Download as pdf or txt
You might also like
- Asset Integrity and Corrosion ManagementDocument8 pagesAsset Integrity and Corrosion ManagementAppandai SureshNo ratings yet
- MSDS One Swab PDFDocument4 pagesMSDS One Swab PDFPrabu sujarwoNo ratings yet
- Bundle RBI Assessment Using API 581 Philip HenryDocument39 pagesBundle RBI Assessment Using API 581 Philip Henrymohamedyoussef1100% (2)
- CIP1 Exam Preparation Guide PDFDocument10 pagesCIP1 Exam Preparation Guide PDFrjnerdNo ratings yet
- Risk Based Inspection (RBI) - How To DoDocument44 pagesRisk Based Inspection (RBI) - How To DoAna Marks100% (9)
- Risk Based InspectionDocument66 pagesRisk Based Inspectionmurali67% (6)
- RBI Slides - Egypt Course Rev-3Document66 pagesRBI Slides - Egypt Course Rev-3Mahmoud AlwasifNo ratings yet
- RBI RBIF Standard Europe FStandard - v02fq04102015Document26 pagesRBI RBIF Standard Europe FStandard - v02fq04102015rudi setiawanNo ratings yet
- Brochure API 570 (150129) PDFDocument4 pagesBrochure API 570 (150129) PDFMakhfud Edy100% (1)
- 1-04 Iain Colquhoun - National Energy Board of Canada - International Regulatory Perspective - PHMSA Risk Modeling WorkshopDocument18 pages1-04 Iain Colquhoun - National Energy Board of Canada - International Regulatory Perspective - PHMSA Risk Modeling WorkshopAndrés MolinaNo ratings yet
- Api 570 PreDocument3 pagesApi 570 PreBhargava NaiduNo ratings yet
- Jovanovic - Comparison Between The New European Risk-Based Inspection (RBI) Standard EN16991 2018Document65 pagesJovanovic - Comparison Between The New European Risk-Based Inspection (RBI) Standard EN16991 2018nmosilvaNo ratings yet
- Drill String DesignDocument3 pagesDrill String Designjefpri simanjuntakNo ratings yet
- Non-Intrusive Inspection (NII) of Offshore Process Vessels (CAS132a)Document2 pagesNon-Intrusive Inspection (NII) of Offshore Process Vessels (CAS132a)Mario MeloNo ratings yet
- 08 FuhrmanDocument44 pages08 Fuhrmanpaney93346No ratings yet
- On Stream InspectionDocument17 pagesOn Stream Inspectionrajeshmohana100% (1)
- WI & CERT Kelas EDocument22 pagesWI & CERT Kelas EKevin ArmandoNo ratings yet
- 050185PRDocument35 pages050185PRSEBASDAZACNo ratings yet
- Global Best Practices in SafetyDocument33 pagesGlobal Best Practices in SafetySiva100% (1)
- 9-Mechanical Integrity InspectionsDocument23 pages9-Mechanical Integrity InspectionsChegwe Cornelius100% (1)
- Plant Inspector, Elsayed Hamed Updated 11-2023..Document17 pagesPlant Inspector, Elsayed Hamed Updated 11-2023..Mohamed100% (1)
- Quantitative Risk Assessment: 18 November 2014Document25 pagesQuantitative Risk Assessment: 18 November 2014HariNo ratings yet
- Global Best Practices in SafetyDocument33 pagesGlobal Best Practices in SafetyNosan AloNo ratings yet
- RBI TutorialDocument30 pagesRBI TutorialLuis Carlos BalcazarNo ratings yet
- Best Practices in Safety: Escape, Evacuation & Rescue AnalysisDocument25 pagesBest Practices in Safety: Escape, Evacuation & Rescue Analysis4122acaNo ratings yet
- Hazrad IdentificationDocument36 pagesHazrad IdentificationKhaledAhmedNo ratings yet
- Bab 13 Pipeline IntegrityDocument19 pagesBab 13 Pipeline IntegrityrWin doNo ratings yet
- Lecture - HAZOP - Plant Design Project I KC43104Document55 pagesLecture - HAZOP - Plant Design Project I KC43104Aneesch PreethaNo ratings yet
- Module 3. Principle of Risk Assessment (Risk Assessment Method) PESERTADocument54 pagesModule 3. Principle of Risk Assessment (Risk Assessment Method) PESERTAFirdaus SukmonoNo ratings yet
- Tecnologia Total ServicesDocument25 pagesTecnologia Total ServicesJuan Carlos Pachón EspitiaNo ratings yet
- 05 - Lesson 3 Safety Frameworks For Self Driving - C1M3L3 - Safety - Frameworks - For - Self Driving PDFDocument24 pages05 - Lesson 3 Safety Frameworks For Self Driving - C1M3L3 - Safety - Frameworks - For - Self Driving PDFprogisNo ratings yet
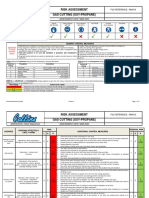
- Gas Cutting Risk AssessmentDocument3 pagesGas Cutting Risk AssessmentchemjesuNo ratings yet
- Applus+K2 Advanced NDTDocument20 pagesApplus+K2 Advanced NDTGistek MarcoNo ratings yet
- Ebs1 Aaaa00 Saqa Prqa 0016Document7 pagesEbs1 Aaaa00 Saqa Prqa 0016SERT-QA/QC- BUZNo ratings yet
- Introduction To Nondestructive TestingDocument61 pagesIntroduction To Nondestructive TestingVaibhav AroraNo ratings yet
- Technical Requirements: Nsf/Ansi 58Document2 pagesTechnical Requirements: Nsf/Ansi 58aieyinHengNo ratings yet
- Dasar Dasar Pipeline Integrity & AssesmentDocument82 pagesDasar Dasar Pipeline Integrity & AssesmentIrsyad RosyidiNo ratings yet
- Zimmerman 2002Document10 pagesZimmerman 2002ritu10maliNo ratings yet
- 2 API 570 Info PDFDocument4 pages2 API 570 Info PDFاحمد حسنNo ratings yet
- Presentation of SSFL - Updated - 14.07.2022 (1) .PPTX (Repaired)Document77 pagesPresentation of SSFL - Updated - 14.07.2022 (1) .PPTX (Repaired)Md Rokib ChowdhuryNo ratings yet
- The Pipeline & Energy Expo - Brian Wilson - PresentedDocument47 pagesThe Pipeline & Energy Expo - Brian Wilson - PresentedAntonioCarlosSilvaNo ratings yet
- API Safe Operation of Vessels & Piping As Per CodeDocument12 pagesAPI Safe Operation of Vessels & Piping As Per CodeMohammad YusoffNo ratings yet
- NDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Document20 pagesNDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Md Abu Hanif RajuNo ratings yet
- 20dB DropDocument84 pages20dB Dropphan hoang diepNo ratings yet
- Applus+ Rig Services BrochureDocument24 pagesApplus+ Rig Services BrochureSamet KarabayNo ratings yet
- 2.introduct To HazopDocument14 pages2.introduct To Hazopsuyono cakepNo ratings yet
- Brochure API 570 (150129)Document4 pagesBrochure API 570 (150129)Andri Dwi MaryantoNo ratings yet
- 056.M2H.5.MS540 1074FDocument9 pages056.M2H.5.MS540 1074FJuseverckNo ratings yet
- API 570 in Service Inspection Piping System 1643295114Document32 pagesAPI 570 in Service Inspection Piping System 1643295114DeepakNo ratings yet
- Probalistic Risk Assessment API1000Document19 pagesProbalistic Risk Assessment API1000micaziv4786No ratings yet
- RBI & Benefits of RBIDocument10 pagesRBI & Benefits of RBIanshuman100% (1)
- Topic 3 - Week 3Document39 pagesTopic 3 - Week 3shirasaharulNo ratings yet
- Inspection Engineer - Senior Welding - Arunkumar Andavar - CVDocument7 pagesInspection Engineer - Senior Welding - Arunkumar Andavar - CVArun KumarNo ratings yet
- DESOUQ Pipeline Integrity Management System: Developed by / Ahmed Shaaban Desouq Corrosion EngineerDocument26 pagesDESOUQ Pipeline Integrity Management System: Developed by / Ahmed Shaaban Desouq Corrosion EngineerAmr SalehNo ratings yet
- Risk Based Inspection M CRDocument51 pagesRisk Based Inspection M CRmurali100% (1)
- 2 Risk Based InspectionDocument3 pages2 Risk Based Inspectional0% (1)
- OMM's BROCHURE 2023 For QHSE Services v4Document4 pagesOMM's BROCHURE 2023 For QHSE Services v4Orville M. MancillaNo ratings yet
- Life-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksFrom EverandLife-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksNo ratings yet
- Triple Bottom Line Risk Management: Enhancing Profit, Environmental Performance, and Community BenefitsFrom EverandTriple Bottom Line Risk Management: Enhancing Profit, Environmental Performance, and Community BenefitsNo ratings yet
- A Guide to Sanitation Safety Planning in the Philippines: Step-By-Step Risk Management for Safe Reuse and Disposal of Wastewater, Greywater, and ExcretaFrom EverandA Guide to Sanitation Safety Planning in the Philippines: Step-By-Step Risk Management for Safe Reuse and Disposal of Wastewater, Greywater, and ExcretaNo ratings yet
- Methodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsFrom EverandMethodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsNo ratings yet
- UNIT 1 CAPE Chemistry S1Document2 pagesUNIT 1 CAPE Chemistry S1Lorenzini GrantNo ratings yet
- Robertson 2016 - CPT-based Soil Behaviour Type (SBT) Classification System - An UpdateDocument18 pagesRobertson 2016 - CPT-based Soil Behaviour Type (SBT) Classification System - An UpdateTen FreireNo ratings yet
- Eudragit Expert OpinionDocument19 pagesEudragit Expert OpinionHarish GundaNo ratings yet
- SOIL - 749742-749744 JP (Asbestos, Magnesium Pending) PDFDocument3 pagesSOIL - 749742-749744 JP (Asbestos, Magnesium Pending) PDFSreenath Menon KNo ratings yet
- ASTM CodeDocument11 pagesASTM Codesuresh kumarNo ratings yet
- Kinetics of Silver-Catalyzed Ethylene Oxidation: It CO CODocument7 pagesKinetics of Silver-Catalyzed Ethylene Oxidation: It CO COIlman Azhari NstNo ratings yet
- Persuasive EssayDocument8 pagesPersuasive EssayEvan EldridgeNo ratings yet
- Chemical Bond Properties of Rare Earth Ions in Crystals: S.Y. Zhang, F.M. Gao, C.X. WuDocument3 pagesChemical Bond Properties of Rare Earth Ions in Crystals: S.Y. Zhang, F.M. Gao, C.X. WuBalqis Nilnaizar RamadhanNo ratings yet
- Analysis of Soda Ash: ExperimentDocument6 pagesAnalysis of Soda Ash: ExperimentyzzacamilleaNo ratings yet
- 3 Water QualityDocument98 pages3 Water QualityPraveen KumarNo ratings yet
- BB Cream Water in SiliconDocument6 pagesBB Cream Water in SiliconSari RamadhaniNo ratings yet
- Performance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningDocument12 pagesPerformance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningIzzah HzmhNo ratings yet
- SEFCOR Quick Reference Catalog 2011Document301 pagesSEFCOR Quick Reference Catalog 2011samirparida81No ratings yet
- Lesson1 and Lesson 2Document10 pagesLesson1 and Lesson 2Gerlan Madrid MingoNo ratings yet
- IIDT (Wall Slab Connection)Document1 pageIIDT (Wall Slab Connection)Ashaari Cha-eNo ratings yet
- Annexure 16 - Structural SteelDocument12 pagesAnnexure 16 - Structural SteelmasoodNo ratings yet
- Lab Experiment 3 - Flow Through PipesDocument8 pagesLab Experiment 3 - Flow Through PipesLance HernandezNo ratings yet
- UDN500 - Chap-5 - Sleeper TypesDocument23 pagesUDN500 - Chap-5 - Sleeper Typesmuhammad aliNo ratings yet
- Splice DesignDocument5 pagesSplice DesignBunkun15100% (1)
- Kpa Pump SealDocument6 pagesKpa Pump Sealedwin edarNo ratings yet
- Biological Ion Exchange Provides DOC Removal in Small CommunitiesDocument4 pagesBiological Ion Exchange Provides DOC Removal in Small Communitiesnermeen ahmedNo ratings yet
- Effects of Dust Suppression On Conveyor Belting: TechtipsDocument3 pagesEffects of Dust Suppression On Conveyor Belting: TechtipsAlbar BudimanNo ratings yet
- NBR 70.10-02Document3 pagesNBR 70.10-02titi suryaniNo ratings yet
- BIT THE (Preview) PDFDocument12 pagesBIT THE (Preview) PDFkevinejodiNo ratings yet
- Design of Corbel - Workshop Cum Office BuildingDocument2 pagesDesign of Corbel - Workshop Cum Office BuildingMuhammad HasanNo ratings yet
- Water InjectionsDocument52 pagesWater Injectionsharsh421No ratings yet
- Energy Harvesting Using Piezoelectric MaterialDocument18 pagesEnergy Harvesting Using Piezoelectric MaterialNikita RaoNo ratings yet
- VPCL Application and Removal ProcedudreDocument3 pagesVPCL Application and Removal ProcedudreBoby Thomas100% (1)
- Problems (Axial-Force 2)Document8 pagesProblems (Axial-Force 2)Haftom Gebreegziabiher100% (1)