Download as pdf or txt
You might also like
- Torsion Report PDFDocument31 pagesTorsion Report PDFKalKatu MaLam100% (22)
- 4 Final ReportDocument36 pages4 Final ReportAmeenNo ratings yet
- Hydrocarbon: Monolithic Concept SolutionsDocument20 pagesHydrocarbon: Monolithic Concept Solutionsdidapopescu0% (1)
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingBalaji GuruNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- Data Sheet ASME B31.3 s901 - PipeDocument21 pagesData Sheet ASME B31.3 s901 - PipeDaniel Alcantara CNo ratings yet
- H66 Instrucciones MDI C600H (01!02!2006) - OptDocument134 pagesH66 Instrucciones MDI C600H (01!02!2006) - OptJose MarcanoNo ratings yet
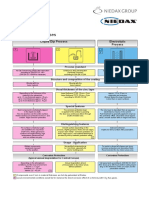
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- CFW 59 W 54 PDFDocument2 pagesCFW 59 W 54 PDFLeonardo LuizNo ratings yet
- Guidelines For Welding Galvanized SteelDocument9 pagesGuidelines For Welding Galvanized SteelAhmed AllamNo ratings yet
- Fasteners Zinc CoatedDocument6 pagesFasteners Zinc CoatedAndres Camilo Benitez100% (1)
- GN - 8 03 SecureDocument6 pagesGN - 8 03 Securebalal moughalNo ratings yet
- HDG Datasheet 3 - Hot Dip Galvanizing of Small ComponentsDocument2 pagesHDG Datasheet 3 - Hot Dip Galvanizing of Small ComponentsMohsin Ul Amin KhanNo ratings yet
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Regulatory Documents Establishing Requirements To Coatings Applied by Hot-Dip Galvanizing MethodDocument2 pagesRegulatory Documents Establishing Requirements To Coatings Applied by Hot-Dip Galvanizing MethodRa'oufAli-zadehNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Galvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyDocument12 pagesGalvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyashishsteelNo ratings yet
- Electroplated Coatings of Zinc / Zinc-Alloy: Technical InformationDocument4 pagesElectroplated Coatings of Zinc / Zinc-Alloy: Technical InformationRoberto ProliNo ratings yet
- Surface Treatments Continuous and Hot Dip Galvanization: M.P. Delplancke - OgletreeDocument22 pagesSurface Treatments Continuous and Hot Dip Galvanization: M.P. Delplancke - OgletreeM. AulaqiNo ratings yet
- Hot Dip Galvanising 1Document12 pagesHot Dip Galvanising 1Alex LevinNo ratings yet
- Superstrut Metal FramingDocument83 pagesSuperstrut Metal FramingAdam SonNo ratings yet
- Metallurgy of GalvanizingDocument1 pageMetallurgy of GalvanizingSreedhar Patnaik.MNo ratings yet
- Galvanized CoatingsDocument3 pagesGalvanized CoatingsAjmal KhanNo ratings yet
- Hot Dip Galvanization - FaboryDocument4 pagesHot Dip Galvanization - FaboryBrandon LimNo ratings yet
- GN - 8-04-Thermally Sprayed Metal CoatingsDocument4 pagesGN - 8-04-Thermally Sprayed Metal CoatingsGeorge AlexiadisNo ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Technical Note: Durability of Cold-Formed Steel Framing MembersDocument8 pagesTechnical Note: Durability of Cold-Formed Steel Framing MembersZubair ShafiqueNo ratings yet
- Application Notes Zinc PDFDocument6 pagesApplication Notes Zinc PDFTNNo ratings yet
- CH 01.07 Galvin SteelDocument5 pagesCH 01.07 Galvin Steelkhairul ardyNo ratings yet
- Design of Products To Be Hot-Dip Galvanized After FabricationDocument28 pagesDesign of Products To Be Hot-Dip Galvanized After FabricationArlet BibriescaNo ratings yet
- White Conduit Pipe (ULBS) PDFDocument8 pagesWhite Conduit Pipe (ULBS) PDFAkbar TrilaksonoNo ratings yet
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pages2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluNo ratings yet
- IIW Doc III-1702-14 - v0Document13 pagesIIW Doc III-1702-14 - v0Marjan SubanNo ratings yet
- Difference Between Electroplating & GalvanizingDocument3 pagesDifference Between Electroplating & GalvanizingSreedhar Patnaik.MNo ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresLuis MundacaNo ratings yet
- GN - 8-02 - Protective Treatment of FastenersDocument5 pagesGN - 8-02 - Protective Treatment of Fastenersachus2000No ratings yet
- A - Galvanised Steel As A Substrate For Paint-2016Document3 pagesA - Galvanised Steel As A Substrate For Paint-2016Phạm Anh TuấnNo ratings yet
- Din - 50965Document2 pagesDin - 50965Yogesh bhatNo ratings yet
- Mechanical Galvanizing: This Technical Data Sheet Is Subject To Change Without Prior NotificationDocument2 pagesMechanical Galvanizing: This Technical Data Sheet Is Subject To Change Without Prior NotificationLucas NievaNo ratings yet
- Galvanizing - Inspection Standards and Reference Photos PDFDocument4 pagesGalvanizing - Inspection Standards and Reference Photos PDFCLEMENT100% (1)
- Zinc Coating ProcessDocument15 pagesZinc Coating ProcessMOHD SALMANNo ratings yet
- MEE 515 AssignmentDocument6 pagesMEE 515 Assignmentadams sundayNo ratings yet
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocument2 pagesHot-Dip Galvanizing Vs Continuous Sheet Galvanizingecaph244No ratings yet
- DIN en 4042 - A3C BicromatizadoDocument10 pagesDIN en 4042 - A3C BicromatizadoBruno FaveroNo ratings yet
- Zinc CoatingsDocument12 pagesZinc CoatingsvvgdreamNo ratings yet
- Bolting Galvanized SteelDocument6 pagesBolting Galvanized SteelAli VarmazyarNo ratings yet
- Hot Dip PlatingDocument1 pageHot Dip PlatingHarshal ThakreNo ratings yet
- Hot Dip Galvanized Information Sheet No.7Document7 pagesHot Dip Galvanized Information Sheet No.7mostafaNo ratings yet
- Development of Stainless Steel Welding Wire For Galvanized Steel SheetsDocument7 pagesDevelopment of Stainless Steel Welding Wire For Galvanized Steel SheetsIshan ShuklaNo ratings yet
- Panasonic Galvanize PipeDocument8 pagesPanasonic Galvanize Pipeagus setiawanNo ratings yet
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Atkore-Unistrut 00002 13 77 79 100 127 CATDocument5 pagesAtkore-Unistrut 00002 13 77 79 100 127 CATjeffuangNo ratings yet
- HDG Datasheet 4a - Specifying Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 4a - Specifying Hot Dip Galvanized SteelCheah Hon KeongNo ratings yet
- Hot Dip GalvanizingDocument6 pagesHot Dip GalvanizingjpkedahNo ratings yet
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoNo ratings yet
- Continuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingDocument6 pagesContinuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingCiprian CociubaNo ratings yet
- Bolting-Galvanized-Steel GAA ch4Document16 pagesBolting-Galvanized-Steel GAA ch4dfdfdNo ratings yet
- Hot Dip Galvanizing The Best Protection Inside and OutDocument8 pagesHot Dip Galvanizing The Best Protection Inside and OuttabacauNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Relative Humidity (RH) : Fungi (Mould) and BacteriaDocument3 pagesRelative Humidity (RH) : Fungi (Mould) and BacteriaHARSH VARDHAN SINGHNo ratings yet
- Unit 1 - Advance Structural Design IIDocument8 pagesUnit 1 - Advance Structural Design IINew Gaming AddaNo ratings yet
- Review of Al Alloys in Aerospace IndustryDocument11 pagesReview of Al Alloys in Aerospace IndustryCARLOS EDUARDO SANCHEZ RAMIREZNo ratings yet
- TDS - RheoFIT 726 PDFDocument2 pagesTDS - RheoFIT 726 PDFAlexi ALfred H. TagoNo ratings yet
- Aropol in 7335Document3 pagesAropol in 7335Jainam ShahNo ratings yet
- Analysis of Buildings For Gravity LoadsDocument10 pagesAnalysis of Buildings For Gravity LoadsPrashant SunagarNo ratings yet
- The Economics, Performance, and Sustainability of Internally Cured Concrete, Part 2Document6 pagesThe Economics, Performance, and Sustainability of Internally Cured Concrete, Part 2masteriragaNo ratings yet
- 1 Hot Tap MKSR Dec 2018 003Document137 pages1 Hot Tap MKSR Dec 2018 003Billy KurniawanNo ratings yet
- Lecture Manual-TribologyDocument3 pagesLecture Manual-TribologySujit Mishra100% (1)
- Ucc 2019 227 PDFDocument22 pagesUcc 2019 227 PDFEr Suresh KumarNo ratings yet
- Rehva 2023 - 02Document72 pagesRehva 2023 - 02JurisĶigursNo ratings yet
- Applicability of IBR in A Process Plant EquipmentDocument25 pagesApplicability of IBR in A Process Plant EquipmentNAMONo ratings yet
- Energy PlusDocument29 pagesEnergy Plusbloodpaint87No ratings yet
- Frosio Insulation NotesDocument41 pagesFrosio Insulation NotesJANVI KRISHNo ratings yet
- Catalogue Valve EngDocument138 pagesCatalogue Valve Engtkm2004No ratings yet
- Course CurriculumDocument3 pagesCourse CurriculumPRASENJIT MUKHERJEENo ratings yet
- A New Method For Co2 CaptureDocument6 pagesA New Method For Co2 CaptureAbul HassanNo ratings yet
- BoQ OSP Backbone Phase-1Document2 pagesBoQ OSP Backbone Phase-1adeng100% (1)
- Nonlinear FEA of ElastomersDocument64 pagesNonlinear FEA of ElastomersYudhi AriadiNo ratings yet
- CmsDocument4 pagesCmsRamsis WilliamNo ratings yet
- SP-47 - 1 - Structural SteelDocument6 pagesSP-47 - 1 - Structural Steelfernanda rojasNo ratings yet
- XADO Grease For CV Joints enDocument2 pagesXADO Grease For CV Joints enpopescucvNo ratings yet
- CE 202 - LAB MANUAL - July 2021-Exp. 2Document3 pagesCE 202 - LAB MANUAL - July 2021-Exp. 2fs2y4ppt5gNo ratings yet
- 24 FAA MastsDocument2 pages24 FAA MastsGeorge BortaNo ratings yet
- AC4010K AC4015K Series: Grades For Cast IronDocument6 pagesAC4010K AC4015K Series: Grades For Cast IronOswaldo TerugiNo ratings yet