Download as pdf or txt
You might also like
- A Complete Analysis of Your Reformer: Bill Cotton and Barry FisherDocument9 pagesA Complete Analysis of Your Reformer: Bill Cotton and Barry Fishersalvatore raffaNo ratings yet
- Design and Application of Ammonia Heat PumpDocument8 pagesDesign and Application of Ammonia Heat PumptasysatNo ratings yet
- Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDocument6 pagesStudy of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDevika JayapalNo ratings yet
- POWER Magazine - May 2023-1Document43 pagesPOWER Magazine - May 2023-1MarcialgonzalezpNo ratings yet
- RP267B Toc PDFDocument7 pagesRP267B Toc PDFManasNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Process TechnologyDocument22 pagesProcess TechnologyJose Paolo MamuyacNo ratings yet
- Global Ethylene Capacity Poised For Major Expansion - Oil & Gas JournalDocument9 pagesGlobal Ethylene Capacity Poised For Major Expansion - Oil & Gas JournalcarlosapemNo ratings yet
- US 2964504 A Steam Cracking of Light Naphtha and Preparation of ResinsDocument4 pagesUS 2964504 A Steam Cracking of Light Naphtha and Preparation of ResinsaegosmithNo ratings yet
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDocument98 pagesBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoNo ratings yet
- Iocl Section 1 - Process SpecficationDocument73 pagesIocl Section 1 - Process SpecficationYogi173No ratings yet
- Four Challenges For Nickel Steam-Reforming CatalystsDocument8 pagesFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsDocument10 pagesEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsFranco Camacho CanchariNo ratings yet
- Danfoss Co2 dRZ0ZR102Document16 pagesDanfoss Co2 dRZ0ZR102Denis Alfafrio GotNo ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- GTL Technology Small Scale - by V.wanDocument11 pagesGTL Technology Small Scale - by V.wanDebye101No ratings yet
- Driving Expander TechnologyDocument24 pagesDriving Expander TechnologysajadranjbaranNo ratings yet
- Methanol DistillationDocument6 pagesMethanol DistillationNaseeb AliNo ratings yet
- Named Equipment List: Item Name Description Type QTY RemarksDocument8 pagesNamed Equipment List: Item Name Description Type QTY RemarksAnonymous kbPP3CCcNo ratings yet
- A Clean Energy FutureDocument6 pagesA Clean Energy FutureHendry DrajatNo ratings yet
- Steam Reforming Carbon FormationDocument26 pagesSteam Reforming Carbon FormationBilalNo ratings yet
- Haldor Topsoe Hter First ExperiencesDocument8 pagesHaldor Topsoe Hter First ExperiencesGeorge Van BommelNo ratings yet
- R-501 Uneven Bed TemperaturesDocument35 pagesR-501 Uneven Bed TemperaturesTalal AshrafNo ratings yet
- Ammonia Process For FutureDocument5 pagesAmmonia Process For FutureSARFRAZ ALINo ratings yet
- Dehydrogenation of Paraffins Synergies Between CatalystDocument7 pagesDehydrogenation of Paraffins Synergies Between Catalystdiego_daveNo ratings yet
- Experimental Study On Acid Gas Removal Using Absorption-Adsorption UnitDocument24 pagesExperimental Study On Acid Gas Removal Using Absorption-Adsorption UnitrajkmuarNo ratings yet
- Workshop On Energy Efficiency and CO2 ReductionDocument124 pagesWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvNo ratings yet
- Coker Heater Optimization and Heater Fouling KBC DCU Galveston 2013Document22 pagesCoker Heater Optimization and Heater Fouling KBC DCU Galveston 2013finiteinjustice100% (1)
- Review of Small Stationary Reformers For Hydrogen ProductionDocument52 pagesReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánNo ratings yet
- Mitsui Chemicals - MeOH From Flue GasDocument2 pagesMitsui Chemicals - MeOH From Flue GasrajarshisoftNo ratings yet
- Hyundai Shell Revamp Paper PDFDocument2 pagesHyundai Shell Revamp Paper PDFProcess EngineerNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel Castro100% (2)
- Techno Economic Evaluation of Bio Hydrogen ProductionDocument157 pagesTechno Economic Evaluation of Bio Hydrogen ProductionacikkalpgermanNo ratings yet
- PEP Review On Ethylene ProcessDocument9 pagesPEP Review On Ethylene Processarman0% (1)
- Case Story DK - Green Methanol - Web 1Document4 pagesCase Story DK - Green Methanol - Web 1Pao M. MorenoNo ratings yet
- 4244-Article Text-12672-1-10-20180730Document15 pages4244-Article Text-12672-1-10-20180730bilal canitezNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Catalyst To EthanolDocument26 pagesCatalyst To EthanolFatih FıratNo ratings yet
- Synthesis of Vinyl Acetate Monomer From Syntesis Gas TustinDocument11 pagesSynthesis of Vinyl Acetate Monomer From Syntesis Gas Tustindesigat4122No ratings yet
- Radiative Models For The Furnace Side of A Bottom-Fired ReformerDocument14 pagesRadiative Models For The Furnace Side of A Bottom-Fired Reformerquercitron_7No ratings yet
- CO2 SMR White Paper - Shell Catalysts & TechnologiesDocument12 pagesCO2 SMR White Paper - Shell Catalysts & Technologiespierre-françois Le BouilleNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- Bi-Reforming of Methane From Any Source With Steam and Carbon Dioxide Exclusively To Metgas (CO-2H2) For Methanol and Hydrocarbon SynthesisDocument3 pagesBi-Reforming of Methane From Any Source With Steam and Carbon Dioxide Exclusively To Metgas (CO-2H2) For Methanol and Hydrocarbon SynthesisDang Putthea100% (1)
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- National Fertilizers Limited Nan Gal PunjabDocument3 pagesNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalNo ratings yet
- catalyticDehydrogenationLightAlkanesonMetals PDFDocument41 pagescatalyticDehydrogenationLightAlkanesonMetals PDFjulianamochizuki100% (2)
- 103Document52 pages103Món Quà Vô Giá100% (1)
- The Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEODocument0 pagesThe Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOBalaji RamanNo ratings yet
- 97 6 TocDocument10 pages97 6 TocJose Luis Gutierrez MadariagaNo ratings yet
- Catalytic Beds Protection: Procatalyse Catalysts & AdsorbentsDocument1 pageCatalytic Beds Protection: Procatalyse Catalysts & Adsorbentsmohsen ranjbarNo ratings yet
- SCORE Furnace Erection SequenceDocument12 pagesSCORE Furnace Erection SequenceAleem QureshiNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- BiomethanolDocument12 pagesBiomethanolMadhav VakhariaNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Hugh Donovan, Eight-Year Review of The Full Depth Reclamation Process in The City of EdmontonDocument40 pagesHugh Donovan, Eight-Year Review of The Full Depth Reclamation Process in The City of Edmontoneye2iNo ratings yet
- Presentation GeothermalDocument5 pagesPresentation GeothermalYudexNo ratings yet
- Mid Ranja Concept Paper (05-07-2023)Document6 pagesMid Ranja Concept Paper (05-07-2023)Saiba AteeqNo ratings yet
- Understanding Market Channels and Alternatives For Commercial Catfish Farmers (PDFDrive)Document95 pagesUnderstanding Market Channels and Alternatives For Commercial Catfish Farmers (PDFDrive)AmiibahNo ratings yet
- Curriculum Vitae: Claudia - Badulescu@eui - EuDocument8 pagesCurriculum Vitae: Claudia - Badulescu@eui - EuLIBAN ODOWANo ratings yet
- Packing Type in Hysys 9Document11 pagesPacking Type in Hysys 9Mahdi koolivandNo ratings yet
- Lucture 4Document22 pagesLucture 4Sumit Kumar SinhaNo ratings yet
- MCW!!!Document9 pagesMCW!!!badshahsaadNo ratings yet
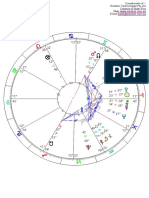
- Geocentric Tropical Placidus True Node: Event ChartDocument1 pageGeocentric Tropical Placidus True Node: Event ChartLuciano DSNo ratings yet
- Learning Task AXELDocument4 pagesLearning Task AXELaxel SbNo ratings yet
- Can Protocol: Mohamed Bahae OUAADDIDocument41 pagesCan Protocol: Mohamed Bahae OUAADDIv0206996No ratings yet
- LeafletDocument2 pagesLeafletCarlos Jose Sanchez EsparzaNo ratings yet
- SAP2000 - Problem 6-008Document18 pagesSAP2000 - Problem 6-008BlaKy2No ratings yet
- Blue Modern Universe Desktop WallpaperDocument21 pagesBlue Modern Universe Desktop Wallpapercami santosNo ratings yet
- Tcs PapersDocument14 pagesTcs PapersAnkit AgrawalNo ratings yet
- Biocompatibility of New Ti-Nb-Ta Base Alloys - 2035Document5 pagesBiocompatibility of New Ti-Nb-Ta Base Alloys - 2035Sudip SinhaNo ratings yet
- Nama: Dimas Hendrico NIM: 21/475218/PA/20551 Tugas 5 1. Program Rata-Rata Data Dalam ArrayDocument8 pagesNama: Dimas Hendrico NIM: 21/475218/PA/20551 Tugas 5 1. Program Rata-Rata Data Dalam ArrayDimasNo ratings yet
- Large Size Conveyor ChainDocument156 pagesLarge Size Conveyor ChainSebastian De Ossa RestrepoNo ratings yet
- Consultants ListDocument16 pagesConsultants Listarun84No ratings yet
- Guia 12Document15 pagesGuia 12holis guapoNo ratings yet
- 10g-Base-Lr-1310nm BrocadeCompatible 10G SFP 22mac21Document15 pages10g-Base-Lr-1310nm BrocadeCompatible 10G SFP 22mac21alfian sofianNo ratings yet
- 2F4Y: Molecular Structure and Energy Levels Formula Sheet Topic 1: Quantum MechanicsDocument2 pages2F4Y: Molecular Structure and Energy Levels Formula Sheet Topic 1: Quantum Mechanicsapi-250366166No ratings yet
- GD&T TipsDocument2 pagesGD&T TipsNaveen Kumar MadasettyNo ratings yet
- Shelly Cashman Series Microsoft Office 365 and Access 2016 Introductory 1st Edition Pratt Solutions Manual 1Document11 pagesShelly Cashman Series Microsoft Office 365 and Access 2016 Introductory 1st Edition Pratt Solutions Manual 1shirley100% (51)
- Opt Yuri Senkevich - Imo 9301419 - Cargo Operating ManualDocument237 pagesOpt Yuri Senkevich - Imo 9301419 - Cargo Operating Manualseawolf50No ratings yet
- Solomon Press S1JDocument4 pagesSolomon Press S1JnmanNo ratings yet
- ReadingDocument292 pagesReadingevonik123456No ratings yet
- Welded ConnectionDocument8 pagesWelded Connectionutsav_koshtiNo ratings yet
- Fabric v2.4 AppDevDocument27 pagesFabric v2.4 AppDevBilgehan SavguNo ratings yet
- Bond Behavior of Concrete-Filled Steel Tube Columns Using Manufactured Sand (MS-CFT)Document10 pagesBond Behavior of Concrete-Filled Steel Tube Columns Using Manufactured Sand (MS-CFT)Jack JackNo ratings yet
- ConvertWithMoss ManualDocument13 pagesConvertWithMoss ManualFrançois ClamourNo ratings yet
- 0511 s17 QP 23Document16 pages0511 s17 QP 23pritiNo ratings yet
- Study of Cellular Automata Models For Urban GrowthDocument9 pagesStudy of Cellular Automata Models For Urban GrowthWelly Pradipta bin MaryulisNo ratings yet
- Orientation On The Manual For The Evaluation (Autosaved)Document31 pagesOrientation On The Manual For The Evaluation (Autosaved)Em Boquiren CarreonNo ratings yet