Download as pdf or txt
You might also like
- 9 E.T.H.E.RDocument53 pages9 E.T.H.E.Rjamjam_95678853100% (18)
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Department of Electrical Engineering: Riphah College of Science & Technology Faculty of Engineering & Applied SciencesDocument6 pagesDepartment of Electrical Engineering: Riphah College of Science & Technology Faculty of Engineering & Applied Sciencesallrounder fightNo ratings yet
- Revised Mei-AN - LS.HD - GF.027Document1 pageRevised Mei-AN - LS.HD - GF.027Hendrika A. IrawanNo ratings yet
- Revised Mei An - LS.HD - gf.027Document1 pageRevised Mei An - LS.HD - gf.027Hendrika A. IrawanNo ratings yet
- Revised Mei-AN - LS.HD - GF.026Document1 pageRevised Mei-AN - LS.HD - GF.026Hendrika A. IrawanNo ratings yet
- LightForge User Guide v1.2Document9 pagesLightForge User Guide v1.2Du RoyNo ratings yet
- Engineering Drawing Notes A Fa2019Document87 pagesEngineering Drawing Notes A Fa2019mahantesh kunnurNo ratings yet
- Benchtop Standard Dot Marking Machine 150x100n 1Document1 pageBenchtop Standard Dot Marking Machine 150x100n 1Mohamed AbdelhakamNo ratings yet
- Engineering Drawing Notes A Fa2019Document87 pagesEngineering Drawing Notes A Fa2019arulmani.manproNo ratings yet
- 2021 09 OnlineDocument20 pages2021 09 Onlinehandalah1989No ratings yet
- Engineering Drawing Notes Part A CoordinDocument84 pagesEngineering Drawing Notes Part A CoordinAreeba HassanNo ratings yet
- Rocksledger Crusher: TABLE 3 Equivalent Jaw SettingsDocument1 pageRocksledger Crusher: TABLE 3 Equivalent Jaw SettingsMechanical departmentNo ratings yet
- Benchtop Deepmarking Dot Marking Machine 200x35n 1Document1 pageBenchtop Deepmarking Dot Marking Machine 200x35n 1Mohamed AbdelhakamNo ratings yet
- General Construction NotesDocument1 pageGeneral Construction NotesAbdullah MangatongNo ratings yet
- HRB-1000 Rock SplitterDocument6 pagesHRB-1000 Rock Splittersrinath KandregulaNo ratings yet
- Pavement Design: British Thic Kness Desig N MethodsDocument20 pagesPavement Design: British Thic Kness Desig N Methodskukuh fijkar wNo ratings yet
- Module 03 - Orthographic Views Dimensioning and Section ViewsDocument25 pagesModule 03 - Orthographic Views Dimensioning and Section ViewsSaravanan Natesan RajendranNo ratings yet
- PSP S302 - SX302 enDocument10 pagesPSP S302 - SX302 enIGHORODJENo ratings yet
- Engineering Drawing NotesDocument81 pagesEngineering Drawing NotesLokesh DahiyaNo ratings yet
- Wind Load 0.2 CpiDocument2 pagesWind Load 0.2 CpiW Y OngNo ratings yet
- Standard PrecastDocument1 pageStandard PrecastMartin ScottNo ratings yet
- Benchtop Standard Dot Marking Machine 90x60n 1Document1 pageBenchtop Standard Dot Marking Machine 90x60n 1Mohamed AbdelhakamNo ratings yet
- Design of Columns Attanagalla Water Supply Pump Station - Column - Z1Document11 pagesDesign of Columns Attanagalla Water Supply Pump Station - Column - Z1Amila KulasooriyaNo ratings yet
- Cofraje PT Stalpi PDFDocument16 pagesCofraje PT Stalpi PDFSerban MihaiNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BMuhammad AsimNo ratings yet
- ICU Brochure (E)Document4 pagesICU Brochure (E)mlambertucciNo ratings yet
- Lecture 5 Sectional ViewsDocument21 pagesLecture 5 Sectional ViewsAlhaj MassoudNo ratings yet
- Me Prodsheet Dh-2100Document2 pagesMe Prodsheet Dh-2100Sung Woong MoonNo ratings yet
- Shear Strength Evaluation For RC Shear Walls With Multi-Openings Based On FEM AnalysisDocument10 pagesShear Strength Evaluation For RC Shear Walls With Multi-Openings Based On FEM AnalysisMladen MilicevicNo ratings yet
- Engineering Drawing Notes: ME170 Computer Aided DesignDocument41 pagesEngineering Drawing Notes: ME170 Computer Aided Designmariopi32100% (1)
- 1236 AL-BEHAR - REEFORM-E05-FrelugDocument6 pages1236 AL-BEHAR - REEFORM-E05-FrelugHaithamNo ratings yet
- Bản Vẽ Thi Công MớiDocument29 pagesBản Vẽ Thi Công MớiKevin DoanNo ratings yet
- Wind Load 0.3 CpiDocument2 pagesWind Load 0.3 CpiW Y OngNo ratings yet
- Poly V PulleysDocument12 pagesPoly V Pulleyskevin YachaNo ratings yet
- SolidWorks CICDocument111 pagesSolidWorks CICSalma SamiNo ratings yet
- Ab STR 111 B124Document1 pageAb STR 111 B124arainzada807No ratings yet
- Feed Reate For FCAW WeldingDocument1 pageFeed Reate For FCAW WeldingkapsarcNo ratings yet
- S002EN08-2203 - SE-EV-Dimensões e FundamentosDocument8 pagesS002EN08-2203 - SE-EV-Dimensões e FundamentosJean AlexNo ratings yet
- 01 RMDocument2 pages01 RMDaniel Alam SubiruNo ratings yet
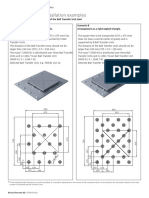
- Ball Transfer Units - Installation ExamplesDocument2 pagesBall Transfer Units - Installation ExamplesAdis TosunbegovićNo ratings yet
- EPX1250Document2 pagesEPX1250adventius S.SNo ratings yet
- Crealco - Casement 28 Wall ChartDocument1 pageCrealco - Casement 28 Wall ChartwittypeeNo ratings yet
- 03 2 Seyi SD SDG2 Sde2 eDocument16 pages03 2 Seyi SD SDG2 Sde2 eCông Quang Trường PhanNo ratings yet
- h48.pskkfs001 enDocument19 pagesh48.pskkfs001 enfruizv0797No ratings yet
- Example: Braced Slender Column With Bi-Axial Bending: General Design ParametersDocument11 pagesExample: Braced Slender Column With Bi-Axial Bending: General Design ParametersTruong Phuoc TriNo ratings yet
- Example: Braced Slender Column With Bi-Axial Bending: General Design ParametersDocument11 pagesExample: Braced Slender Column With Bi-Axial Bending: General Design ParametersTruong Phuoc TriNo ratings yet
- Heradesign InstallationDocument12 pagesHeradesign InstallationshanNo ratings yet
- BF4M 2012 C - Engine-ViewsDocument4 pagesBF4M 2012 C - Engine-ViewsKevinCollenNo ratings yet
- Acoustic LouvresDocument8 pagesAcoustic LouvresAntonio MartinNo ratings yet
- Flyer The New Attaleya 2019Document3 pagesFlyer The New Attaleya 2019knugroho1982No ratings yet
- Manhole and Box Culvert Typical ModelDocument1 pageManhole and Box Culvert Typical ModelJesse GarciaNo ratings yet
- Inhabitr Inc: Sectional Elevation BB' Scale: 1:15 Elevation Scale: 1:15Document1 pageInhabitr Inc: Sectional Elevation BB' Scale: 1:15 Elevation Scale: 1:15Sejal KhandareNo ratings yet
- Design Problem #4: 16.20 Handed OutDocument6 pagesDesign Problem #4: 16.20 Handed OutHendri HermawanNo ratings yet
- Gear Lathe MachineDocument44 pagesGear Lathe MachineBurhoneySonNo ratings yet
- Ergonomics UpdatedDocument27 pagesErgonomics Updatedlenin kumarNo ratings yet
- Truss Bridge: Analysis And: ModelDocument13 pagesTruss Bridge: Analysis And: ModelhannissabrinaNo ratings yet
- Safestar 441bDocument1 pageSafestar 441bIonut Adrian PopNo ratings yet
- 400scale A330-200 WhiteDocument1 page400scale A330-200 Whitesyedaliuddinahmed2009No ratings yet
- 900lpm7-8m Model-1310 2.4kwDocument5 pages900lpm7-8m Model-1310 2.4kwAseem Vivek MasihNo ratings yet
- MPX3500Document2 pagesMPX3500Karun KumarNo ratings yet
- Are View of Additive Manufacturing TechnologiesDocument19 pagesAre View of Additive Manufacturing TechnologiesAnas RaisNo ratings yet
- Main Defects Observed in Aluminum Alloy Parts Produced by SLMDocument31 pagesMain Defects Observed in Aluminum Alloy Parts Produced by SLMAnas RaisNo ratings yet
- Selective Laser Melting of Chemical Pure Copper PowdersDocument7 pagesSelective Laser Melting of Chemical Pure Copper PowdersAnas RaisNo ratings yet
- PEKK Polyether Ketone Ketone (GAPEKK) : Key Points For GAPEKK High Performance PolymerDocument2 pagesPEKK Polyether Ketone Ketone (GAPEKK) : Key Points For GAPEKK High Performance PolymerAnas RaisNo ratings yet
- Springer Guidelines For Authors of Proceedings CSDocument10 pagesSpringer Guidelines For Authors of Proceedings CSAnas RaisNo ratings yet
- MJF Design For CleaningDocument2 pagesMJF Design For CleaningAnas RaisNo ratings yet
- Led Eco Floodlight 100 W 6500 K Gray: Product DatasheetDocument3 pagesLed Eco Floodlight 100 W 6500 K Gray: Product Datasheetfirman pahrizalNo ratings yet
- Measurement of Sheet Resistivities With The Four-Point Probe by F. M. SMITSDocument8 pagesMeasurement of Sheet Resistivities With The Four-Point Probe by F. M. SMITSQuadrant SalamNo ratings yet
- T&C Contractor Test Equipment ListDocument2 pagesT&C Contractor Test Equipment Listahmed tarekNo ratings yet
- RE18325-03 Solenoid Valve With Feedback OD15051841YZDocument4 pagesRE18325-03 Solenoid Valve With Feedback OD15051841YZMujahidin AhmadNo ratings yet
- Open Circuit Characteristics of Self Excited DC Shunt GeneratorDocument5 pagesOpen Circuit Characteristics of Self Excited DC Shunt Generatorramniwas123No ratings yet
- تئوری تست آلتراسونیک FactoryDocument47 pagesتئوری تست آلتراسونیک FactoryHaha ZazaNo ratings yet
- Upcat ReviewerDocument11 pagesUpcat ReviewerErosCupidNo ratings yet
- Textbook The Metaphysics of Relations 1St Edition Marmodoro Ebook All Chapter PDFDocument53 pagesTextbook The Metaphysics of Relations 1St Edition Marmodoro Ebook All Chapter PDFdelbert.gorrell731100% (2)
- Machine Design Lab ManualDocument22 pagesMachine Design Lab Manualsarathsaravanan100% (4)
- Gas StoichiometryDocument22 pagesGas Stoichiometrykenot100% (1)
- 4x10 1Cx70 MergedDocument10 pages4x10 1Cx70 MergedJalal AlbadriNo ratings yet
- Data Sheet: Fast Recovery RectifiersDocument2 pagesData Sheet: Fast Recovery RectifiersCarlos Evangelista SalcedoNo ratings yet
- Physics Investigatory Project Class 12Document11 pagesPhysics Investigatory Project Class 12Tushar ChopraNo ratings yet
- 1991 - Tay - Finite Element Analysis of Thermoelastic Coupling in CompositesDocument6 pages1991 - Tay - Finite Element Analysis of Thermoelastic Coupling in CompositesPedro Filipe CunhaNo ratings yet
- PCM-11-03 (12th & 13th) Paper 1 FINAL TESTDocument24 pagesPCM-11-03 (12th & 13th) Paper 1 FINAL TESTRaju SinghNo ratings yet
- Basics of Non-Ideal FlowDocument32 pagesBasics of Non-Ideal FlowKavali Koteswar ReddyNo ratings yet
- Light Microscopy: Basic Principles and Concepts: Carlo Bevilacqua Prevedel GroupDocument33 pagesLight Microscopy: Basic Principles and Concepts: Carlo Bevilacqua Prevedel Groupalvise30No ratings yet
- Rheem Storage Hot Water UnitDocument3 pagesRheem Storage Hot Water UnitMahfuz RahmanNo ratings yet
- Grundfosliterature 5564592Document77 pagesGrundfosliterature 5564592viksursNo ratings yet
- Differential Protection: Document byDocument26 pagesDifferential Protection: Document byS Bharadwaj ReddyNo ratings yet
- HFP Ap-As: FeaturesDocument13 pagesHFP Ap-As: FeaturesmohamedNo ratings yet
- Littoral Mathematics Teachers Association: Multiple Choice Question Paper Instructions To CandidatesDocument6 pagesLittoral Mathematics Teachers Association: Multiple Choice Question Paper Instructions To CandidatesAlphonsius WongNo ratings yet
- Transmi Finals Set BDocument10 pagesTransmi Finals Set BKerwin TejucoNo ratings yet
- Relation and Function Between SetsDocument36 pagesRelation and Function Between SetsRiza Mae BayoNo ratings yet
- Harger LPS ChecklistDocument6 pagesHarger LPS ChecklisttelecttNo ratings yet
- MTHL Scope of WorkDocument12 pagesMTHL Scope of Worktariq1987No ratings yet
- DRIVE SYSTEM TransformersDocument18 pagesDRIVE SYSTEM TransformersNor AzlanNo ratings yet
- Lem Heme Iso 1000Document4 pagesLem Heme Iso 1000Ana Safranec VasicNo ratings yet