Download as pdf or txt
You might also like
- Manual ETD Scintrex E3500 (Old Version)Document62 pagesManual ETD Scintrex E3500 (Old Version)indra korneawanNo ratings yet
- AAU5613 Product Description: Huawei Technologies Co., LTDDocument11 pagesAAU5613 Product Description: Huawei Technologies Co., LTDRubén FernándezNo ratings yet
- Hot Dip Galvanizing Design ConsiderationsDocument10 pagesHot Dip Galvanizing Design ConsiderationsAndreasNo ratings yet
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingBalaji GuruNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Hot Dip Galvanization - FaboryDocument4 pagesHot Dip Galvanization - FaboryBrandon LimNo ratings yet
- GN - 8 03 SecureDocument6 pagesGN - 8 03 Securebalal moughalNo ratings yet
- Hot Dip GalvanizingDocument6 pagesHot Dip GalvanizingjpkedahNo ratings yet
- Hot Dip Galvanized Information Sheet No.7Document7 pagesHot Dip Galvanized Information Sheet No.7mostafaNo ratings yet
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pages2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluNo ratings yet
- Guidelines For Welding Galvanized SteelDocument9 pagesGuidelines For Welding Galvanized SteelAhmed AllamNo ratings yet
- Bolting-Galvanized-Steel GAA ch4Document16 pagesBolting-Galvanized-Steel GAA ch4dfdfdNo ratings yet
- HDG Datasheet 8 - Welding Before and After Hot Dip GalvanizingDocument2 pagesHDG Datasheet 8 - Welding Before and After Hot Dip GalvanizingCheah Hon KeongNo ratings yet
- HDG Datasheet 1 - Corrosion Protection Using ZincDocument3 pagesHDG Datasheet 1 - Corrosion Protection Using ZincRoyal GemNo ratings yet
- Galvanizing - Inspection Standards and Reference Photos PDFDocument4 pagesGalvanizing - Inspection Standards and Reference Photos PDFCLEMENT100% (1)
- WeldingDocument2 pagesWeldingAnonymous Qha8B2No ratings yet
- Bolting Galvanized SteelDocument6 pagesBolting Galvanized SteelAli VarmazyarNo ratings yet
- HDG Datasheet 4a - Specifying Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 4a - Specifying Hot Dip Galvanized SteelCheah Hon KeongNo ratings yet
- CFW 59 W 54 PDFDocument2 pagesCFW 59 W 54 PDFLeonardo LuizNo ratings yet
- Hot Dip Galvanizing The Best Protection Inside and OutDocument8 pagesHot Dip Galvanizing The Best Protection Inside and OuttabacauNo ratings yet
- Metallurgy: 1. Galvanizing Fundamental 2. Other Metal Coating: Surface TreatmentDocument95 pagesMetallurgy: 1. Galvanizing Fundamental 2. Other Metal Coating: Surface Treatmentazerai2000No ratings yet
- Grey Coatings On Hot Dip Galvanized SteelDocument12 pagesGrey Coatings On Hot Dip Galvanized SteelMehman NasibovNo ratings yet
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaNo ratings yet
- Design of Products To Be Hot-Dip Galvanized After FabricationDocument28 pagesDesign of Products To Be Hot-Dip Galvanized After FabricationArlet BibriescaNo ratings yet
- HDG Datasheet 14 - Masking and Prevention of Hot Dip Galvanized CoatingDocument1 pageHDG Datasheet 14 - Masking and Prevention of Hot Dip Galvanized CoatingSam SamuelsonNo ratings yet
- Galvannealed Coatings How Do They Differ From Galvanized?: GalvinfonoteDocument5 pagesGalvannealed Coatings How Do They Differ From Galvanized?: GalvinfonoteArifRachmanNo ratings yet
- CH 01.07 Galvin SteelDocument5 pagesCH 01.07 Galvin Steelkhairul ardyNo ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresLuis MundacaNo ratings yet
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoNo ratings yet
- Fasteners Zinc CoatedDocument6 pagesFasteners Zinc CoatedAndres Camilo Benitez100% (1)
- Design Guide For Hot Dip Galvanizing Best Practice Venting and Draining PDFDocument15 pagesDesign Guide For Hot Dip Galvanizing Best Practice Venting and Draining PDFArshath FleminNo ratings yet
- How To Weld Galvanized SteelDocument14 pagesHow To Weld Galvanized SteelbveNo ratings yet
- Metallurgy of GalvanizingDocument1 pageMetallurgy of GalvanizingSreedhar Patnaik.MNo ratings yet
- A - Galvanised Steel As A Substrate For Paint-2016Document3 pagesA - Galvanised Steel As A Substrate For Paint-2016Phạm Anh TuấnNo ratings yet
- Welding and Hot Dip GalvanizingDocument9 pagesWelding and Hot Dip GalvanizingFarid Ma'rufNo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument6 pagesStandard Specification For Hot Dip GalvanizingKrunal PanchalNo ratings yet
- TN Flaking 2 1Document6 pagesTN Flaking 2 1tekno foniNo ratings yet
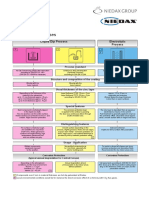
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- Thermal Spray Comparison To GalvanizingDocument1 pageThermal Spray Comparison To GalvanizingSunil GurubaxaniNo ratings yet
- Welding Galvanised Steel - INGALSM3Document8 pagesWelding Galvanised Steel - INGALSM3Romeo RohngkireaNo ratings yet
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingSreedhar Patnaik.M75% (4)
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresDaren NeradNo ratings yet
- Ingal - As NZS 4680 2006 - Ingalsm3Document6 pagesIngal - As NZS 4680 2006 - Ingalsm3Ramiro RivasNo ratings yet
- PMP DesignPrinciples 1Document12 pagesPMP DesignPrinciples 1Darren PottsNo ratings yet
- Galvanizing Design Manual PDFDocument38 pagesGalvanizing Design Manual PDFResita Ichsani100% (1)
- Superstrut Metal FramingDocument83 pagesSuperstrut Metal FramingAdam SonNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Application Notes Zinc PDFDocument6 pagesApplication Notes Zinc PDFTNNo ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Welding Galvanized SteelDocument5 pagesWelding Galvanized SteelAsian Celebs FunNo ratings yet
- Galvanized Coating AppearanceDocument8 pagesGalvanized Coating AppearanceEidrish ShaikhNo ratings yet
- HDG Datasheet 9 - Avoiding Distortion During Hot Dip GalvanizingDocument1 pageHDG Datasheet 9 - Avoiding Distortion During Hot Dip GalvanizingMohsin Ul Amin KhanNo ratings yet
- 5 SawDocument13 pages5 SawKartik BhararaNo ratings yet
- An 13.2 Distortion of Hot Dip Galvanized ArticlesDocument7 pagesAn 13.2 Distortion of Hot Dip Galvanized ArticlesnarmathaNo ratings yet
- HDG Datasheet 2 - The Hot Dip Galvanizing ProcessDocument2 pagesHDG Datasheet 2 - The Hot Dip Galvanizing ProcessMohsin Ul Amin KhanNo ratings yet
- Galvanising InspectionDocument3 pagesGalvanising InspectionannamachaaryaNo ratings yet
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Answer: 1 (A) AO1 1 Mark C SeasonalDocument15 pagesAnswer: 1 (A) AO1 1 Mark C SeasonalMohsin Ul Amin KhanNo ratings yet
- Ch-02-S-Developing Marketing Strategies and PlansDocument16 pagesCh-02-S-Developing Marketing Strategies and PlansMohsin Ul Amin KhanNo ratings yet
- Ch-01-S-Defining Marketing For The New RealitiesDocument30 pagesCh-01-S-Defining Marketing For The New RealitiesMohsin Ul Amin KhanNo ratings yet
- Nestle Financial ModelDocument9 pagesNestle Financial ModelMohsin Ul Amin KhanNo ratings yet
- HDG Datasheet 9 - Avoiding Distortion During Hot Dip GalvanizingDocument1 pageHDG Datasheet 9 - Avoiding Distortion During Hot Dip GalvanizingMohsin Ul Amin KhanNo ratings yet
- HDG Datasheet 2 - The Hot Dip Galvanizing ProcessDocument2 pagesHDG Datasheet 2 - The Hot Dip Galvanizing ProcessMohsin Ul Amin KhanNo ratings yet
- Bangladesh Customs, National Board of Revenue (NBR) 5Document2 pagesBangladesh Customs, National Board of Revenue (NBR) 5Mohsin Ul Amin KhanNo ratings yet
- An Empirical Test of A Proposed Customer Satisfaction Model in e - ServicesDocument13 pagesAn Empirical Test of A Proposed Customer Satisfaction Model in e - ServicesMohsin Ul Amin KhanNo ratings yet
- The Costs and Benefits of Ownership - A Theory of Vertical and Lateral IntegrationDocument30 pagesThe Costs and Benefits of Ownership - A Theory of Vertical and Lateral IntegrationMohsin Ul Amin KhanNo ratings yet
- Attribution Theory, Achievement Motivation, and The Educational Process (Original Paper)Document13 pagesAttribution Theory, Achievement Motivation, and The Educational Process (Original Paper)Mohsin Ul Amin KhanNo ratings yet
- 765 KV, 400 KV, 230 KV & 132 KV Grid Network (Existing, U/C & Planned)Document1 page765 KV, 400 KV, 230 KV & 132 KV Grid Network (Existing, U/C & Planned)Mohsin Ul Amin KhanNo ratings yet
- Are Eco Labels Profitably Employed in Sustainable Tourism A Case Study On Audubon Certified Golf ResortsDocument10 pagesAre Eco Labels Profitably Employed in Sustainable Tourism A Case Study On Audubon Certified Golf ResortsMohsin Ul Amin KhanNo ratings yet
- Tiger Pro 60HC: 440-460 WattDocument2 pagesTiger Pro 60HC: 440-460 WattmoonridergNo ratings yet
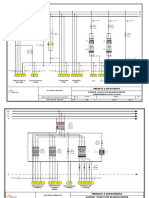
- Act Series Control Panel and MB Door Board Connection DiagramDocument1 pageAct Series Control Panel and MB Door Board Connection DiagramJavier Martínez100% (1)
- Schematic - Xiaomi Redmi 9A - Dandelion - by VD171Document38 pagesSchematic - Xiaomi Redmi 9A - Dandelion - by VD171Federico TorreNo ratings yet
- Alpha Meter User ManualDocument27 pagesAlpha Meter User Manualpatel chandramaniNo ratings yet
- 610 00165 40 000 enDocument44 pages610 00165 40 000 enAmandaNo ratings yet
- WDP - SDP Farm TonjongDocument3 pagesWDP - SDP Farm Tonjongrahmannafi kurniawanNo ratings yet
- Folleto Arco en C Garion Flat PanelDocument7 pagesFolleto Arco en C Garion Flat PanelCarlos R. SanchezNo ratings yet
- Lecture 19 - FlipFlops IIDocument46 pagesLecture 19 - FlipFlops IIAbdul WahabNo ratings yet
- CV-Ishtiyaq Ahmed MakdaDocument4 pagesCV-Ishtiyaq Ahmed MakdaAyesha HaroonNo ratings yet
- 4 - Small Signal and Signal Flow Graph ModelingDocument6 pages4 - Small Signal and Signal Flow Graph Modelingtechnowave electronicsNo ratings yet
- English - VF Series Service Manual - 1999Document371 pagesEnglish - VF Series Service Manual - 1999Pablo GonzalezNo ratings yet
- FRS For RDPMS For Uploaded in RDSO Website DT 1 Mar 24Document147 pagesFRS For RDPMS For Uploaded in RDSO Website DT 1 Mar 24vinay1401No ratings yet
- Deccan College of Engineering & Technology: Power Electronics Laboratory ManualDocument73 pagesDeccan College of Engineering & Technology: Power Electronics Laboratory ManualharshNo ratings yet
- MC74HC589A 8-Bit Serial or Parallel-Input/Serial-Output Shift Register With 3-State OutputDocument12 pagesMC74HC589A 8-Bit Serial or Parallel-Input/Serial-Output Shift Register With 3-State OutputViviana AlbornozNo ratings yet
- FRHCDocument6 pagesFRHCReza BordbarNo ratings yet
- Melody Ii Operator'S Manual: (MOMLDII-U01)Document84 pagesMelody Ii Operator'S Manual: (MOMLDII-U01)belabbas abdelazzizNo ratings yet
- CoreTemp DumpDocument39 pagesCoreTemp DumpLiseo Truyenque TaipeNo ratings yet
- Model: W5Dy: Current Loop SupplyDocument3 pagesModel: W5Dy: Current Loop SupplyDina LydaNo ratings yet
- An4636 Demonstration of LC Sensor For Gas or Water Metering Based On Stm32l073zeval and Stm32l476rgnucleo Boards StmicroelectronicsDocument70 pagesAn4636 Demonstration of LC Sensor For Gas or Water Metering Based On Stm32l073zeval and Stm32l476rgnucleo Boards StmicroelectronicsMárcio FerreiraNo ratings yet
- Myhome - Up: For Installation and CatalogueDocument148 pagesMyhome - Up: For Installation and CatalogueDAN ALEXANDRUNo ratings yet
- Apc Back-Ups Cs 500 Service ManualDocument4 pagesApc Back-Ups Cs 500 Service ManualBorbély AttilaNo ratings yet
- RM7890A1056Document28 pagesRM7890A1056ALBERTO DIAZNo ratings yet
- Samsung AD 18 26 B1C Service ManualDocument37 pagesSamsung AD 18 26 B1C Service ManualdixlopNo ratings yet
- Conmed Excalibur Power Plus Es HandbookDocument11 pagesConmed Excalibur Power Plus Es HandbookHeidi BlueNo ratings yet
- Exploring Animal Behavior Through Sound Volume 1Document524 pagesExploring Animal Behavior Through Sound Volume 1AndressaNo ratings yet
- CH 7updated Unit 6 Computer ArithmeticDocument18 pagesCH 7updated Unit 6 Computer ArithmeticSujan TimalsinaNo ratings yet
- Segi Fren ThesisDocument70 pagesSegi Fren ThesisPrashant PatelNo ratings yet
- Mos PqaDocument8 pagesMos PqashahidNo ratings yet