Download as pdf or txt
You might also like
- Squeezed by Alissa Quart "Why Our Families Can't Afford America"Document6 pagesSqueezed by Alissa Quart "Why Our Families Can't Afford America"Zahra AfikahNo ratings yet
- EIL Procedure For Technical Audit - 5-1940-8020 Rev. 5Document26 pagesEIL Procedure For Technical Audit - 5-1940-8020 Rev. 5EILA545 QAQCNo ratings yet
- Retaning Wall BOQDocument5 pagesRetaning Wall BOQMuhammadWazimAkram100% (2)
- Wifi Jammer: Winter Semester 2020-21 Analog Circuits Ece 2028Document10 pagesWifi Jammer: Winter Semester 2020-21 Analog Circuits Ece 2028Sathwik YadalamNo ratings yet
- Factory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: DDocument6 pagesFactory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: Dbayu dewantoNo ratings yet
- Fundamentals of Nursing PDFDocument18 pagesFundamentals of Nursing PDFJamaica Manuel Iglesias100% (6)
- Pre-Commissioning & Commissioning For ETPDocument28 pagesPre-Commissioning & Commissioning For ETPprasad reddy100% (2)
- Introduction To Fluorescence Techniques: Fluorophores and Their Amine-Reactive DerivativesDocument8 pagesIntroduction To Fluorescence Techniques: Fluorophores and Their Amine-Reactive DerivativesManoj Kumar ChaurasiaNo ratings yet
- QMIS LBE Rev Mech Final OldDocument683 pagesQMIS LBE Rev Mech Final OldprabakaranNo ratings yet
- Mech QC CV PointsDocument6 pagesMech QC CV PointsFirozeNo ratings yet
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- General Procedure For Steam Blowing of Steam SystemDocument9 pagesGeneral Procedure For Steam Blowing of Steam SystemBalasubramanian CNo ratings yet
- STD-InSP-0004 (Material Identification Proceudre)Document3 pagesSTD-InSP-0004 (Material Identification Proceudre)airbroomNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 Weldm4metzNo ratings yet
- 02 Samss 012 PDFDocument10 pages02 Samss 012 PDFnadeem shaikhNo ratings yet
- SAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpDocument2 pagesSAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpAhdal NoushadNo ratings yet
- Section Subject: Shaybah CPF Expansion ProjectDocument21 pagesSection Subject: Shaybah CPF Expansion ProjectAdhie Waelacxh100% (1)
- MC L 01A Pre Hydrotest LinewalkDocument1 pageMC L 01A Pre Hydrotest LinewalkMemyhu MahmudahNo ratings yet
- Dinesh PCN MultiDocument5 pagesDinesh PCN Multiqatar kingNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- SATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)Document2 pagesSATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)deepa narayanNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationJeck MaquitedNo ratings yet
- 8615 Nozzle Orientation Report 01Document4 pages8615 Nozzle Orientation Report 01Bsc Aditya Singh Dinkar100% (1)
- D46 A SDT RD 105264 - rev01B 2包特殊支架Document43 pagesD46 A SDT RD 105264 - rev01B 2包特殊支架Manoj KumarNo ratings yet
- AB-036386 Hardness Testing For Welding Procedure QualificationDocument1 pageAB-036386 Hardness Testing For Welding Procedure QualificationAmr MahmoudNo ratings yet
- Introduction To API 571Document13 pagesIntroduction To API 571M. Nasikhun Wahidin100% (1)
- Abilene, Inc.: An Introduction To Boiler MaintenanceDocument19 pagesAbilene, Inc.: An Introduction To Boiler MaintenanceSubbarayan SaravanakumarNo ratings yet
- SSPC sp1Document2 pagesSSPC sp1Malik AzeemNo ratings yet
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNo ratings yet
- Assessment To API 579 Part 4: General Metal Loss. Point Thickness ReadingsDocument2 pagesAssessment To API 579 Part 4: General Metal Loss. Point Thickness ReadingsSyafiqah IsmailNo ratings yet
- Alert 01 002Document2 pagesAlert 01 002SUKhanNo ratings yet
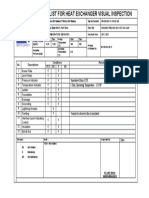
- Checklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSDocument1 pageChecklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSRizqiNo ratings yet
- SAIC-L-2136 Rev 0Document3 pagesSAIC-L-2136 Rev 0philipyapNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Document7 pagesQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozNo ratings yet
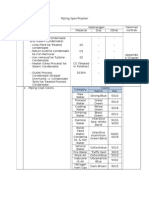
- Piping Spec: CS150 TFS 1021: Engineering StandardDocument4 pagesPiping Spec: CS150 TFS 1021: Engineering Standardbmanojkumar16No ratings yet
- NDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofDocument9 pagesNDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofrony16novNo ratings yet
- API Valve StandardsDocument6 pagesAPI Valve StandardsFernando PadronNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldDocument6 pagesSaudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldManoj KumarNo ratings yet
- Welder's Qualification Test CertificateDocument1 pageWelder's Qualification Test CertificatekannanNo ratings yet
- RTR Piping SecsDocument5 pagesRTR Piping SecsEngFaisal AlraiNo ratings yet
- Piping QC Guide (For Saudi Aramco Project)Document11 pagesPiping QC Guide (For Saudi Aramco Project)Heng100% (1)
- HYDROTEST OF UNDERGROUND PIPING - Rev.2Document11 pagesHYDROTEST OF UNDERGROUND PIPING - Rev.2Florante NoblezNo ratings yet
- Inspection and Test Paln For LSAWDocument4 pagesInspection and Test Paln For LSAWkbpatel123No ratings yet
- 26071-JO-HSE-020 Random Alcohol & Drug Test Form Rev1Document1 page26071-JO-HSE-020 Random Alcohol & Drug Test Form Rev1medicdaeah pkg3100% (1)
- STD-InSP-0007 (Fitting Inspection Report)Document3 pagesSTD-InSP-0007 (Fitting Inspection Report)airbroomNo ratings yet
- NRP QapDocument10 pagesNRP QapKevin Mathew100% (1)
- Saudi Aramco Typical Inspection PlanDocument10 pagesSaudi Aramco Typical Inspection PlanJagdishNo ratings yet
- Weld Mech. QuestionsDocument4 pagesWeld Mech. QuestionservkslmNo ratings yet
- SATIP-N-001-02 Rev. 4Document2 pagesSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- Butterfly Valve Cycle TestDocument4 pagesButterfly Valve Cycle TestParthiban MechanicalNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- RT API 650 12th - 2013Document1 pageRT API 650 12th - 2013Đỗ Thị HuyềnNo ratings yet
- Safeena e Bakhshish PDFDocument154 pagesSafeena e Bakhshish PDFShaikh Sharif100% (1)
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1No ratings yet
- Piping Test Packages Reinstatement StatusDocument6 pagesPiping Test Packages Reinstatement StatusAhmed HassanNo ratings yet
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- ASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Document1 pageASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Mike DukasNo ratings yet
- 208071857-Hydro-Test-Procedures 2Document1 page208071857-Hydro-Test-Procedures 2Sheik Abdullah Bakrudeen100% (1)
- SWI_Procedure_CastDocument10 pagesSWI_Procedure_Casthouk sukNo ratings yet
- Shell & Seat Test PressureDocument2 pagesShell & Seat Test PressureHQ EntertainmentNo ratings yet
- Chapter VIII Valve TestingDocument14 pagesChapter VIII Valve TestingZay H-5No ratings yet
- Pressure Testing Requirements For Valves CBD-P-07 Rev.00Document9 pagesPressure Testing Requirements For Valves CBD-P-07 Rev.00SDP02100% (1)
- CRANE Valve Tetst Procedure-Pressure Test Procedure API598 For Project V7Document7 pagesCRANE Valve Tetst Procedure-Pressure Test Procedure API598 For Project V7lee loqueNo ratings yet
- 00000102Document108 pages00000102Scary CreaturesNo ratings yet
- Ramon Magsaysay Memorial Medical Center, IncDocument4 pagesRamon Magsaysay Memorial Medical Center, IncPATRICIA JEANNE JABIANNo ratings yet
- Piping SpecificationDocument5 pagesPiping SpecificationShandi Hasnul FarizalNo ratings yet
- Ancient Egyptian Agriculture - WikipediaDocument39 pagesAncient Egyptian Agriculture - WikipediaDiawara HawkeyeNo ratings yet
- Mina NEGRA HUANUSHA 2 ParteDocument23 pagesMina NEGRA HUANUSHA 2 ParteRoberto VillegasNo ratings yet
- Grade 12 LM Physical Science 1 Module4Document21 pagesGrade 12 LM Physical Science 1 Module4ladyheart ۦۦNo ratings yet
- Walking AidsDocument2 pagesWalking AidsSofia P. PanlilioNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- Like Water For Chocolate QuestionsDocument2 pagesLike Water For Chocolate Questionslde918No ratings yet
- Cadet College Skardu One Year Model Question PaperDocument5 pagesCadet College Skardu One Year Model Question PaperashrafNo ratings yet
- 2nd Quarter PHILO ReviewerDocument1 page2nd Quarter PHILO ReviewerTrisha Joy Dela Cruz80% (5)
- Fantastic Four Drug For Heart FailureDocument47 pagesFantastic Four Drug For Heart FailurePutro Panji Asmoro BangunNo ratings yet
- OSH SeminarDocument2 pagesOSH SeminarSahar Ulu JeruasNo ratings yet
- GRES Integrated Energy Storage SystemDocument33 pagesGRES Integrated Energy Storage SystemVadim PopovichNo ratings yet
- Lesson 3 Characteristics of Properly Designed PCBDocument11 pagesLesson 3 Characteristics of Properly Designed PCBJosephine QuinnNo ratings yet
- Towncall Rural Bank, Inc.: To Adjust Retirement Fund Based On Retirement Benefit Obligation BalanceDocument1 pageTowncall Rural Bank, Inc.: To Adjust Retirement Fund Based On Retirement Benefit Obligation BalanceJudith CastroNo ratings yet
- Stress and Coping Strategies Among Distance Education Students at The University of Cape Coast, GhanaDocument15 pagesStress and Coping Strategies Among Distance Education Students at The University of Cape Coast, GhanaReign EvansNo ratings yet
- OlanzapineDocument1 pageOlanzapineKallie ChartrandNo ratings yet
- Muscular Triangles of The NeckDocument3 pagesMuscular Triangles of The NeckSam TagardaNo ratings yet
- DR Physique Lean Bulking Series II 2015Document121 pagesDR Physique Lean Bulking Series II 2015Vlad Alexandru50% (2)
- Discard ManagementDocument9 pagesDiscard ManagementDevvrath SinghNo ratings yet
- PintoDocument18 pagesPintosinagadianNo ratings yet
- Tehri DamDocument31 pagesTehri DamVinayakJindalNo ratings yet
- Social Studies jss2 First Term EXAMSDocument5 pagesSocial Studies jss2 First Term EXAMSalmightyfavouriteNo ratings yet