRamadhan AdityaNo ratings yet
- Master Service Manual Product Family OLDocument478 pagesMaster Service Manual Product Family OLfernando schumacherNo ratings yet
- Group 8 Design Main Report + Appendix (1) 1 400Document400 pagesGroup 8 Design Main Report + Appendix (1) 1 400Manishaa Varatha RajuNo ratings yet
- Statistics Mcqs - Estimation Part 6: ExamraceDocument45 pagesStatistics Mcqs - Estimation Part 6: ExamraceLloyd SebastianNo ratings yet
- SPP ADC Flightplan UnderstandingDocument25 pagesSPP ADC Flightplan UnderstandingYesid BarraganNo ratings yet
- M Cecconi 2023 Intensive Care FundamentalsDocument278 pagesM Cecconi 2023 Intensive Care FundamentalsGustavo ParedesNo ratings yet
- Emd-Mi927 IntercoolerDocument8 pagesEmd-Mi927 IntercoolerVictor Raul Tobosque MuñozNo ratings yet
- SDL 11Document14 pagesSDL 11Sharmila BalaNo ratings yet
- Essentials of Marketing Research 4th Edition Hair Test Bank DownloadDocument22 pagesEssentials of Marketing Research 4th Edition Hair Test Bank Downloademmanuelmabelnjt7nn100% (35)
- AC ResidentialDocument18 pagesAC ResidentialHiten VadkareNo ratings yet
- Installation Guide Andalay Solar ModulesDocument60 pagesInstallation Guide Andalay Solar ModulesdarkleonzNo ratings yet
- Case Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Document2 pagesCase Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Lu CasNo ratings yet
- BOMDocument1 pageBOMHytech Pvt. Ltd.No ratings yet
- AWS Well Architected FrameworkDocument30 pagesAWS Well Architected FrameworkkichnaNo ratings yet
- CO2 Supply Agreement - A-ZDocument13 pagesCO2 Supply Agreement - A-ZEslam A. FahmyNo ratings yet
- 1631 - Eu - 0911 - 064739 - Dpa M Cle RJ45B 48 PDFDocument2 pages1631 - Eu - 0911 - 064739 - Dpa M Cle RJ45B 48 PDFIrving GuatemalaNo ratings yet
- Myanmar Companies Law 2017Document188 pagesMyanmar Companies Law 2017Let's Save Myanmar100% (1)
- Marketing Plan of AirconDocument16 pagesMarketing Plan of AirconJewel Virata100% (1)
- Module 3 Notes (1) - 1Document18 pagesModule 3 Notes (1) - 1PARZIVAL GAMINGNo ratings yet
- More AddidavitsDocument3 pagesMore AddidavitsNoble BernisEarl McGill El BeyNo ratings yet
- Sop MMD 08 11 Purchase Order Terms and Conditions PDFDocument7 pagesSop MMD 08 11 Purchase Order Terms and Conditions PDFIip EriyaniNo ratings yet
- Full Name: Work Experience Career SynopsisDocument2 pagesFull Name: Work Experience Career SynopsisYelchuri Kumar PhanindraNo ratings yet
- Südmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesDocument2 pagesSüdmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesBob DylanNo ratings yet
- Corpo 106 01Document49 pagesCorpo 106 01Richie SalubreNo ratings yet
- Brochure Siemens Mobilett XP Digital Xray EBA AG2Document8 pagesBrochure Siemens Mobilett XP Digital Xray EBA AG2Alhasn AlmerabyNo ratings yet
- Yongcao 2008Document15 pagesYongcao 2008madebyNo ratings yet
- Study On Vehicle Loan Disbursement ProceDocument11 pagesStudy On Vehicle Loan Disbursement ProceRuby PrajapatiNo ratings yet