Download as pdf or txt
You might also like
- Manual LV ABCDocument211 pagesManual LV ABCAkhilaa Servai96% (23)
- Patricia Faisca - A Concise Introduction To Thermodynamics For Physicists-CRC Press (2022)Document237 pagesPatricia Faisca - A Concise Introduction To Thermodynamics For Physicists-CRC Press (2022)Piotr Jankowski100% (1)
- TDS - NP505-HR Solder PasteDocument2 pagesTDS - NP505-HR Solder PasteChoice OrganoNo ratings yet
- Lab Experiment UV SpectrosDocument4 pagesLab Experiment UV SpectrosFazsroul100% (4)
- NC-SMQ®92J-UV Solder PasteDocument2 pagesNC-SMQ®92J-UV Solder PastebrunizzaNo ratings yet
- ncsmq92j Solder Paste 97703 r13Document2 pagesncsmq92j Solder Paste 97703 r13Beto CRNo ratings yet
- ncsmq92 SolderDocument2 pagesncsmq92 SolderSergio MoyaNo ratings yet
- Indium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteDocument6 pagesIndium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteKenn Jaspher QuinitNo ratings yet
- NC-SMQ81: Solder PasteDocument2 pagesNC-SMQ81: Solder Pastealireza221369No ratings yet
- NC257 SN100C: Lead-Free Solder Paste FeaturesDocument3 pagesNC257 SN100C: Lead-Free Solder Paste Featureshuynh thi y viNo ratings yet
- Indium10.2hf Pbfree Solder Paste 99018 A4 r4Document2 pagesIndium10.2hf Pbfree Solder Paste 99018 A4 r4deepak cNo ratings yet
- Alpha Om-338-T CNP TB SM871-20 English 20190604Document6 pagesAlpha Om-338-T CNP TB SM871-20 English 20190604Красимир КостадиновNo ratings yet
- Indium5.1 Pbfree Solder Paste 97901 r8Document2 pagesIndium5.1 Pbfree Solder Paste 97901 r8Gustavo Kubo LacerdaNo ratings yet
- R276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysDocument2 pagesR276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysChoice OrganoNo ratings yet
- Indium8 9HF-TDSDocument2 pagesIndium8 9HF-TDSSlavisa VeljkovicNo ratings yet
- Indium6.3 Water-Soluble Solder PasteDocument2 pagesIndium6.3 Water-Soluble Solder PastebrunizzaNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
- MSDS Alpha F-6000Document4 pagesMSDS Alpha F-6000Wassim MansourNo ratings yet
- Indium10.1HF Ultra-Low Voiding: Pb-Free Solder PasteDocument2 pagesIndium10.1HF Ultra-Low Voiding: Pb-Free Solder PasteBeto CRNo ratings yet
- Alpha OM338-T: Technical BulletinDocument6 pagesAlpha OM338-T: Technical BulletinTarek Med Nejib AttiaNo ratings yet
- Indium8.9hf Pbfree Solder Paste Pds 98485 r26Document2 pagesIndium8.9hf Pbfree Solder Paste Pds 98485 r26deepak cNo ratings yet
- Alpha CVP-390 CNP TB 1068-18 English 20171208Document7 pagesAlpha CVP-390 CNP TB 1068-18 English 20171208Sérgio TavaresNo ratings yet
- ncsmq230 Pbfree Solder Paste 97722 r18Document2 pagesncsmq230 Pbfree Solder Paste 97722 r18deepak cNo ratings yet
- Amtech - RMA-223 Rev 0510Document2 pagesAmtech - RMA-223 Rev 0510Mohammed AbbariNo ratings yet
- Indium5.5LT Solder Paste: Product Data SheetDocument2 pagesIndium5.5LT Solder Paste: Product Data SheetluismcmcNo ratings yet
- Alpha CVP-390Document5 pagesAlpha CVP-390sasimithun91No ratings yet
- Energol SHF-HV RangeDocument2 pagesEnergol SHF-HV RangeArthur Sanda LayukNo ratings yet
- Indium10.1 Pbfree Solder Paste 98881 r7Document2 pagesIndium10.1 Pbfree Solder Paste 98881 r7instagk99No ratings yet
- Alpha Om-353 Solder Paste en 08nov19 TBDocument7 pagesAlpha Om-353 Solder Paste en 08nov19 TBShamsur RahmanNo ratings yet
- Alphasyn HG RangeDocument2 pagesAlphasyn HG RangecarmaNo ratings yet
- 3289310Document2 pages3289310Philippe VelhaNo ratings yet
- Product Data Sheet: Gulfsea Gear Oil SeriesDocument2 pagesProduct Data Sheet: Gulfsea Gear Oil SeriesObydur RahmanNo ratings yet
- Alpha SP Range: DescriptionDocument3 pagesAlpha SP Range: Descriptionvicky kNo ratings yet
- Alpha Om-338 Teknisk DatabladDocument3 pagesAlpha Om-338 Teknisk Databladnormans00No ratings yet
- Wave Solder Flux: Product Data SheetDocument4 pagesWave Solder Flux: Product Data SheetmaksNo ratings yet
- ALPHA CVP-520 Solder Paste EN 25nov19 TBDocument6 pagesALPHA CVP-520 Solder Paste EN 25nov19 TBDeep SharmaNo ratings yet
- Indium10.8hf Pbfree Solder Paste 99040 A4 r9Document2 pagesIndium10.8hf Pbfree Solder Paste 99040 A4 r9rigoberto solNo ratings yet
- Natural Rubber Lining: Technical Data SheetDocument2 pagesNatural Rubber Lining: Technical Data SheetJaveed KhanNo ratings yet
- Alpha CVP390 PDFDocument7 pagesAlpha CVP390 PDFSergio MoyaNo ratings yet
- Sir - Tds.siropol 8340-PLV-180.v03.202012.no 1Document3 pagesSir - Tds.siropol 8340-PLV-180.v03.202012.no 1Yousef LotfyNo ratings yet
- TDS - Shell Irus C-NA - EN PDFDocument2 pagesTDS - Shell Irus C-NA - EN PDFdtcuongNo ratings yet
- Alpha Om-338-T CNP TB SM871 EnglishDocument4 pagesAlpha Om-338-T CNP TB SM871 Englishachref jebaliNo ratings yet
- Carboguard 891: Selection & Specification DataDocument4 pagesCarboguard 891: Selection & Specification DataPrakashNo ratings yet
- 186 Soldering Flux Data SheetDocument2 pages186 Soldering Flux Data SheetBéla BődiNo ratings yet
- Alpha SLS65CDocument3 pagesAlpha SLS65CBéla BődiNo ratings yet
- ZL-15B, ZL-19, ZL-60C, ZL-60D, ZL-67B, ZL-56: Water-Washable Fluorescent PenetrantsDocument4 pagesZL-15B, ZL-19, ZL-60C, ZL-60D, ZL-67B, ZL-56: Water-Washable Fluorescent PenetrantsChoice OrganoNo ratings yet
- Solder Paste SC Blf03: Lead-FreeDocument2 pagesSolder Paste SC Blf03: Lead-FreeluismcmcNo ratings yet
- REPSOL GXR PlatinumDocument1 pageREPSOL GXR PlatinumAankz AnggoroNo ratings yet
- ZRC 3 07Document2 pagesZRC 3 07groelzjNo ratings yet
- Cortec ProductDocument20 pagesCortec ProductLiu YangtzeNo ratings yet
- Surlyn® - 8660Document3 pagesSurlyn® - 8660Alan FerreiraNo ratings yet
- ALPHA EF-6100P Liquid Flux EN 24jan20 TBDocument6 pagesALPHA EF-6100P Liquid Flux EN 24jan20 TBfernandoNo ratings yet
- Carboguard 890: Selection & Specification DataDocument5 pagesCarboguard 890: Selection & Specification DataMuthazhagan SaravananNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- 3048421Document2 pages3048421Philippe VelhaNo ratings yet
- Om 340Document3 pagesOm 340RNo ratings yet
- ALPHA OM 338 PT Solder Paste EN 22oct21 TBDocument7 pagesALPHA OM 338 PT Solder Paste EN 22oct21 TBEdison SpolaorNo ratings yet
- 1482399867balmerol Protomac SP SeriesDocument2 pages1482399867balmerol Protomac SP Seriesengg15.designNo ratings yet
- Renolit CXI 2Document2 pagesRenolit CXI 2dnoaisapsNo ratings yet
- Rma 223Document2 pagesRma 223Sergio ChicNo ratings yet
- SMD291AX50T3Document2 pagesSMD291AX50T3Jonatan SmithNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Bar SolderDocument1 pageBar SolderbrunizzaNo ratings yet
- Usw Alloy Designation AND Description Issued Data Sheet: Revision No. ADocument1 pageUsw Alloy Designation AND Description Issued Data Sheet: Revision No. AbrunizzaNo ratings yet
- OK Grain 21.85Document1 pageOK Grain 21.85brunizzaNo ratings yet
- Oxford Alloy 182 (ENiCrFe-3)Document1 pageOxford Alloy 182 (ENiCrFe-3)brunizzaNo ratings yet
- Oxford Alloy 420 (ER420)Document1 pageOxford Alloy 420 (ER420)brunizzaNo ratings yet
- Usw Alloy Designation AND Description Issued Data Sheet: Revision No. ADocument1 pageUsw Alloy Designation AND Description Issued Data Sheet: Revision No. AbrunizzaNo ratings yet
- Oxford Alloy A (ENiCrFe-2)Document1 pageOxford Alloy A (ENiCrFe-2)brunizzaNo ratings yet
- Oxford Alloy 385-16 (E385)Document1 pageOxford Alloy 385-16 (E385)brunizzaNo ratings yet
- Oxford Alloy 625T-1 (ENiCrMo3T1-1)Document1 pageOxford Alloy 625T-1 (ENiCrMo3T1-1)brunizzaNo ratings yet
- Hobart Maxal 4943Document2 pagesHobart Maxal 4943brunizzaNo ratings yet
- AFM Bronze AlloysDocument15 pagesAFM Bronze AlloysbrunizzaNo ratings yet
- SK 322-O (MF 3-GF-55-T)Document1 pageSK 322-O (MF 3-GF-55-T)brunizzaNo ratings yet
- SK Tool Alloy C-S (Up 23-Gf-200-Ckz)Document1 pageSK Tool Alloy C-S (Up 23-Gf-200-Ckz)brunizzaNo ratings yet
- Nicrobraz Cement 680Document1 pageNicrobraz Cement 680brunizzaNo ratings yet
- Thermanit Mts 3 (G Crmo91, Er90s-B9)Document1 pageThermanit Mts 3 (G Crmo91, Er90s-B9)brunizzaNo ratings yet
- Uv 421 TT (Sa FB 1 65 DC h5)Document4 pagesUv 421 TT (Sa FB 1 65 DC h5)brunizzaNo ratings yet
- The World Specialist in Nickel Based Alloy Wire: Phyweld 82Document1 pageThe World Specialist in Nickel Based Alloy Wire: Phyweld 82brunizzaNo ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- Toolcord (E 6 Um 65 GS, e Fe4)Document1 pageToolcord (E 6 Um 65 GS, e Fe4)brunizzaNo ratings yet
- Carbofil Crmo9 (G Crmo9)Document1 pageCarbofil Crmo9 (G Crmo9)brunizzaNo ratings yet
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDocument1 pageBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNo ratings yet
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Fluxofil 41 (T 55 6 1nimo B M, C 3 h5)Document1 pageFluxofil 41 (T 55 6 1nimo B M, C 3 h5)brunizzaNo ratings yet
- Citoflux r82 SR (T 46 6 Ni1 P M 1 h5)Document1 pageCitoflux r82 SR (T 46 6 Ni1 P M 1 h5)brunizzaNo ratings yet
- Screen & Conveyorgad, Data Sheet & Qap - SP-1326Document14 pagesScreen & Conveyorgad, Data Sheet & Qap - SP-1326ankit singlaNo ratings yet
- Mathematical Model of The Vehicle in Matlab SimulinkDocument7 pagesMathematical Model of The Vehicle in Matlab SimulinkgarylikeuNo ratings yet
- By Pass Rotameter PDFDocument6 pagesBy Pass Rotameter PDFvishadkapadiaNo ratings yet
- Structural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsDocument118 pagesStructural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsRISHABH JAMBHULKARNo ratings yet
- SST LifeDocument3 pagesSST Liferaj_kr1078No ratings yet
- Fabrication of Structural Steel WorkDocument16 pagesFabrication of Structural Steel WorkyogeswaranNo ratings yet
- The GMSG Guideline For Determining The Bond Efficiency of Industrial Gri...Document18 pagesThe GMSG Guideline For Determining The Bond Efficiency of Industrial Gri...jlfyNo ratings yet
- Experiment No. 01: Single Phase Half Wave Rectification With Inductive Load Psychomotor Skill Level: P4 Name: Roll NoDocument8 pagesExperiment No. 01: Single Phase Half Wave Rectification With Inductive Load Psychomotor Skill Level: P4 Name: Roll NoRana EhsanNo ratings yet
- Time Allowed: 1.5 Hours Full Marks: 60: January 2022Document3 pagesTime Allowed: 1.5 Hours Full Marks: 60: January 2022mousumi banerjeeNo ratings yet
- 0 Solid Liquid Gas Synthetic: The Periodic Table of ElementsDocument1 page0 Solid Liquid Gas Synthetic: The Periodic Table of ElementsDragos AndrianaNo ratings yet
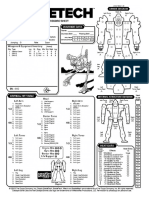
- Locust LCT-1SDocument1 pageLocust LCT-1StehMaevNo ratings yet
- AUTOMATIC BACK AND FORTH For AC Powered Trains - Requires 3 Position "E" UNITDocument3 pagesAUTOMATIC BACK AND FORTH For AC Powered Trains - Requires 3 Position "E" UNITLance Montgomery BoyleNo ratings yet
- Distributor Less Ignition SystemsDocument4 pagesDistributor Less Ignition SystemsxLibelle100% (5)
- Stinger System For Guideing A Pipeline From or On A Moving VesselDocument7 pagesStinger System For Guideing A Pipeline From or On A Moving VesselakhmadmarufnurNo ratings yet
- Hovap Hygienic Centrifugal PumpsDocument7 pagesHovap Hygienic Centrifugal PumpsSergio Veliz RNo ratings yet
- Absolute Value Equations ConceptDocument8 pagesAbsolute Value Equations Conceptapi-127466285No ratings yet
- Nfpa (Fluid)Document10 pagesNfpa (Fluid)Vijay HatkarNo ratings yet
- A 931 - 96 QTKZMS05NGDocument5 pagesA 931 - 96 QTKZMS05NGPRASANTH PRASANTHNo ratings yet
- VYC Level Monitoring 666.en PDFDocument2 pagesVYC Level Monitoring 666.en PDFAldwinNo ratings yet
- Chemistry: Class: XII-JEEDocument44 pagesChemistry: Class: XII-JEEtortenhumNo ratings yet
- Technical Specification of Cable Trays 1564375363Document21 pagesTechnical Specification of Cable Trays 1564375363Alla Naveen KumarNo ratings yet
- Strand Century Lighting 2569-2560 10x12-Inch Lekolite Ellipsoidal Spotlight Spec Sheet 6-77Document2 pagesStrand Century Lighting 2569-2560 10x12-Inch Lekolite Ellipsoidal Spotlight Spec Sheet 6-77Alan MastersNo ratings yet
- Cee Maths 2008 Final1 PDFDocument18 pagesCee Maths 2008 Final1 PDFrukia316No ratings yet
- Practice Problems Set 2Document5 pagesPractice Problems Set 2kahmad6266No ratings yet
- FDC6326L Integrated Load Switch: General Description FeaturesDocument5 pagesFDC6326L Integrated Load Switch: General Description FeaturesИван АлексиевNo ratings yet
- Jamnabai PrelimDocument6 pagesJamnabai PrelimaashiNo ratings yet
- Evaluation of Engineering Properties of Rock Using Ultrasonic Pulse Velocity and Uniaxial Compressive StrengthDocument7 pagesEvaluation of Engineering Properties of Rock Using Ultrasonic Pulse Velocity and Uniaxial Compressive Strengthanon_108566965No ratings yet