Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Material Safety Data Sheet (According To 91/155 EC)Document4 pagesMaterial Safety Data Sheet (According To 91/155 EC)Jaymit PatelNo ratings yet
- TDS - en - 480703 Gravihel Vinyl Acrylic Topcoat 301Document3 pagesTDS - en - 480703 Gravihel Vinyl Acrylic Topcoat 301dika2303No ratings yet
- Castel Globe ValveDocument17 pagesCastel Globe Valveroy fadliNo ratings yet
- Latent Heat of VaporizationDocument11 pagesLatent Heat of VaporizationEsther Faith GabrielNo ratings yet
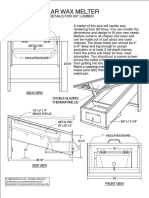
- Beehive Solar Wax MelterDocument1 pageBeehive Solar Wax Meltersesostrisserbius100% (1)
- Determine Ka Weak Acid AP Labs 15Document3 pagesDetermine Ka Weak Acid AP Labs 15David AntonitoNo ratings yet
- Wire - Rope ExaminationDocument74 pagesWire - Rope ExaminationAyman6494% (17)
- Chemsol Bitumen - PB PDFDocument3 pagesChemsol Bitumen - PB PDFICPL-RWPNo ratings yet
- SOP For Sofa Scotch-GardDocument2 pagesSOP For Sofa Scotch-GardGeorgian Akshaya VermaNo ratings yet
- Chemical Reaction DLPDocument22 pagesChemical Reaction DLPLeslie MermeloNo ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- Nasome Easy1Document1 pageNasome Easy1Girish MalhotraNo ratings yet
- Specification For Nickel Base Alloy 625 Plus (UNS N07716) AND ALLOY 725 (UNS N07725) FOR OIL and Gas Drilling and Production EquipmentDocument20 pagesSpecification For Nickel Base Alloy 625 Plus (UNS N07716) AND ALLOY 725 (UNS N07725) FOR OIL and Gas Drilling and Production EquipmentakintundeakinboladeNo ratings yet
- ACFrOgCoLYySoFuGkrumBZij5zb9gwokYrliSeCR7cP9bawK2ZtTGiDqPZ7erW0oiiZYUnvM7tM18fSl kfWoltWryBpLIu4aJeCs86igjQdiNJfFUGBFTSV9 IyeSXflALiZHqz8BOV2vTFVYq9Document4 pagesACFrOgCoLYySoFuGkrumBZij5zb9gwokYrliSeCR7cP9bawK2ZtTGiDqPZ7erW0oiiZYUnvM7tM18fSl kfWoltWryBpLIu4aJeCs86igjQdiNJfFUGBFTSV9 IyeSXflALiZHqz8BOV2vTFVYq9Sinead MulumbaNo ratings yet
- Siaran Khas 1 (SS) March 2021Document35 pagesSiaran Khas 1 (SS) March 2021Ruben OhNo ratings yet
- Snamprogetti Saipem Urea Process AmmoniaDocument23 pagesSnamprogetti Saipem Urea Process AmmoniaTu Hai50% (2)
- RAY Pilot Plant Freeze Dryer - tcm11-43007Document4 pagesRAY Pilot Plant Freeze Dryer - tcm11-43007Antonio Guillermo CruzNo ratings yet
- Formula of A Hydrate Lab Student Part 1Document2 pagesFormula of A Hydrate Lab Student Part 1api-234443511No ratings yet
- Rheolate 310 - TDS - eDocument2 pagesRheolate 310 - TDS - eWangYunNo ratings yet
- Sumar Articole Proiect Inginerie Tisulara HemaDocument10 pagesSumar Articole Proiect Inginerie Tisulara Hemacamelia_ioana_14No ratings yet
- BRB Anti Vibration Mounts BRB Anti Vibration Mounts: Technical Characteristics ApplicationsDocument8 pagesBRB Anti Vibration Mounts BRB Anti Vibration Mounts: Technical Characteristics ApplicationsJairo Andres Romero QuirogaNo ratings yet
- CodDocument2 pagesCodAw Ting Hui0% (1)
- Armaflex Insulation-Installation ManualDocument96 pagesArmaflex Insulation-Installation Manualmpwasa100% (1)
- Mek Ullman ProyectoDocument4 pagesMek Ullman ProyectoAli González100% (2)
- 5313ub Usg Boral Sheet Ceiling SystemsDocument5 pages5313ub Usg Boral Sheet Ceiling SystemsJessie Jr CuisonNo ratings yet
- Spesifikasi Incinerator 22 Desember 2019Document9 pagesSpesifikasi Incinerator 22 Desember 2019Dara Lextiany PutriNo ratings yet
- Parts 2005 Wirtgen BetekDocument130 pagesParts 2005 Wirtgen BetekBARIŞNo ratings yet
- WBMDocument34 pagesWBMउमेश गावंडेNo ratings yet
- TRICHYDocument31 pagesTRICHYArunan MgNo ratings yet
- Understanding The UL Yellow CardDocument5 pagesUnderstanding The UL Yellow CardOscarNo ratings yet