
Metalurgi I-Lecture14.Surface Hardening of Steel
Metalurgi I-Lecture14.Surface Hardening of Steel
You might also like
- The Drift of A Body Floating On WavesDocument11 pagesThe Drift of A Body Floating On WavesvictorNo ratings yet
- Math1041 Study Notes For UNSWDocument16 pagesMath1041 Study Notes For UNSWOliverNo ratings yet
- Project Management Dashboard Excel Template 2003 Xls FormatDocument19 pagesProject Management Dashboard Excel Template 2003 Xls FormatAchmad Nur HusainiNo ratings yet
- Diversity Factor-Carrier Hadbook PDFDocument2 pagesDiversity Factor-Carrier Hadbook PDFالوليد الديسطىNo ratings yet
- Raw Material Handling Plant: Download The Original AttachmentDocument36 pagesRaw Material Handling Plant: Download The Original AttachmentJaved AlamNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- Surface HardeningDocument17 pagesSurface HardeningMahesh MakwanaNo ratings yet
- EMM2312 - Surface HardeningDocument19 pagesEMM2312 - Surface Hardeningjohnnjoro100No ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Case HardeningDocument28 pagesCase Hardeningdramilt100% (1)
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Lec - 5 - Surface Hardening & HardenabilityDocument12 pagesLec - 5 - Surface Hardening & Hardenabilitysaxadi4814No ratings yet
- Case HardeningDocument34 pagesCase HardeningSachinNo ratings yet
- VJTI Presentation DR PawadeDocument67 pagesVJTI Presentation DR PawadeDIPAK VINAYAK SHIRBHATENo ratings yet
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Document4 pagesEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078No ratings yet
- Al MMC ProjectDocument17 pagesAl MMC ProjectHarsha GowdaNo ratings yet
- Welding & Joining Processes 26 September 2023Document30 pagesWelding & Joining Processes 26 September 2023Osaid AhmadNo ratings yet
- Experimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesDocument6 pagesExperimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- On Case Hardening LAKSHAY VERMA 2018-017Document33 pagesOn Case Hardening LAKSHAY VERMA 2018-017harsh kumarNo ratings yet
- Surface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganDocument6 pagesSurface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganJai Prakash ReddyNo ratings yet
- IJETR021548Document3 pagesIJETR021548erpublicationNo ratings yet
- Surface TreatmentDocument35 pagesSurface TreatmentAnshul VermaNo ratings yet
- Pengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaDocument8 pagesPengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaBrian Simon ImmanuelNo ratings yet
- Effect of Heat Treatment On The Fracture Toughness of AISI 4140 SteelDocument6 pagesEffect of Heat Treatment On The Fracture Toughness of AISI 4140 Steelou82muchNo ratings yet
- Spray Coatings: Submitted byDocument26 pagesSpray Coatings: Submitted byusama riazNo ratings yet
- 2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsDocument27 pages2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsshrinivasangtkNo ratings yet
- Lecture 14Document8 pagesLecture 14abuobidashihabNo ratings yet
- IJSTEV5I1037Document5 pagesIJSTEV5I1037Ömer AFACANNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Schmidt + Clemens: Weld Repair Practices in High Temperature MaterialsDocument46 pagesSchmidt + Clemens: Weld Repair Practices in High Temperature MaterialsmanojballaNo ratings yet
- Internship CorrectedDocument89 pagesInternship CorrectedDixith SalianNo ratings yet
- Microstructure SteelDocument7 pagesMicrostructure SteelL.A MangaNo ratings yet
- XIII. Effects - of - Carburization - Time - and - Temperature - On - TDocument7 pagesXIII. Effects - of - Carburization - Time - and - Temperature - On - THà ThắngNo ratings yet
- Heat Treatment of Base Materials and Welded Joints WWW - Mechshop.irDocument56 pagesHeat Treatment of Base Materials and Welded Joints WWW - Mechshop.irRizaNo ratings yet
- 03 - Magnesium and Magnesium Alloys PDFDocument49 pages03 - Magnesium and Magnesium Alloys PDFNavin ShuklaNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- M.tech FinalDocument43 pagesM.tech FinalRaghav AcharyaNo ratings yet
- Es23 12Document2 pagesEs23 12yeng botzNo ratings yet
- General Seminar Case HardeningDocument18 pagesGeneral Seminar Case HardeningSharath DargaNo ratings yet
- Gear Selection ThesisDocument13 pagesGear Selection ThesismastermechNo ratings yet
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaDocument23 pagesHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukNo ratings yet
- Technology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDocument31 pagesTechnology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDaniel NavarroNo ratings yet
- Maintenance and Repair Welding Training ModuleDocument59 pagesMaintenance and Repair Welding Training ModuleAtefNo ratings yet
- Reducing Die Soldering in Die Casting - NADCADocument33 pagesReducing Die Soldering in Die Casting - NADCAAntonio MagañaNo ratings yet
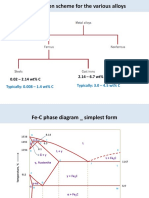
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Aluminium and Aluminium Alloys For B4T.ppt RevDocument50 pagesAluminium and Aluminium Alloys For B4T.ppt RevMohammad Zaki UsmanNo ratings yet
- 1st WeekDocument44 pages1st Weektugrul.tf51No ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- AH MergedDocument6 pagesAH MergedReginaldo SantosNo ratings yet
- 422 Steel DatasheetDocument2 pages422 Steel DatasheetKashif MohiuddinNo ratings yet
- Heat Treatment: Workshop Technology MME 1103Document12 pagesHeat Treatment: Workshop Technology MME 1103Murad Mahmoud Al-hidmiNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- Manpreet Et Al 2010Document12 pagesManpreet Et Al 2010manpreetNo ratings yet
- Maisuradze-Björk2021 Article MicrostructureAndMechanicalProDocument10 pagesMaisuradze-Björk2021 Article MicrostructureAndMechanicalProsaifbenNo ratings yet
- Corrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárováDocument6 pagesCorrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárovárachidradouaniNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Effect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyDocument5 pagesEffect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyEsteban Vasquez GiraldoNo ratings yet
- Life Improvementof HadfieldmanganesesteelcastingsDocument10 pagesLife Improvementof HadfieldmanganesesteelcastingsAdnanNo ratings yet
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachNo ratings yet
- W1 - 2 Lecture 1 - 2 Fe3C Digram and IT CCT Diagram PDFDocument61 pagesW1 - 2 Lecture 1 - 2 Fe3C Digram and IT CCT Diagram PDFYota KimireNo ratings yet
- Effect of Tempering Temperature On MechaDocument3 pagesEffect of Tempering Temperature On Mechadhani bux jamaliNo ratings yet
- ESAB Repair and Maintenance Welding HandbookDocument130 pagesESAB Repair and Maintenance Welding Handbookmalikscribd100% (3)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Progress Report On MachiningDocument15 pagesProgress Report On MachiningAchmad Nur HusainiNo ratings yet
- Lecture1.Atomic Structure & BondingDocument24 pagesLecture1.Atomic Structure & BondingAchmad Nur HusainiNo ratings yet
- The Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFDocument9 pagesThe Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFAchmad Nur HusainiNo ratings yet
- Experimental Mathematical and Finite Element AnalyDocument14 pagesExperimental Mathematical and Finite Element AnalyAchmad Nur HusainiNo ratings yet
- Modeling Thermal Expansion in Ansys: 6/24/2017 Alex Grishin, PHDDocument24 pagesModeling Thermal Expansion in Ansys: 6/24/2017 Alex Grishin, PHDAchmad Nur HusainiNo ratings yet
- Company Profile BMT NewDocument15 pagesCompany Profile BMT NewAchmad Nur HusainiNo ratings yet
- WWW Renewablesfirst - Co PDFDocument1 pageWWW Renewablesfirst - Co PDFAchmad Nur HusainiNo ratings yet
- The Holt-Winters Forecasting ProcedureDocument17 pagesThe Holt-Winters Forecasting ProcedureHimeko UshioNo ratings yet
- Simulation of Part2: No DataDocument10 pagesSimulation of Part2: No DataGOUAL SaraNo ratings yet
- Solar Eclipse SimulationDocument2 pagesSolar Eclipse SimulationKellyn McNamaraNo ratings yet
- CRM Business PartnerDocument25 pagesCRM Business PartnerShiva_1912No ratings yet
- Earthing ReportDocument8 pagesEarthing ReportkhandelwalaNo ratings yet
- Math Pp1 s.6 St. Mary - S Kitende 2020Document3 pagesMath Pp1 s.6 St. Mary - S Kitende 2020mungufeni amosNo ratings yet
- Introduction To Excel For DATA ANALYSTS Day-01Document8 pagesIntroduction To Excel For DATA ANALYSTS Day-01ErrY Florencia100% (1)
- Globalcad Landscape: Expert Software For Landscape Design and Land PlanningDocument2 pagesGlobalcad Landscape: Expert Software For Landscape Design and Land PlanningsmstefNo ratings yet
- Color and ValueDocument4 pagesColor and ValueBrody DukeNo ratings yet
- ComputationsDocument10 pagesComputationsFaye Nervanna Alecha AlferezNo ratings yet
- Full Probability and Statistics Degroot 3Rd Edition Solutions Manual PDF Docx Full Chapter ChapterDocument34 pagesFull Probability and Statistics Degroot 3Rd Edition Solutions Manual PDF Docx Full Chapter Chaptercrottleschalazalypg100% (27)
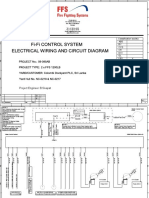
- Electrical Wiring and Circuit Diagram Fi-Fi Control SystemDocument16 pagesElectrical Wiring and Circuit Diagram Fi-Fi Control SystemDamithaNo ratings yet
- Transportation and Transhipment ProblemsDocument4 pagesTransportation and Transhipment Problemstejashraj93No ratings yet
- Configuring OSPF On Non-Broadcast NetworksDocument5 pagesConfiguring OSPF On Non-Broadcast NetworksWally RedsNo ratings yet
- Hero MotoCorpDocument17 pagesHero MotoCorpsai4sarath4mavuriNo ratings yet
- 1N1746ADocument2 pages1N1746AedgardomestreNo ratings yet
- Manual Set Constant (Signal Generator) : Function Code 2Document2 pagesManual Set Constant (Signal Generator) : Function Code 2Bapiraju Marri100% (1)
- Lesson Plan in Mathematics V Q3 COTDocument6 pagesLesson Plan in Mathematics V Q3 COTBRENDA SUBAANNo ratings yet
- Exercises For Great Hands & Fills: By: Pat PetrilloDocument14 pagesExercises For Great Hands & Fills: By: Pat PetrilloYoon Ji-hoonNo ratings yet
- Answer Key Computer Skills (CT 101) Book ActivitiesDocument10 pagesAnswer Key Computer Skills (CT 101) Book ActivitiesMOKHALLAD GHAWASNo ratings yet
- Fuzzy Logic Controlled Ćuk ConverterDocument5 pagesFuzzy Logic Controlled Ćuk ConverterNikolas BekarNo ratings yet
- db2 Perf Tune 115Document702 pagesdb2 Perf Tune 115TrurlScribd100% (1)
- Colleges For Masters in CSE (In India)Document21 pagesColleges For Masters in CSE (In India)Aritra BhattacharyyaNo ratings yet
- Lung Cancer Detection Using Machine LearningDocument24 pagesLung Cancer Detection Using Machine Learningsj647387No ratings yet
- Training Material - UMTS Admission Control ParametersDocument12 pagesTraining Material - UMTS Admission Control ParametersKhải Khà KhàNo ratings yet
- 2013ee0622 - Sirim QasDocument15 pages2013ee0622 - Sirim QasArun dasNo ratings yet































































































Download as pdf or txt
You might also like
- The Drift of A Body Floating On WavesDocument11 pagesThe Drift of A Body Floating On WavesvictorNo ratings yet
- Math1041 Study Notes For UNSWDocument16 pagesMath1041 Study Notes For UNSWOliverNo ratings yet
- Project Management Dashboard Excel Template 2003 Xls FormatDocument19 pagesProject Management Dashboard Excel Template 2003 Xls FormatAchmad Nur HusainiNo ratings yet
- Diversity Factor-Carrier Hadbook PDFDocument2 pagesDiversity Factor-Carrier Hadbook PDFالوليد الديسطىNo ratings yet
- Raw Material Handling Plant: Download The Original AttachmentDocument36 pagesRaw Material Handling Plant: Download The Original AttachmentJaved AlamNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- Surface HardeningDocument17 pagesSurface HardeningMahesh MakwanaNo ratings yet
- EMM2312 - Surface HardeningDocument19 pagesEMM2312 - Surface Hardeningjohnnjoro100No ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Case HardeningDocument28 pagesCase Hardeningdramilt100% (1)
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Lec - 5 - Surface Hardening & HardenabilityDocument12 pagesLec - 5 - Surface Hardening & Hardenabilitysaxadi4814No ratings yet
- Case HardeningDocument34 pagesCase HardeningSachinNo ratings yet
- VJTI Presentation DR PawadeDocument67 pagesVJTI Presentation DR PawadeDIPAK VINAYAK SHIRBHATENo ratings yet
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Document4 pagesEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078No ratings yet
- Al MMC ProjectDocument17 pagesAl MMC ProjectHarsha GowdaNo ratings yet
- Welding & Joining Processes 26 September 2023Document30 pagesWelding & Joining Processes 26 September 2023Osaid AhmadNo ratings yet
- Experimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesDocument6 pagesExperimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- On Case Hardening LAKSHAY VERMA 2018-017Document33 pagesOn Case Hardening LAKSHAY VERMA 2018-017harsh kumarNo ratings yet
- Surface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganDocument6 pagesSurface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganJai Prakash ReddyNo ratings yet
- IJETR021548Document3 pagesIJETR021548erpublicationNo ratings yet
- Surface TreatmentDocument35 pagesSurface TreatmentAnshul VermaNo ratings yet
- Pengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaDocument8 pagesPengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaBrian Simon ImmanuelNo ratings yet
- Effect of Heat Treatment On The Fracture Toughness of AISI 4140 SteelDocument6 pagesEffect of Heat Treatment On The Fracture Toughness of AISI 4140 Steelou82muchNo ratings yet
- Spray Coatings: Submitted byDocument26 pagesSpray Coatings: Submitted byusama riazNo ratings yet
- 2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsDocument27 pages2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsshrinivasangtkNo ratings yet
- Lecture 14Document8 pagesLecture 14abuobidashihabNo ratings yet
- IJSTEV5I1037Document5 pagesIJSTEV5I1037Ömer AFACANNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Schmidt + Clemens: Weld Repair Practices in High Temperature MaterialsDocument46 pagesSchmidt + Clemens: Weld Repair Practices in High Temperature MaterialsmanojballaNo ratings yet
- Internship CorrectedDocument89 pagesInternship CorrectedDixith SalianNo ratings yet
- Microstructure SteelDocument7 pagesMicrostructure SteelL.A MangaNo ratings yet
- XIII. Effects - of - Carburization - Time - and - Temperature - On - TDocument7 pagesXIII. Effects - of - Carburization - Time - and - Temperature - On - THà ThắngNo ratings yet
- Heat Treatment of Base Materials and Welded Joints WWW - Mechshop.irDocument56 pagesHeat Treatment of Base Materials and Welded Joints WWW - Mechshop.irRizaNo ratings yet
- 03 - Magnesium and Magnesium Alloys PDFDocument49 pages03 - Magnesium and Magnesium Alloys PDFNavin ShuklaNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- M.tech FinalDocument43 pagesM.tech FinalRaghav AcharyaNo ratings yet
- Es23 12Document2 pagesEs23 12yeng botzNo ratings yet
- General Seminar Case HardeningDocument18 pagesGeneral Seminar Case HardeningSharath DargaNo ratings yet
- Gear Selection ThesisDocument13 pagesGear Selection ThesismastermechNo ratings yet
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaDocument23 pagesHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukNo ratings yet
- Technology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDocument31 pagesTechnology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDaniel NavarroNo ratings yet
- Maintenance and Repair Welding Training ModuleDocument59 pagesMaintenance and Repair Welding Training ModuleAtefNo ratings yet
- Reducing Die Soldering in Die Casting - NADCADocument33 pagesReducing Die Soldering in Die Casting - NADCAAntonio MagañaNo ratings yet
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Aluminium and Aluminium Alloys For B4T.ppt RevDocument50 pagesAluminium and Aluminium Alloys For B4T.ppt RevMohammad Zaki UsmanNo ratings yet
- 1st WeekDocument44 pages1st Weektugrul.tf51No ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- AH MergedDocument6 pagesAH MergedReginaldo SantosNo ratings yet
- 422 Steel DatasheetDocument2 pages422 Steel DatasheetKashif MohiuddinNo ratings yet
- Heat Treatment: Workshop Technology MME 1103Document12 pagesHeat Treatment: Workshop Technology MME 1103Murad Mahmoud Al-hidmiNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- Manpreet Et Al 2010Document12 pagesManpreet Et Al 2010manpreetNo ratings yet
- Maisuradze-Björk2021 Article MicrostructureAndMechanicalProDocument10 pagesMaisuradze-Björk2021 Article MicrostructureAndMechanicalProsaifbenNo ratings yet
- Corrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárováDocument6 pagesCorrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárovárachidradouaniNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Effect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyDocument5 pagesEffect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyEsteban Vasquez GiraldoNo ratings yet
- Life Improvementof HadfieldmanganesesteelcastingsDocument10 pagesLife Improvementof HadfieldmanganesesteelcastingsAdnanNo ratings yet
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachNo ratings yet
- W1 - 2 Lecture 1 - 2 Fe3C Digram and IT CCT Diagram PDFDocument61 pagesW1 - 2 Lecture 1 - 2 Fe3C Digram and IT CCT Diagram PDFYota KimireNo ratings yet
- Effect of Tempering Temperature On MechaDocument3 pagesEffect of Tempering Temperature On Mechadhani bux jamaliNo ratings yet
- ESAB Repair and Maintenance Welding HandbookDocument130 pagesESAB Repair and Maintenance Welding Handbookmalikscribd100% (3)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Progress Report On MachiningDocument15 pagesProgress Report On MachiningAchmad Nur HusainiNo ratings yet
- Lecture1.Atomic Structure & BondingDocument24 pagesLecture1.Atomic Structure & BondingAchmad Nur HusainiNo ratings yet
- The Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFDocument9 pagesThe Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFAchmad Nur HusainiNo ratings yet
- Experimental Mathematical and Finite Element AnalyDocument14 pagesExperimental Mathematical and Finite Element AnalyAchmad Nur HusainiNo ratings yet
- Modeling Thermal Expansion in Ansys: 6/24/2017 Alex Grishin, PHDDocument24 pagesModeling Thermal Expansion in Ansys: 6/24/2017 Alex Grishin, PHDAchmad Nur HusainiNo ratings yet
- Company Profile BMT NewDocument15 pagesCompany Profile BMT NewAchmad Nur HusainiNo ratings yet
- WWW Renewablesfirst - Co PDFDocument1 pageWWW Renewablesfirst - Co PDFAchmad Nur HusainiNo ratings yet
- The Holt-Winters Forecasting ProcedureDocument17 pagesThe Holt-Winters Forecasting ProcedureHimeko UshioNo ratings yet
- Simulation of Part2: No DataDocument10 pagesSimulation of Part2: No DataGOUAL SaraNo ratings yet
- Solar Eclipse SimulationDocument2 pagesSolar Eclipse SimulationKellyn McNamaraNo ratings yet
- CRM Business PartnerDocument25 pagesCRM Business PartnerShiva_1912No ratings yet
- Earthing ReportDocument8 pagesEarthing ReportkhandelwalaNo ratings yet
- Math Pp1 s.6 St. Mary - S Kitende 2020Document3 pagesMath Pp1 s.6 St. Mary - S Kitende 2020mungufeni amosNo ratings yet
- Introduction To Excel For DATA ANALYSTS Day-01Document8 pagesIntroduction To Excel For DATA ANALYSTS Day-01ErrY Florencia100% (1)
- Globalcad Landscape: Expert Software For Landscape Design and Land PlanningDocument2 pagesGlobalcad Landscape: Expert Software For Landscape Design and Land PlanningsmstefNo ratings yet
- Color and ValueDocument4 pagesColor and ValueBrody DukeNo ratings yet
- ComputationsDocument10 pagesComputationsFaye Nervanna Alecha AlferezNo ratings yet
- Full Probability and Statistics Degroot 3Rd Edition Solutions Manual PDF Docx Full Chapter ChapterDocument34 pagesFull Probability and Statistics Degroot 3Rd Edition Solutions Manual PDF Docx Full Chapter Chaptercrottleschalazalypg100% (27)
- Electrical Wiring and Circuit Diagram Fi-Fi Control SystemDocument16 pagesElectrical Wiring and Circuit Diagram Fi-Fi Control SystemDamithaNo ratings yet
- Transportation and Transhipment ProblemsDocument4 pagesTransportation and Transhipment Problemstejashraj93No ratings yet
- Configuring OSPF On Non-Broadcast NetworksDocument5 pagesConfiguring OSPF On Non-Broadcast NetworksWally RedsNo ratings yet
- Hero MotoCorpDocument17 pagesHero MotoCorpsai4sarath4mavuriNo ratings yet
- 1N1746ADocument2 pages1N1746AedgardomestreNo ratings yet
- Manual Set Constant (Signal Generator) : Function Code 2Document2 pagesManual Set Constant (Signal Generator) : Function Code 2Bapiraju Marri100% (1)
- Lesson Plan in Mathematics V Q3 COTDocument6 pagesLesson Plan in Mathematics V Q3 COTBRENDA SUBAANNo ratings yet
- Exercises For Great Hands & Fills: By: Pat PetrilloDocument14 pagesExercises For Great Hands & Fills: By: Pat PetrilloYoon Ji-hoonNo ratings yet
- Answer Key Computer Skills (CT 101) Book ActivitiesDocument10 pagesAnswer Key Computer Skills (CT 101) Book ActivitiesMOKHALLAD GHAWASNo ratings yet
- Fuzzy Logic Controlled Ćuk ConverterDocument5 pagesFuzzy Logic Controlled Ćuk ConverterNikolas BekarNo ratings yet
- db2 Perf Tune 115Document702 pagesdb2 Perf Tune 115TrurlScribd100% (1)
- Colleges For Masters in CSE (In India)Document21 pagesColleges For Masters in CSE (In India)Aritra BhattacharyyaNo ratings yet
- Lung Cancer Detection Using Machine LearningDocument24 pagesLung Cancer Detection Using Machine Learningsj647387No ratings yet
- Training Material - UMTS Admission Control ParametersDocument12 pagesTraining Material - UMTS Admission Control ParametersKhải Khà KhàNo ratings yet
- 2013ee0622 - Sirim QasDocument15 pages2013ee0622 - Sirim QasArun dasNo ratings yet