Professional Documents
Culture Documents
IC 51 B1 1001+Rev+D
IC 51 B1 1001+Rev+D
Uploaded by
Ciro MontielOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
IC 51 B1 1001+Rev+D
IC 51 B1 1001+Rev+D
Uploaded by
Ciro MontielCopyright:
Available Formats
Repair Engineering Instruction IC-51-B1-1001 Rev.
US Government Controlled Technology
GE Energy Export License Required? Yes No
GE Energy Services GE Technical License Controlled Technology
Gas Turbine Repair Engineering
Technical License Required?
300 Garlington Road
Yes No
Greenville, South Carolina, U.S.A.
INSPECTION CHECK IC-51-B1-1001 REV: D
Title: Stage 1 Bucket – Inspection / Check
Model Applicability: MS5001
Component or Unit Serial To be performed by Qualified Service Center Personnel?
Numbers (or “All”): All Yes No
TECHNICAL CONTENT OF THIS DOCUMENT IS APPROVED BY GE REPAIR TECHNOLOGY CoE
GE P&RS Gas Service Center Authorized Distribution
Service Center Type Authorized (Y/N) Service Center Type Authorized (Y/N)
ACSC GEA N Houston GE Y
Basildon GE Y KPS TTA N
BGGTS JV Y McAllen GEA N
CAPCO TTA N MEELSA (GEMTEC) JV Y
GE-HPEC (QHD) JV N Nigeria GE N
GE-Hungary GE Y PT Gents JV Y
GE Keppel JV Y TGE JV N
GEPTEC - Kaluga GE N TGTS JV N
Greenville GE Y TNB TENAGA TTA N
GTS JV Y
GE Oil & Gas Service Center Authorized Distribution
Service Center Type Authorized (Y/N) Service Center Type Authorized (Y/N)
Algesco JV Y Houston O&G GE Y
Barcelona (PEGS) GE Y Qatar JV N
Florence GE Y Sapura Crest JV N
Trinidad GE Y Turbimeca GE Y
Edmonton GE Y ZKMK TTA N
Australia SC GE Y
GEA = GE Aviation | JV = Joint Venture | TTA = Technology Transfer Agreement
NOTE: These tables do NOT imply Service Center Certification or Qualification.
© COPYRIGHT 2010 GENERAL ELECTRIC COMPANY
The information contained in this document is GE proprietary information and is disclosed in confidence. The technical data herein is the property of GE and shall not
be used or disclosed to others without the express written consent of GE. If consent is given, this notice or - as necessary, the supplementary notice set forth on each
page of this document, shall appear on any such communication. In addition, the technical data herein, and the direct product of the data, may not be diverted,
transferred, re-exported or disclosed in any manner without prior written approval.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 1 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
REI Approvals
Refer to Repair Engineering procedure GTRE 102 for approval requirements by document type.
Revision History
Rev Description Signature Date
- Draft Issue See Above
Reduced Dovetail Dimensional Check to a
A 18/02/2013
sample of #10 Buckets
C. Giolli Approved by Email
Internal Aluminizing Avoidance on GTD 111 S. Pisegna Approved by Email
B 27/06/2014
CC Stage 1 Buckets after stripping N. Pieroni Approved by Email
P. Kraleti Approved by Email
C. Giolli Approved by Email
Internal Aluminizing Avoidance on GTD 111 S. Pisegna Approved by Email
C CC Stage 1 Buckets after stripping (Only for 18/07/2014
Solid Version) N. Pieroni Approved by Email
P. Kraleti Approved by Email
C. Giolli Approved by Email
D Table A and Table B Revision 06/08/2014
S. Pisegna Approved by Email
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 2 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 3 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
INDEX
1. Purpose
2. Parts Applicability
3. Description
4. Decision Flow Chart
5. Tools, Equipment, and Materials
6. Procedure
6.1. Incoming Receiving
6.2. Metallurgical Evaluation & Mechanical Testing
6.3. Cleaning
6.4. Visual Inspection - General
6.5. Dimensional Inspection
6.6. Coating Removal
6.7. Fluorescent Penetrant Inspection (FPI)
6.8. Non-interpretable FPI Indications / Visual Indications
7. Appendices
7.1. Appendix A - Reference Documents
7.2. Appendix B - Component Repair Engineering Instructions
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 4 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
1. Purpose
1.1. This document provides inspection instructions and criteria for determining the serviceability
and repairability of MS5001 Stage 1 Turbine Buckets. Adherence to this inspection
procedure will produce the required repair workscope based on part condition.
1.2. Repair Sources that perform procedures listed in this REI, must fulfill the requirements listed
in RSS-51-B1-1001, Frame MS5001 Stage 1 Bucket - Repair Source Substantiation, and
SP-16-1002, Repair Source Substantiation, Qualification, and Quality System Requirements,
and be qualified by Sourcing or GE Repair Engineering.
2. Parts Applicability
2.1. The parts applicable to this inspection document are listed in Table 1.
2.2. The configurations listed in Table 1 correspond to both MS5001 hollow and solid bucket
designs. Contact Repair Engineering for information regarding inspection and repair of
bucket configurations not listed in Table 1.
Table 1: Parts Summary (MS5001 Stage 1 Buckets)
Final Machining Casting Alloy Alloy Coating Coating Casting
Name Specification Type
733E0831P002
733E0831P003
733E0831P004
733E0831P001 B50A467A U500 N/A Uncoated Hollow
733E0831P005
733E0831P019
733E0831P020
733E0831P007
733E0831P008
733E0831P009
733E0831P010
733E0831P006 B50A524B U700 N/A Uncoated Hollow
733E0831P011
733E0831P012
733E0831P014
733E0831P016
733E0831P013
733E0831P015
733E0831P017 PtAl (Internal &
733E0831P006 B50A524B U700 P16C-AG2 Hollow
733E0831P018 External)
733E0831P035
733E0831P036
733E0831P022
733E0831P023
733E0831P024
733E0831P021 B50A563A IN738 N/A Uncoated Hollow
733E0831P025
733E0831P026
733E0831P027
733E0831P033
733E0831P028 B50A563B IN738 N/A Uncoated Hollow
733E0831P034
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 5 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 1: Parts Summary (MS5001 Stage 1 Buckets) (continued)
Final Machining Casting Alloy Alloy Coating Coating Casting
Name Specification Type
733E0831P029
733E0831P030
733E0831P031
733E0831P032
733E0831P037
733E0831P038 PtAl (Internal &
733E0831P028 B50A563B IN738 P16C-AG2 Hollow
733E0831P105 External)
733E0831P106
733E0831P107
733E0831P108
733E0831P111
733E0831P112
SOM42619P111
(SMU48279) PtAl (Internal &
SMH48278 B50A563B IN738 P16C-AG2 Hollow
SOM42619P112 External)
(SMU48280)
SOM42619P111A
(SMU48384) P16C-AG2 PtAl (Howmet
SMH48278 B50A563B IN738 Hollow
SOM42619P112A (but LDC2) LDC-2)
(SMU48335)
SOM42619P111B
(SMU48475)
SMH48278 B50A563B IN738 SOM5457529 GT33 IN+ Hollow
SOM42619P112B
(SMU48476)
733E0831P113
733E0831P114
733E0831P121
P16-AG4 & Internal
733E0831P122
733E0831P028 B50A563B IN738 P16B-AG7 Aluminide + Hollow
733E0831P307
(VPS-2) GT29
733E0831P308
733E0831P315
733E0831P316
P16-AG4 & Internal
P16B-AG7 Aluminide +
733E0831P317 733E0831P028 B50A563B IN738 Hollow
(VPS-2) + GT29 + Over-
P16C-AG5 aluminide
733E0831P201
733E0831P202
733E0831P203 PtAl (Internal &
733E0831P039 B50A719A GTD111 P16C-AG2 Hollow
733E0831P204 External)
733E0831P205
733E0831P206
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 6 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 1: Parts Summary (MS5001 Stage 1 Buckets) (continued)
Final Machining Casting Alloy Alloy Coating Coating Casting
Name Specification Type
733E0831P115
733E0831P116
733E0831P117
733E0831P118
733E0831P119
P16C-AG4 Internal
733E0831P120
733E0831P039 B50A719A GTD111 P16B-AG7 Aluminide + Hollow
733E0831P309
(VPS-2) VPS GT29
733E0831P310
733E0831P311
733E0831P312
733E0831P313
733E0831P314
733E0831P301
733E0831P302
P16C-AG4
733E0831P303
733E0831P039 B50A719A GTD111 P16B-AG7 Hollow
733E0831P304
(VPS-14)
733E0831P305
733E0831P306
733E0831P318
P16C-AG4 + Internal
733E0831P319
P16B-AG7 Aluminide
733E0831P320 733E0831P039 B50A719A GTD111 Hollow
(VPS-2) + +VPS GT29 +
733E0831P321
P16C-AG5 Overaluminide
733E0831P322
948E0707P001
948E0707P003
948E0707P005
948E0707P006
948E0707P009
948E0704P001 B50A719B GTD111 P16C-AG2 PtAl Solid
948E0707P010
948E0707P022
948E0707P023
948E0707P002
948E0707P004
948E0707P007
948E0707P008 P16B-AG7
948E0707P011
948E0704P001 B50A719B GTD111
(VPS-2)
GT29 Solid
948E0707P012
948E0707P024
948E0707P025
948E0707P013
948E0707P014
948E0707P015
948E0707P016 P16B-AG7
948E0707P017
948E0704P001 B50A719B GTD111
(VPS-7)
GT29 Solid
948E0707P018
948E0707P026
948E0707P027
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 7 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 1: Parts Summary (MS5001 Stage 1 Buckets) (continued)
Final Machining Casting Alloy Alloy Coating Coating Casting
Name Specification Type
948E0707P019
948E0707P020 P16B-AG7
GT29
948E0707P021 948E0704P001 B50A719B GTD111 (VPS-2) +
Overaluminide
Solid
948E0707P028 P16C-AG5
948E0707P029
P16B-AG7
948E0707P031 GT29
948E0707P032
948E0704P001 B50A719B GTD111 (VPS-2) +
Overaluminide
Solid
P16C-AG8
SOM39416P031A
(SMU48331)
SMH48241 B50A719B GTD111 GT29+ Solid
SOM39416P032A
(SMU48332)
SOM39416P031B
(SMU48341)
SMH48241 B50A719B GTD111 GT33+ Solid
SOM39416P032B
(SMU48342)
SOM39416P031C
(SMU48343)
SMH48241 B50A719B GTD111 GT33 Solid
SOM39416P031C
(SMU48344)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 8 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
3. Description
3.1. The MS5001 Stage 1 Bucket has undergone multiple design changes since the 1950s.
Early designs consisted of a hollow casting produced of either U500 (B50A467A), U700
(B50A524B), IN738 (B50A563A or B50A563B), or GTD111 (B50A719A). The hollow bucket
design is shown in Figure 1A.
3.2. With the introduction of the “Performance Improvement Package”, the Stage 1 Bucket was
re-designed using a solid casting produced of GTD111 (B50A719B). The solid bucket design
is shown in Figure 1B.
3.3. Major features and nomenclature for the MS5001 Stage 1 Bucket are shown in Figure 2
(solid design) and Figure 3 (hollow design).
Figure 1A. MS5001 Stage 1 Bucket Figure 1B. MS5001 Stage 1 Bucket
Hollow Design Solid Design
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 9 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
SUCTION SIDE
LEADING
EDGE
PRESSURE SIDE
TRAILING
VIEW A EDGE
VIEW A
TRAILING LEADING
EDGE (TE) EDGE (LE)
AIRFOIL
SLASH FACE
PLATFORM
SHANK
DOVETAIL
PRESSURE SIDE SUCTION SIDE
Figure 2. Major Features and Nomenclature for the MS5001 Stage 1 Bucket (Solid Design)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 10 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Figure 3. Major Features and Nomenclature for the MS5001 State 1 Bucket (Hollow Design)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 11 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
3.4. Various airfoil coatings have also been applied to the Stage 1 Bucket. Table 1 describes the
coating system applied at original manufacture.
3.4.1. Early hollow bucket designs were uncoated, including both the external airfoil and
the internal cavity of the hollow bucket. Later hollow bucket designs included
platinum aluminide (PtAl) coating of both the internal cavity and external airfoil
surface. Other hollow bucket designs included internal aluminization of the internal
cavity while the external airfoil was coated with GT29. Refer to Table 1 for exact
coating specifications applied at original manufacture. Some designs also included
an overaluminide on the external airfoil surface. The latest MS5001 Stage 1 Bucket
design includes a GT33 airfoil coating.
3.4.2. Early solid bucket designs were coated with PtAl or GT29. Some bucket designs
also included overaluminide of the GT-29 coating. The most recent solid bucket
designs are coated with GT33. Refer to Table 1 for exact coating specifications
applied at original manufacture.
3.4.3. Table 2 lists markings typically used to identify the type of coating applied to the
bucket.
3.4.4. During previous repairs, alternate coatings than those listed for specific buckets in
Table 1 may have been applied.
Table 2: Bucket Coating Identification Codes
Marking Material Type Material Composition Coating Application Method
V2 GT29 CoCrAlY VPS
H2 GT29 CoCrAlY HVOF
V3 GT33 NiCoCrAlY VPS
H3 GT33 NiCoCrAlY HVOF
DH Platinum Aluminide (PtAl)
KH Internal/external aluminization
K External aluminization
H Internal aluminization
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 12 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
3.5. Identification codes are marked on the shank of the bucket. Figure 4 illustrates the location of
key information such as bucket casting part number, serial number, material code, coating
code, etc. Details of the marking are in SP-16-1001, Repair Part Marking Standardization.
BUCKET
DRAWING CASTING DRAWING NUMBER
NUMBER HEAT LOT
MATERIAL CODE
SERIAL NUMBER
COATING CODE
CASTING
DRAWING
NUMBER
SERIAL NUMBER
HEAT LOT
MATERIAL
CODE
ALTERNATIVE (OLD)
COATING CODE
Figure 4. Bucket Identification Information
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 13 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Decision Flow Chart
NOTE: This flow chart is for general reference only. Refer to your manufacturing process flow
chart for more operational detail.
Receiving Inspection
1. Record PN, SN, Operating Hours & Cycles, Tfire, Etc
2. Visual Inspection for Obvious Non-Repairable Damage
3. Verify Material and Coatings
Complete Metallurgical Evaluation &
Mechanical Testing of Representative Bucket
Acceptable to
Submit Non-Conformance
Repair for
No to Engineering for
Return to
Disposition
Service?
Yes
Clean Buckets
Visual Inspection
1. Airfoil
2. Squealer Tip
3. Platform/Shank
4. Dovetail
Dimensional Inspection
1. Dovetail
2. Tip Height
Coating Strip
Required? Yes Strip Coating
No
Thermal or
Chemical Etch
(Uncoated areas)
Fluorescent Penetrant NOTE:
Inspect THIS DOCUMENT COVERS THE
(Uncoated Areas) SHADED PORTIONS OF THIS FLOW
CHART
Record Findings &
Issue Report
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 14 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
5. Tools, Equipment, and Materials
NOTE: Use of equivalent or alternate tools, equipment, and/or consumable materials is
permissible with approval from GE Engineering.
5.1. Tools and Equipment
5.1.1. Gauge pins, 0.21875 in. (5.556 mm) diameter
5.1.2. Standard shop measuring tools (calipers, surface plate, height gage, etc.)
5.1.3. Fluorescent penetrant inspection equipment per P3A-AG4, Fluorescent Penetrant
Testing
5.1.4. Ultrasonic inspection equipment for wall thickness measurement
5.2. Consumable Materials
5.2.1. Lead Free Permanent Marker as specified in P23A-AG2, Identification-Turbine /
Generator Parts and Materials
6. Procedure
NOTE: The limits quoted in this document represent maximum or minimum engineering
acceptable limits to achieve required form/fit/function. Customer specification, cosmetic
concerns, or other factors may require more stringent limits. The definition and control of
any more stringent requirements is at the discretion of the Repair Engineer.
NOTE: If any inspection item classifies the part as Not Repairable, record it and notify
engineering of this information. Do not continue with the inspection process.
NOTE: Alternate inspection processes may be used with prior approval from GE Repair
Engineering.
NOTE: Thermal Etching per SP-44-1001, Furnace Heat Treatment (Material GTD-111), or
Solution Heat Treat per SP-44-1001 can be used as a substitute for Chemical Etching per
SP-24-1001, Pre-FPI and Post Strip Grain Etch.
NOTE: Take photographs and record on inspection forms any part exhibiting unusual wear,
damage, or any visual condition that falls outside the workscope of this document. Submit
to Repair Engineering for review.
NOTE: Calibration of the devices used in the inspection measurements should be conducted on a
schedule and frequency recommended by the manufacturer. Gauge R & R should be
conducted as necessary to check the repeatability of the instrument.
Definitions:
• Serviceable Limit is the least or maximum acceptable condition of specific areas on the
component. These limits allow the component to be used without repair.
• Not Serviceable is any condition that does not meet the Serviceable Limit. This condition
does not allow the component to be used as is. The component will either require repair or
must be retired from service.
• Repairable Limit is the amount of the existing condition/distress that can be repaired.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 15 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
• Not Repairable is a condition for which the component cannot be repaired and must be
replaced.
• Linear Indication is classified as an indication having a length equal to or greater
than 3 times width.
• Refer to SP-32-1012, Inspection Terms and Definitions, for a comprehensive list of
definitions.
6.1. Incoming Receiving
6.1.1. Verify the bucket part number and serial number. See Figure 4 for typical location of
identification codes.
6.1.1.1. Based on the casting part number, determine the bucket material as
defined in Table 1 or by the engineering drawing. If two or more part
numbers are detected, contact the GE Repair Engineer for disposition. If a
superseded part number is detected contact the GE Repair Engineer for
disposition.
6.1.1.2. Record running hours, number of start/stop cycles and trips, running hours
from latest refurbishments on the Inspection Report Document.
6.1.1.3. Based on the bucket finish part number, determine the airfoil coating
required by the engineering drawing. Some older bucket configurations did
not require airfoil coating.
NOTE: Dependent on repair history, alternate coatings may have been
applied to the buckets. Therefore, some buckets may have
coatings that are not consistent with the engineering drawing
requirements.
6.1.1.4. Verify the customer provided information regarding the coating type. If
customer cannot verify existing coating, it is permissible to identify coating
through surface analysis or metallurgical evaluation.
6.1.2. Verify that all information is the same for all buckets in the set while recording serial
numbers. Note any differences.
6.1.3. Inspect bucket for previous repair markings per SP-16-1001, Repair Part Marking
Standardization.
6.1.4. If the serial number is scratched or lost, assign a new one per local shop register and
vibropeen on bucket per SP-16-1001.
6.1.5. Vibropeen the buckets with the service center job number per SP-16-1001.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 16 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.2. Metallurgical Evaluation & Mechanical Testing
NOTE: Destructive testing of one bucket per set is required unless otherwise specified by Oil
& Gas Engineering. For authorization to omit destructive testing, submit non-conformance
request to Repair Engineering.
NOTE: Do not continue processing bucket set until results of destructive testing are verified.
6.2.1. Identify one bucket from the set for destructive testing. The bucket must be
representative of the general condition of the set. No cleaning or non-destructive
testing shall be performed on the selected bucket prior to destructive analysis.
6.2.2. Submit selected bucket to laboratory approved by Oil & Gas Materials and Process
Engineering for metallographic examination and mechanical testing. Laboratory shall
perform Residual Life Analysis (RLA) on bucket per SIF-13 for MS5001 Stage 1
Bucket. RLA shall give disposition based on Base Material and Internal and
External Coating Condition. Submit results of analysis to Repair Shop and
O&G Repair Eng. Team.
6.2.3. If results of destructive analysis conclude that bucket set should be retired from
service, do not continue processing. Submit non-conformance to Repair Engineering
for disposition.
6.2.4. If results of coating inspection conclude that severe oxidation damage
occurred, it’s not possible to avoid Internal Aluminide Stripping and
Recoating.
6.2.5. If results of destructive analysis verify serviceable condition of bucket set, continue
cleaning and inspection process.
6.3. Cleaning
NOTE: Grit blasting should not be used as the method to remove oil and grease from the
buckets. Steam cleaning should be performed prior to grit blasting.
6.3.1. Steam clean per SP-21-1002, Steam Cleaning to remove oil and grease.
6.3.2. To remove adhered dirt or debris, clean buckets using Method No. 1A per SP-21-
1003, Dry Abrasive Grit Blast Cleaning, using 220 mesh or 325 mesh aluminum
oxide grit.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 17 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.4. Visual Inspection - General
6.4.1. Visually inspect buckets for any obvious non-repairable damage including foreign
object damage (FOD), missing material, excessive erosion or oxidation, etc.
6.4.2. If coating removal is not required, inspect coating for obvious non-repairable
damage. Refer to Table 3 for visual acceptance limits for coating.
Table 3: MS5001 Stage 1 Bucket Coating Visual Acceptance Limits
Airfoil
Inspection Serviceable Limit Repairable Limit Repair Method
1. Coating Not Serviceable Any Amount Strip Coating per
(Flaking, Spalling, RD-51-B1-1001
Missing, Cracked,
Excessive
Oxidation or
Erosion)
6.5. Dimensional Inspection
NOTE: Select from the set a sample of #10 buckets representative of the worst condition at
visual. Perform dimensional inspection on those #10 buckets.
6.5.1. Measure bucket height, Dimension Z, as shown in Figure 5 using two 0.21875 in.
(5.556 mm) diameter gauge pins. The bottom tangent line of the gauge pin
establishes Datum -U-. Refer to Table 4 and Figure 5 for serviceable and
repairable limits.
6.5.2. Inspect dovetail by measuring Dimension ZA using two 0.21875 in (5.556mm)
diameter gauge pins as shown in Figure 5. Refer to Table 4 and Figure 5 for
serviceable and repairable limits.
Record measurements on the inspection Report document; if results of this check
show one bucket dovetail out of serviceable limits in Table 4, the check must be
performed on the whole set.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 18 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 4: MS5001 Stage 1 Bucket Dimensional Limits (See Figure 5)
Dovetail Width & Tip Height
Inspection Serviceable Limit Repairable Limit Repair Method
1.000 in – 1.006 in.
1. Dim. ZA Not Repairable Not Repairable
(25.40 – 25.56 mm)
a) Buckets not back to the Any Amount in Area A RD-51-B1-1001
original customer or
unsure:
2. Dim. Z 5.640 - 5.651 in.
(P/N 948e0707
(143.26 - 143.53 mm)
P024 thru P032
Only) b) Buckets back to
original unit:
5.631 - 5.651in
(143.00 - 143.53 mm)
a) Buckets not back to the Any Amount in Area A RD-51-B1-1001
original customer or
unsure:
5.650– 5.661 in.
3. Dim Z
(All Other P/Ns) (143.53– 143.79 mm)
b) Buckets back to
original unit : 5.641 -
5.661
(143.28 - 143.79 mm)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 19 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
VIEW A
NOTE: POINT P IS THE STACKING AXIS AT THE
BUCKET TIP PRESSURE SIDE.
POINT P -T- POINT P
TIP HEIGHT
DIM. Z
FROM POINT P TO
-U-
PRESSURE
SIDE
-U-
0.21875 IN. (5.556mm)
DIA. GAUGE PIN (2 PLACES) DIM ZA
Figure 5: MS5001 Stage 1 Bucket Dimensional Inspection
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 20 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.6. Coating Removal
CAUTION: STRIP ONLY THE COATED AREAS OF THE BUCKET. PROTECT THE
DOVETAIL AND SHANK AREA FROM DAMAMGE DURING COATING
REMOVAL.
6.6.1. Bucket Set requires External Coating Stripping (as summarized in Table A and Table
B)
6.6.2. Do not strip internal aluminide coatings unless required by RLA Disposition or
customer request (as summarized in Table A and Table B)
Hollow
Fr51PA Mandatory RLA
Version
Stripping
Bucket Re-Coat Stripping Int Re-Coat Int
Ext
Material Ext GT33 Coating NiAl
Coating
Mandatory if
Udimet 700 yes Yes on condition
Stripped
Mandatory if
Udimet 500 yes Yes on condition
Stripped
Mandatory if
Inconel 738 yes Yes on condition
Stripped
Mandatory if
GTD111CC yes Yes on condition
Stripped
Table A Summary of Strip and Re-Coat Procedure
Solid
Fr51PA Mandatory RLA
Version
Stripping
Bucket Re-Coat Stripping Int Re-Coat Int
Ext
Material Ext GT33 Coating NiAl
Coating
Not
GTD111CC yes Yes on condition
Mandatory
Table B Summary of Strip and Re-Coat Procedure
6.6.3. Suitably mask all non-coated surfaces and coated internal cavities to protect from
stripping process.
6.6.4. Remove coating per SP-23-1002, Advanced Coating Removal (ACR) Repair, or SP-
23-1001, General Stripping Process for Coatings.
6.6.5. Heat tint inspect buckets per SP-32-1004, Heat Tint Inspection, to verify complete
coating removal.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 21 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.7. Fluorescent Penetrant Inspection (FPI)
NOTE: Perform FPI on all uncoated portions of the bucket. If bucket did not require coating
removal, do not FPI coated surfaces.
6.7.1. Prior to FPI, verify bucket is free from dirt, grease, or other debris.
6.7.2. If any operations have been performed subsequent to chemical stripping of coating
or surface of bucket is not in grain etch condition, chemical etch bucket per SP-24-
1001, Pre-FPI and Post Strip Grain Etch, or Thermal etch at 2050°F (1120°C) for 1
hour per SP-44-1001, Furnace Heat Treatment, or Solution Heat Treat per SP-44-
1001, Furnace Heat Treatment.
6.7.3. Perform FPI per P3A-AG4, Fluorescent Penetrant Inspection.
6.7.3.1. For hollow design buckets, refer to Figure 6 for inspection zones and Table
5 for serviceable and repairable limits.
6.7.3.2. For solid design buckets, refer to Figure 8 for inspection zones and Table 6
for serviceable and repairable limits.
6.7.4. Mark rejectable indications using Lead Free Permanent Marker per P23A-AG2.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 22 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Figure 6. Hollow Bucket Design - Zoning for Fluorescent Penetrant Inspection
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 23 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5A: Hollow Bucket Design Serviceable & Repairable Inspection Limits
(See Figure 6)
Bucket Tip
Inspection Serviceable Limit Repairable Limit Repair Method
1. Tip – Area A Up to four (4) radial Any amount in RD-51-B1-1001
(Linear Indications) indications less than 0.030 Area A.
in. (0.75 mm) in length.
Repair required for all non-
radial linear indications.
2. Area A (Tip) Any amount less than Any amount RD-51-B1-1001
(Non-Linear 0.030 in. (0.75 mm) in
Indications, Pits, diameter and maximum
Pores, Voids, depth of 0.010” (0.254
Dents, Missing mm). Separation between
Metal) pores a minimum of three
times the smaller
indication.
3. Area A (Tip) Not serviceable Any amount RD-51-B1-1001
(Deposits / High
.
Metal)
4. Area A (Tip) Not serviceable Any amount that RD-51-B1-1001
(Oxidation / does not require
Corrosion) blending depth
below minimum
wall thickness
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 24 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5B: Hollow Bucket Design Serviceable & Repairable Inspection Limits
(See Figure 6)
Airfoil – Hollow Bucket Design
Inspection Serviceable Limit Repairable Limit Repair Method
1. Airfoil – Area Z Not serviceable Any amount that does not RD-51-B1-1001
(Linear Indications require blending depth
or Craze Cracks) below minimum wall
thickness.
See Figure 7 for minimum
wall thickness
requirements.
2. Airfoil – Area Z Any amount less than 0.030 Any amount that does not RD-51-B1-1001
(Non-Linear - Pits, in. (0.75 mm) in diameter require blending below
Pores, Voids, and maximum depth of minimum wall thickness.
Dents, Missing 0.010” (0.25mm).
See Figure 7 for minimum
Material) Separation between pores a
wall thickness
minimum of three times the
requirements.
smaller indication.
3. Airfoil – Area Z Not serviceable Any amount that does not RD-51-B1-1001
(Oxidation or require blending below
Corrosion) minimum wall thickness.
See Figure 7 for minimum
wall thickness
requirements.
4. Airfoil – Area Z Not serviceable on external Any amount RD-51-B1-1001
(Deposits / High airfoil surface.
Metal)
5. Airfoil – Area B Not serviceable Any amount less than RD-51-B1-1001
(Linear Indications 0.010 in (0.25 mm) max
or Craze Cracks) blending depth.
6. Airfoil – Area B Any amount up to 0.030 in. Any amount less than RD-51-B1-1001
(Non-Linear - Pits, (0.75mm) in diameter and 0.010 in. (0.25 mm) max
Pores, Voids, 0.01 in. (0.25 mm) in depth. blending depth
Dents, Missing Separation between
Material) indications a minimum of
three times the smaller
indication.
7. Airfoil – Area B Not serviceable. Any amount less than RD-51-B1-1001
(Oxidation or 0.010 in. (0.25 mm)
Corrosion) maximum blending depth.
8. Airfoil – Area B Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 25 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5B: Hollow Bucket Design Serviceable & Repairable Inspection Limits (continued)
(See Figure 6)
Inspection Serviceable Limit Repairable Limit Repair Method
9. Airfoil – Area X Note serviceable Maximum of three RD-51-B1-1001
(Linear Indications indications on LE and TE
or Craze Cracks) radii up to 0.020 in. (0.5
mm) in length and 0.010 in.
(0.25 mm) maximum
blending depth. Separation
between indications a
minimum of three times the
smaller indication.
10. Airfoil – Area X Any amount up to 0.010 Maximum of three RD-51-B1-1001
(Non-Linear - Pits, in. (0.25 mm) in diameter indications on LE and TE
Pores, Voids, and 0.010 in. (0.25 mm) in radii up to 0.020 in. (0.5
Dents, Missing depth. Separation mm) in diameter and 0.010
Material) between indications a in. (0.25 mm) maximum
minimum of three times blending depth. Separation
the smaller indication. between indications a
minimum of three times the
smaller indication.
11. Airfoil – Area X Not serviceable Any amount less than 0.005 RD-51-B1-1001
(Oxidation or in. (0.13 mm) maximum
Corrosion) blending depth.
.
12. Airfoil – Area X Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
13. Airfoil – Area Y Not serviceable Any amount less than 0.005 RD-51-B1-1001
(Linear Indications in (0.13 mm) max blending
or Craze Cracks) depth.
14. Airfoil – Area Y Any amount up to 0.010 Any amount less than 0.005 RD-51-B1-1001
(Non-Linear - Pits, in. (0.25 mm) in diameter in. (0.13 mm) max blending
Pores, Voids, and 0.005 in. (0.13mm) in depth.
Dents, Missing depth. Separation
Material) between indications a
minimum of three times
the smaller indication.
15. Airfoil – Area Y Not serviceable Any amount less than 0.005 RD-51-B1-1001
(Oxidation or in. (0.11 mm) maximum
Corrosion) blending depth.
16. Airfoil – Area Y Not serviceable Any amount RD-51-B1-1001
(Positive Metal)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 26 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5C: Hollow Bucket Design Serviceable & Repairable Inspection Limits
(See Figure 6)
Platform and Shank
NOTE: Area S excludes top of platform.
Inspection Serviceable Limit Repairable Limit Repair Method
1. Shank – Area S Not serviceable. Maximum of three indications RD-51-B1-1001
(Linear Indications per side less than 0.040 in.
or Craze Cracks) (1.00 mm) in length and 0.030
in. (0.75 mm) in depth.
Separation between indications
must be three times the smaller
indication.
2. Shank – Area S Any amount less than 0.030 Maximum of three indications RD-51-B1-1001
(Non-Linear - Pits, in. (0.75 mm) in diameter per side less than 0.040 in
Pores, Voids, and maximum depth of (1.00 mm) in diameter and
Missing Material, 0.020 in. ( 0.51 mm). 0.030 in ( 0.75mm) max blend
Oxidation, Separation between pores a depth. Separation between
Corrosion) minimum of three times the indications must be three times
smaller indication. the smaller indication.
3. Shank – Area S Not serviceable Any amount. RD-51-B1-1001
(Deposits / High
Metal)
4. Top of Platform Not serviceable Maximum of three indications RD-51-B1-1001
(Linear Indications on platform less than 0.060 in.
.
or Craze Cracks) (1.5 mm) in length and 0.020
in. (0.51 mm) in depth.
Separation between indications
must be three times the smaller
indication.
5. Top of Platform Not serviceable Maximum of three indications RD-51-B1-1001
(Non-Linear - Pits, on platform less than 0.060 in.
Pores, Voids, (1.5 mm) in diameter and 0.020
Missing Material, in. (0.51 mm) in depth.
Oxidation, Separation between indications
Corrosion) must be three times the smaller
indication.
6. Top of Platform Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 27 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5D: Hollow Bucket Design Serviceable & Repairable Limits
(See Figure 6)
Dovetail
Inspection Serviceable Limit Repairable Limit Repair Method
1. Pressure Surfaces – Area D1 Not serviceable Not Repairable Not Repairable
(Linear Indications)
2. Pressure Surfaces – Area D1 Not serviceable Not Repairable Not Repairable
(Non-Linear - Pits, Pores,
Voids, Dents, Missing /
Broken Metal)
3. Pressure Surfaces – Area D1 Not serviceable Any amount that can be RD-51-B1-1001
(Deposits / High Metal) removed with a wire brush or
Scotch-Brite polish.
4. Pressure Surfaces – Area D1 Not serviceable Not Repairable Not Repairable
(Wear)
5. Pressure Surfaces – Area D1 Not serviceable Not Repairable RD-51-B1-1001
(Oxidation / Corrosion)
6. Non-Pressure Surfaces – Not serviceable. Not Repairable RD-51-B1-1001
Area D2 (Linear
Indications)
7. Non-Pressure Surfaces – Up to three Not Repairable RD-51-B1-1001
Area D2 (Non- indications with 0.020
Linear - Pits, Pores, Voids, in. (0.50 mm) in
Dents, Missing / Broken diameter and 0.005
Metal) in. ( 0.127mm) in
depth. Separation
between indications a
minimum of three
times the smaller
indication.
8. Non-Pressure Surfaces – Not serviceable Any amount that can be RD-51-B1-1001
Area D2 (Deposits / High removed with a wire brush or
Metal) Scotch-Brite polish.
9. Root Bottom & Side Faces Not serviceable Not Repairable RD-51-B1-1001
(Linear Indications)
10. Root Bottom & Side Faces Up to six indications Not Repairable RD-51-B1-1001
(Non-Linear - Pits, Pores, with 0.020 in. ( 0.51
Voids, Dents, Missing / mm) in diameter and
Broken Metal) 0.005 in. (0.127mm)
in depth. Separation
between indications a
minimum of three
times the smaller
indication.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 28 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 5D: Hollow Bucket Design Serviceable & Repairable Limits (continued)
(See Figure 6)
Dovetail
Inspection Serviceable Limit Repairable Limit Repair Method
11. Root Bottom & Side Not serviceable Any amount that can be RD-51-B1-1001
Faces removed with a wire brush or
(Deposits / High Scotch-Brite polish.
Metal)
12. Root Bottom & Side Not serviceable Any amount that can be RD-51-B1-1001
Faces (Oxidation removed with a wire brush or
/ Corrosion) Scotch-Brite polish.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 29 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Figure 8. Solid Bucket Design – Zoning for Fluorescent Penetrant Inspection
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 30 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6: Solid Bucket Design - Serviceability Inspection Limits
(See Figure 8)
Tip – Solid Bucket Design
Inspection Serviceable Limit Repairable Limit Repair Method
1. Area A Up to four (4) radial indications Any amount in Area A. RD-51-B1-1001
(Linear Indications) less than 0.030in. ( 0.75 mm)
in length.
Repair required for all non-
radial linear indications.
2. Area A Any amount less than 0.030 Any amount RD-51-B1-1001
(Non-Linear in. (0.75 mm) in diameter and
Indications, Pits, maximum depth of 0.010”
Pores, Voids, Dents, (0.25 mm). Separation
Missing Metal) between pores a minimum of
three times the smaller
indication.
3. Area A Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
4. Area A (Oxidation / Not serviceable Any amount that does RD-51-B1-1001
Corrosion) not require blending
depth below minimum
wall thickness
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 31 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6B: Solid Bucket Design - Serviceability Inspection Limits
(See Figure 8)
Airfoil
Inspection Serviceable Limit Repairable Limit Repair Method
1. Airfoil – Area Z Not serviceable Any amount less than 0.010 in. RD-51-B1-1001
(Linear (0.25 mm) max blending
Indications or depth.
Craze Cracks)
2. Airfoil – Area Z Any amount less than Any amount less than 0.010 in. RD-51-B1-1001
(Non-Linear - Pits, 0.030 in. (0.75 mm) in (0.25 mm) max blending
Pores, Voids, diameter and maximum depth.
Dents, Missing depth of 0.010” (0.25mm).
Material) Separation between
pores a minimum of three
times the smaller
indication.
3. Airfoil – Area Z Not serviceable. Any amount less than 0.010 in. RD-51-B1-1001
(Oxidation or (0.25 mm) maximum blending
Corrosion) depth.
4. Airfoil – Area Z Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
5. Airfoil – Area X Not serviceable Maximum of three indications RD-51-B1-1001
(Linear on LE and TE radii up to 0.020
Indications or in. (0.50 mm) in length and
Craze Cracks) 0.010 in. (0.25 mm) maximum
blending depth. Separation
between indications a
minimum of three times the
smaller indication
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 32 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6B: Solid Bucket Design – Serviceable & Repairable Limits (continued)
(See Figure 8)
Inspection Serviceable Limit Repairable Limit Repair Method
6. Airfoil – Area X Any amount up to 0.010 Maximum of three indications RD-51-B1-1001
(Non-Linear - Pits, in. (0.25 mm) in diameter on LE and TE radii up to
Pores, Voids, and 0.010 in. (0.25 mm) 0.020 in. (0.5 mm) in diameter
Dents, Missing in depth. Separation and 0.010 in. (0.25 mm)
Material) between indications a maximum blending depth.
minimum of three times Separation between
the smaller indication. indications a minimum of
three times the smaller
indication.
7. Airfoil – Area X Not serviceable Any amount less than 0.005 RD-51-B1-1001
(Oxidation or in. (0.13 mm) maximum
Corrosion) blending depth.
8. Airfoil – Area X Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal )
9. Airfoil – Area Y Not serviceable Any amount less than 0.005 RD-51-B1-1001
(Linear in. (0.13mm) max blending
Indications or depth.
Craze Cracks)
10. Airfoil – Area Y Any amount up to 0.010 Any amount less than 0.005 RD-51-B1-1001
(Non-Linear - Pits, in. (0.25 mm) in diameter in. (0.13mm) max blending
Pores, Voids, and 0.005 in. (0.13 mm) depth.
Dents, Missing in depth. Separation
Material) between indications a
minimum of three times
the smaller indication.
11. Airfoil – Area Y Not serviceable. Any amount less than 0.005 RD-51-B1-1001
(Oxidation or in. (0.11 mm) max blending
Corrosion) depth.
12. Airfoil – Area Y Not serviceable Any amount RD-51-B1-1001
(Deposits/ High
Metal)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 33 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6C: Solid Bucket Design – Serviceable & Repairable Limits
(See Figure 8)
Platform and Shank
NOTE: Area S excludes top of platform.
Inspection Serviceable Limit Repairable Limit Repair Method
1. Shank – Area S Not serviceable Maximum of three RD-51-B1-1001
(Linear Indications indications per side less
or Craze Cracks) than 0.040 in. (1.00 mm) in
length and 0.030 in. (0.75
mm) in depth. Separation
between indications must
be three times the smaller
indication.
2. Shank – Area S Any amount less than 0.030 in. Maximum of three RD-51-B1-1001
(Non-Linear - Pits, (0.75 mm) in diameter and indications per side less
Pores, Voids, maximum depth of 0.02 in. than 0.040 in (1.00 mm) in
Missing Material, (0.51 mm). Separation between diameter and 0.030 in (0.75
Oxidation, pores a minimum of three times mm) max blend depth.
Corrosion) the smaller indication. Separation between
indications must be three
times the smaller indication.
3. Shank – Area S Not serviceable Any amount. RD-51-B1-1001
(Deposits / High
Metal)
4. Top of Platform Not serviceable Maximum of three RD-51-B1-1001
(Linear Indications indications on platform less
or Craze Cracks) than 0.060 in. (1.5 mm) in
length and 0.020 in. (0.51
mm) in depth. Separation
between indications must
be three times the smaller
indication.
5. Top of Platform Not serviceable Maximum of three RD-51-B1-1001
(Non-Linear - Pits, indications per side less
Pores, Voids, than 0.060 in. (1.5 mm) in
Missing Material, diameter and 0.020 in.
Oxidation, (0.51 mm) in depth.
Corrosion) Separation between
indications must be three
times the smaller indication.
6. Top of Platform Not serviceable Any amount RD-51-B1-1001
(Deposits / High
Metal)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 34 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6D: Solid Bucket Design – Serviceable & Repairable Limits
(See Figure 8)
Dovetail
Inspection Serviceable Limit Repairable Limit Repair Method
1. Pressure Surfaces – Not serviceable Not Repairable Not Repairable
Area D1
(Linear Indications)
2. Pressure Surfaces – Not serviceable Not Repairable Not Repairable
Area D1
(Non-Linear - Pits,
Pores, Voids, Dents,
Missing / Broken
Metal)
3. Pressure Surfaces – Not serviceable Any amount that can be RD-51-B1-1001
Area D1 (Deposits / removed with a wire brush or
High Metal) Scotch-Brite polish.
4. Pressure Surfaces – Not serviceable Not Repairable Not Repairable
Area D1 (Wear)
5. Pressure Surfaces – Not serviceable Not Repairable RD-51-B1-1001
Area D1
(Oxidation /
Corrosion)
6. Non-Pressure Not serviceable Not Repairable RD-51-B1-1001
Surfaces – Area D2
(Linear Indications)
7. Non-Pressure up to three indications Not Repairable RD-51-B1-1001
Surfaces – Area D2 with 0.020 in. (0.51 mm)
(Non-Linear - Pits, in diameter and 0.005 in.
Pores, Voids, Dents, ( 0.127 mm) in depth.
Missing / Broken Separation between
Metal) indications a minimum of
three times the smaller
indication.
8. Non-Pressure Not Serviceable Any amount that can be RD-51-B1-1001
Surfaces – Area D2 removed with a wire brush or
(Deposits / High Scotch-Brite polish.
Metal)
9. Root Bottom & Side Not serviceable Not Repairable RD-51-B1-1001
Faces (Linear
.
Indications)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 35 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Table 6D: Solid Bucket Design – Serviceable & Repairable Limits (continued)
(See Figure 8)
Inspection Serviceable Limit Repairable Limit Repair Method
10. Root Bottom & Side Up to six indications with Not Repairable RD-51-B1-1001
Faces 0.020 in. (0.51 mm) in
(Non-Linear - Pits, diameter and 0.005 in.
Pores, Voids, Dents, (0.127 mm) maximum
Missing / Broken depth. Separation
Metal) between indications a
minimum of three times
the smaller indication.
11. Root Bottom & Side Not serviceable Any amount that can be RD-51-B1-1001
Faces removed with a wire brush or
(Deposits / High Scotch-Brite polish.
Metal)
12. Root Bottom & Side Not Serviceable. Any amount that can be RD-51-B1-1001
Faces (Oxidation / removed with a wire brush or
Corrosion) Scotch-Brite polish.
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 36 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.8. Bucket airfoil wall Thickness Measurement
6.8.1. After Stripping, for Solid Bucket Configuration, it is necessary to measure wall
thickness by Ultrasonic Inspection per SP-32-1001, CMM or caliper where possible.
Measure diameter V and distance W for section D-D, H-H and L-L. Refer to Figure 9
and Table 7 for Acceptance Criteria. Measure Wall Thickness of Section N-N/M-M of
Squealer Tip referring to Figure 10 with indicated related acceptance criteria.
Record measured values on the Inspection Report Document.
6.8.1.1. In case of Internal NiAl Stripping without reapplication of the Internal
Aluminizing, Measure airfoil wall thickness on 100% of the buckets set
6.8.1.2. In case of Internal NiAl Stripping with reapplication of the Internal Aluminizing:
Measure airfoil wall thickness of 10 buckets of the set.
Figure 9. Solid Bucket Configuration: Wall Thickness Measurement Section
Table 9. Solid Bucket Configuration: Wall Thickness Acceptance Criteria
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 37 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
Figure 10. Solid Bucket Configuration:
Squealer Tip Wall Thickness Measurement (Section B-10 (B-6) of SM 48241)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 38 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
6.8.2. After Stripping, for Hollow Bucket Configuration, it is necessary to measure wall
thickness by Ultrasonic Inspection per SP-32-1001 or CMM. Measure DIM. XF and
DIM. XG for section K-K, H-H, and G-G. Refer to Figure 10 with Table for Acceptance
Criteria. Use Table in Figure 11 and casting drawings in Table 1 for location
where to perform measurements. Record measured values on the Inspection Report
Document.
6.8.2.1. In case of Internal NiAl Stripping without reapplication of the Internal
Aluminizing, Measure airfoil wall thickness on 100% of the buckets set
6.8.2.2. In case of Internal NiAl Stripping with reapplication of the Internal Aluminizing:
Measure airfoil wall thickness of 10 buckets of the set.
SECTION AIRFOIL DIM. XF DIM. XG
EDGE to LIMITS LIMITS
DIM. XF SHANK
K–K 0.846 0.045 – 0.065 0.045 – 0.065
(21.49mm) (1.14 - 1.65mm) (1.14 - 1.65mm)
J–J 0.829 0.045 – 0.065 0.045 – 0.065
(21.06mm) (1.14 - 1.65mm) (1.14 - 1.65mm)
H–H 0.725 0.065 – 0.085 0.065 – 0.085
(18.42mm) (1.65 - 2.16mm) (1.65 - 2.16mm)
DIM. XG H1 – H1 N/A 0.093 – 0.113 0.093 – 0.113
(2.36 - 2.87mm) (2.36 - 2.87mm)
G–G 0.574 0.165 – 0.185 0.165 – 0.185
(14.58mm) (4.19 - 4.70mm) (4.19 - 4.70mm)
G1 – G1 N/A 0.230 – 0.250 0.200 – 0.250
(5.84 - 6.35mm) (5.08 - 6.35mm)
Airfoil Edge to
Shank at Section Line
K K
J J
H H
H1 H1
G G
G1 G1
2.400 in.
(60.96 mm)
1.778 in.
(45.16 mm)
Figure 11. MS5001 Stage 1 Bucket Airfoil Wall Thickness Limits (Hollow Design)
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 39 of 40
Repair Engineering Instruction IC-51-B1-1001 Rev. D
NOTE: Use the latest revision of referenced documents.
7.1. Appendix A - Reference Documents
Document Title
1. B50A467A Nickel-Base Alloy - U-500 - Investment Castings
2. B50A524B Nickel-Base Alloy - U-700 - Investment Castings
3. B50A563 Nickel-Base Alloy - IN-738 - Investment Castings
4. B50A719 Nickel-Base Alloy - GTD-111 - Investment Castings
5. P3A-AG4 Fluorescent Penetrant Testing
6. P23A-AG2 Identification - Turbine / Generator Parts and Materials
7. SP-16-1001 Repair Part Marking Standardization
Repair Source Substantiation, Qualification, and Quality System
8. SP-16-1002
Requirements
9. SP-21-1002 Steam Cleaning
10. SP-21-1003 Dry Abrasive Grit Blast Cleaning
11. SP-23-1002 Advanced Coating Removal (ACR) Repair
12. SP-24-1001 Pre-FPI and Post Strip Grain Etch
13. SP-32-1001 Ultrasonic Inspection - Thickness
14. SP-32-1004 Heat Tint Inspection
15. SP-32-1012 Inspection Terms and Definitions
16. SP-44-1001 Furnace Heat Treatment
17. SIF-13 MS5001 Stage 1 Bucket Residual Life Analysis
7.2. Appendix B - Component Repair Engineering Instructions
Document Title
1. RD-51-B1-1001 MS5001 Stage 1 Bucket - Full Repair
2. RSS-5M-B1-1001 MS5001 Stage 1 Bucket - Repair Source Substantiation
3. RSS-M-SP-1002 Coating Removal Repair Requirements
GE PROPRIETARY INFORMATION ALL PRINTED COPIES ARE UNCONTROLLED Sheet 40 of 40
You might also like
- GE GAS TURBIN Erection ManualDocument156 pagesGE GAS TURBIN Erection Manualbkm dizayn100% (1)
- 3000 Titanium CRSLockring ABS 0920 2004-09 4Document8 pages3000 Titanium CRSLockring ABS 0920 2004-09 4Konelek AeroNo ratings yet
- GE Gas Power P28A-AL-0001: Ge Class Ii (Internal Non-Critical)Document6 pagesGE Gas Power P28A-AL-0001: Ge Class Ii (Internal Non-Critical)Massimo100% (1)
- Parts 328 - WWW - Powerplant.partsDocument31 pagesParts 328 - WWW - Powerplant.partsQuinhan LtdNo ratings yet
- CT Inspection IntervalsDocument19 pagesCT Inspection IntervalsSantiago75% (4)
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDocument4 pagesList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNo ratings yet
- Datasheet Industrial 501 Kb7sDocument2 pagesDatasheet Industrial 501 Kb7sNebojsa100% (1)
- Aerospace Structural Metals HandbookDocument91 pagesAerospace Structural Metals Handbookcharles_boyle_3100% (1)
- A991 - A991M-10 (2015) Standard Test Method For Conducting Temperature Uniformity Surveys of Furnaces Used To Heat Treat Steel ProductsDocument4 pagesA991 - A991M-10 (2015) Standard Test Method For Conducting Temperature Uniformity Surveys of Furnaces Used To Heat Treat Steel Productstjt4779100% (1)
- Production Engineering: (Third Edition)Document20 pagesProduction Engineering: (Third Edition)Rishabh Gehlot0% (1)
- Inspection Check Document IC-52-B2-1001 Rev: ADocument24 pagesInspection Check Document IC-52-B2-1001 Rev: ACiro MontielNo ratings yet
- Repair Document RD-51-B1-1001 Rev: BDocument13 pagesRepair Document RD-51-B1-1001 Rev: BCiro MontielNo ratings yet
- NIC - 07-37 - Rev-01 Technical Updates Web Portal GEDocument47 pagesNIC - 07-37 - Rev-01 Technical Updates Web Portal GEManuel L LombarderoNo ratings yet
- Shroud Blocks For GE Gas TurbinesDocument2 pagesShroud Blocks For GE Gas Turbineshernang100% (3)
- المواد المرمزة والمطلوبة ترميزها بملف واحدDocument247 pagesالمواد المرمزة والمطلوبة ترميزها بملف واحدMahdi HassanNo ratings yet
- Asia Ha Class Update March 2014Document37 pagesAsia Ha Class Update March 2014Thanaraj SanmughamNo ratings yet
- 10.1115 1.3240303Document6 pages10.1115 1.3240303ali a100% (1)
- Technical Specifications, Fuel Nozzle GR 127 PDFDocument8 pagesTechnical Specifications, Fuel Nozzle GR 127 PDFMadhan KumarNo ratings yet
- APA DOC No. 2014 PDFDocument67 pagesAPA DOC No. 2014 PDFThanapaet Rittirut100% (1)
- SB LM2500 Ind 312 R1Document7 pagesSB LM2500 Ind 312 R1Daniil SerovNo ratings yet
- SBLM2500 Ind 217Document5 pagesSBLM2500 Ind 217Daniil SerovNo ratings yet
- VBR Strategic Spare Parts Planning-2Document18 pagesVBR Strategic Spare Parts Planning-2jampukNo ratings yet
- Equipment Definition: Component LiteratureDocument5 pagesEquipment Definition: Component LiteratureAbbas AkbarNo ratings yet
- LM6000-InD-239 - Improved LPT Coupling NutDocument9 pagesLM6000-InD-239 - Improved LPT Coupling NutIqbal UsmaniNo ratings yet
- Abb 13e2 GT24 1997Document11 pagesAbb 13e2 GT24 1997atfrost4638No ratings yet
- GE Gas Turbine Generator Spare Parts For PG 5341 P, PG 5361 P 1ST STAGE BUCKET KIT 314B 7158 G003Document3 pagesGE Gas Turbine Generator Spare Parts For PG 5341 P, PG 5361 P 1ST STAGE BUCKET KIT 314B 7158 G003ajo zinzo100% (1)
- Technical Procedures: Numerical Listings of Support Equipment and Consumable Materials (Level 1 and 2 Maintenance)Document28 pagesTechnical Procedures: Numerical Listings of Support Equipment and Consumable Materials (Level 1 and 2 Maintenance)exergicNo ratings yet
- PEi 20110301 Mar 2011Document180 pagesPEi 20110301 Mar 2011Iván Camilo DíezNo ratings yet
- T 1918Document4 pagesT 1918esutjiadiNo ratings yet
- Parts ListDocument31 pagesParts ListMohammed ElarbedNo ratings yet
- Spare Part WS2&R2Document24 pagesSpare Part WS2&R2Anonymous Mm6ffYNo ratings yet
- Gek105060 File0060 PDFDocument12 pagesGek105060 File0060 PDFHelton OliveiraNo ratings yet
- 26, Til 1621 Prevention of Water Accumulation Inside The Atomizing Air SystemDocument5 pages26, Til 1621 Prevention of Water Accumulation Inside The Atomizing Air Systemankarao69No ratings yet
- Ge Industrial Aeroderivative Gas TurbinesDocument2 pagesGe Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZ0% (1)
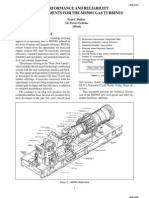
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocument39 pagesPerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNo ratings yet
- Psib 20160225a-R2Document7 pagesPsib 20160225a-R2Léandre Ettekri NdriNo ratings yet
- GEA31503e PGP Product E-Catalog 2015 R10Document47 pagesGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- Psib 20150212Document10 pagesPsib 20150212Léandre Ettekri Ndri100% (1)
- SAC and DLE PDFDocument29 pagesSAC and DLE PDFMehulkumar PatelNo ratings yet
- PEI Gas Stea Turbine Directory 2013Document327 pagesPEI Gas Stea Turbine Directory 2013GodsNo ratings yet
- 9FA Enhancement Brochure - GEA17570Document8 pages9FA Enhancement Brochure - GEA17570Peter_Phee_341No ratings yet
- Fr5002D Turbine CasingDocument13 pagesFr5002D Turbine CasingJJ100% (1)
- Update Material For MI CTG 103 EditDocument48 pagesUpdate Material For MI CTG 103 Editabdi negaraNo ratings yet
- Optional: Service BulletinDocument5 pagesOptional: Service BulletinDaniil SerovNo ratings yet
- T 2055 R 1Document6 pagesT 2055 R 1srinivasNo ratings yet
- Combustion InspectionsDocument81 pagesCombustion InspectionsPhong le100% (1)
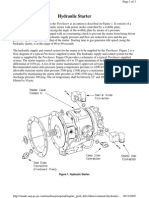
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Spare Parts List For LM Gas Turbines SeriesDocument3 pagesSpare Parts List For LM Gas Turbines SeriesMohamed Bin IerousNo ratings yet
- SBLM2500 IND 153rev4Document10 pagesSBLM2500 IND 153rev4Daniil SerovNo ratings yet
- SBLM2500 IND 174rev1Document7 pagesSBLM2500 IND 174rev1Daniil SerovNo ratings yet
- Til 1886 Inspection of Low Pressure Rotor Wheel Dovetails On Steam Turbines With Fossil Fueled Drum Boilers PDFDocument6 pagesTil 1886 Inspection of Low Pressure Rotor Wheel Dovetails On Steam Turbines With Fossil Fueled Drum Boilers PDFManuel L LombarderoNo ratings yet
- Safety Bulletin: GE Power & Water 6B Endcover Damage PSSB 20140714A - R1 Product ServiceDocument2 pagesSafety Bulletin: GE Power & Water 6B Endcover Damage PSSB 20140714A - R1 Product ServiceLéandre Ettekri Ndri100% (1)
- SGT6-5000F PAC - LowRes PDFDocument18 pagesSGT6-5000F PAC - LowRes PDFmyegnrNo ratings yet
- IGV AssamblyDocument31 pagesIGV AssamblyPhong le100% (2)
- Rotec: Gas Turbine MaintenanceDocument10 pagesRotec: Gas Turbine MaintenanceThanapaet Rittirut100% (1)
- Psib 20160805aDocument3 pagesPsib 20160805acksharma68100% (1)
- Til 1236-R2Document5 pagesTil 1236-R2makarov.olegNo ratings yet
- Psib 20160603aDocument3 pagesPsib 20160603aLéandre Ettekri Ndri100% (2)
- Ecuador GT Thermal Performance Test ReportDocument166 pagesEcuador GT Thermal Performance Test ReportFreddy CiresNo ratings yet
- Technical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Document5 pagesTechnical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Chidiebere Samuel Okogwu100% (1)
- Communications Guide: MultilinDocument58 pagesCommunications Guide: MultilinSergio Mauricio Jofre InzunzaNo ratings yet
- Monta LM25+DLE Retrofit Jul-22-2011 R0Document62 pagesMonta LM25+DLE Retrofit Jul-22-2011 R0Aitor Garcia RoviraNo ratings yet
- EMX - 00 - G - 06a - 001 - EP - 001-A - En-Project Specific Site Erection Inspection and Test Program (ITP) Gas Turbine (GT) and Generator (GTG)Document8 pagesEMX - 00 - G - 06a - 001 - EP - 001-A - En-Project Specific Site Erection Inspection and Test Program (ITP) Gas Turbine (GT) and Generator (GTG)RichardLemusNo ratings yet
- BGR EnergyDocument27 pagesBGR Energytanmaypurohit100% (1)
- Operation & Maintenance ManualDocument210 pagesOperation & Maintenance ManualCiro MontielNo ratings yet
- G420fe LPDocument4 pagesG420fe LPCiro Montiel0% (2)
- Repair Document RD-51-B1-1001 Rev: BDocument13 pagesRepair Document RD-51-B1-1001 Rev: BCiro MontielNo ratings yet
- Inspection Check Document IC-52-B2-1001 Rev: ADocument24 pagesInspection Check Document IC-52-B2-1001 Rev: ACiro MontielNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- Machine Design, Materials and Shop Practice Multiple ChoiceDocument7 pagesMachine Design, Materials and Shop Practice Multiple ChoiceNeil SequioNo ratings yet
- Outokumpu Surface Finishes BrochureDocument11 pagesOutokumpu Surface Finishes Brochuremike hungNo ratings yet
- As 3797.3-1991 Hand Hammers Specific Requirements For Light HammersDocument6 pagesAs 3797.3-1991 Hand Hammers Specific Requirements For Light HammersSAI Global - APACNo ratings yet
- Dgca Question Module 6 and 7Document29 pagesDgca Question Module 6 and 7Kusum chaurasiaNo ratings yet
- DANTE Brochure IndiaDocument4 pagesDANTE Brochure IndiaJanak LalNo ratings yet
- Is 2004 PDFDocument7 pagesIs 2004 PDFAshutosh Pandey100% (1)
- Alloy Steels - Engineering Materials & Metallurgy Questions and Answers - SanfoundryDocument6 pagesAlloy Steels - Engineering Materials & Metallurgy Questions and Answers - SanfoundrySample UseNo ratings yet
- BRIGHT ANNEALING - ModernmetalsindiaDocument1 pageBRIGHT ANNEALING - ModernmetalsindiaAgniva DuttaNo ratings yet
- Zuyev - A Laboratory Manual For Trainees in Heat Treatment - Mir - 1985Document108 pagesZuyev - A Laboratory Manual For Trainees in Heat Treatment - Mir - 1985Balakrishnan RagothamanNo ratings yet
- Btmes304 1Document2 pagesBtmes304 1VinAyNo ratings yet
- Why IR Needs High Strength RailsDocument18 pagesWhy IR Needs High Strength RailsnehaJSPLNo ratings yet
- 19FTM14. 4D High Pressure Gas Quenching - A Leap in Performance vs. Press QuenchingDocument1 page19FTM14. 4D High Pressure Gas Quenching - A Leap in Performance vs. Press QuenchinggioNo ratings yet
- Electrical Conductivity of Activated Carbon-MetalDocument15 pagesElectrical Conductivity of Activated Carbon-MetalMario MandžukićNo ratings yet
- Din 1690Document7 pagesDin 1690saravananNo ratings yet
- NDT For High Temperature Hydrogen Attack (HTHA) - NdeDocument7 pagesNDT For High Temperature Hydrogen Attack (HTHA) - NdeMahbub ShojibNo ratings yet
- B 26 Â " B 26M Â " 03 QJI2L0IYNK0 - PDFDocument14 pagesB 26 Â " B 26M Â " 03 QJI2L0IYNK0 - PDFJavo GuerreroNo ratings yet
- ASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1Document4 pagesASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1David VegaNo ratings yet
- 48CrMoNi4 10Document4 pages48CrMoNi4 10FernandoiNo ratings yet
- Iron-Carbon Phase Diagram PDFDocument21 pagesIron-Carbon Phase Diagram PDFMostafaRock100% (3)
- 117 Section 6 Types of BrassDocument10 pages117 Section 6 Types of Brassrozanedeghat8942No ratings yet
- Ye Tu19 Turning MDocument36 pagesYe Tu19 Turning MferNo ratings yet
- Ballistic Testing of SSAB Ultra-High-Hardness Steel For Armor ApplicationsDocument52 pagesBallistic Testing of SSAB Ultra-High-Hardness Steel For Armor ApplicationsPranpath NarupantawartNo ratings yet
- Aluminum Cast&AlloysDocument3 pagesAluminum Cast&AlloyskkamalakannaNo ratings yet
- Pages From E206-236 - Sprocket - Technical - Section PDFDocument1 pagePages From E206-236 - Sprocket - Technical - Section PDFAnonymous oTrMzaNo ratings yet