Download as pdf or txt
You might also like
- Biotechnology CTY Course SyllabusDocument9 pagesBiotechnology CTY Course SyllabusShay BlueNo ratings yet
- DIAGRID WAFFLE SLAB-Layout1Document1 pageDIAGRID WAFFLE SLAB-Layout1shriya joshi100% (3)
- Design of EthylbenzeneDocument5 pagesDesign of Ethylbenzenesahar vahdatifarNo ratings yet
- Effect of Temperature and Initial PH On Biohydrogen Production From Palm Oil Mill Ef Uent: Long-Term Evaluation and Microbial Community AnalysisDocument10 pagesEffect of Temperature and Initial PH On Biohydrogen Production From Palm Oil Mill Ef Uent: Long-Term Evaluation and Microbial Community AnalysisKA19 148 Asha NandhiniNo ratings yet
- ChemBioEng Reviews - 2017 - Mohsenzadeh - Bioethylene Production From Ethanol A Review and Techno Economical EvaluationDocument17 pagesChemBioEng Reviews - 2017 - Mohsenzadeh - Bioethylene Production From Ethanol A Review and Techno Economical EvaluationKashaf TehreemNo ratings yet
- Non-Catalytic Liquefaction of Microalgae in Sub and Supercritical AcetoneDocument28 pagesNon-Catalytic Liquefaction of Microalgae in Sub and Supercritical Acetonejosè CarhuapomaNo ratings yet
- 1 s2.0 S0360544218322072 MainDocument9 pages1 s2.0 S0360544218322072 MaincemilNo ratings yet
- Supercritical Carbon Dioxide Extraction of AndrogrDocument8 pagesSupercritical Carbon Dioxide Extraction of Androgrsusetya saptoadiNo ratings yet
- Polipropileno y Poliestireno InterezanteDocument9 pagesPolipropileno y Poliestireno InterezanteYamil Estevez MNo ratings yet
- Hydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingDocument4 pagesHydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingMazen OthmanNo ratings yet
- Suomi JChromatogrA2000 868-73-83Document12 pagesSuomi JChromatogrA2000 868-73-83Artem KulikovNo ratings yet
- Study of Nicotiana Tabacum L Extraction, by Methods of Liquid and Supercritical Fluid ExtractionDocument16 pagesStudy of Nicotiana Tabacum L Extraction, by Methods of Liquid and Supercritical Fluid ExtractionMohsenNo ratings yet
- Ethyl Benzene Plant DesignDocument31 pagesEthyl Benzene Plant DesignRohit Kakkar100% (14)
- Chemical Papers 2019Document7 pagesChemical Papers 2019Phuoc Cuong LeNo ratings yet
- Ethyl Benzene Plant DesignDocument45 pagesEthyl Benzene Plant DesignfaridzawiNo ratings yet
- A Comparative Study of Physical and Chemical Method For Separation Ofbenzoic Acid From Industrial Waste Stream 2090 4568 1000161Document11 pagesA Comparative Study of Physical and Chemical Method For Separation Ofbenzoic Acid From Industrial Waste Stream 2090 4568 1000161Zubair AslamNo ratings yet
- Dehydration of Ethanol To EthyleneDocument10 pagesDehydration of Ethanol To EthylenewiboonwiNo ratings yet
- Process Synthesis and Optimization of Propylene - Propane Separation Using Vapor Recompression and Self-Heat RecuperationDocument8 pagesProcess Synthesis and Optimization of Propylene - Propane Separation Using Vapor Recompression and Self-Heat RecuperationForcus onNo ratings yet
- Hexamine 1Document4 pagesHexamine 1Yousuck Donny ChandraNo ratings yet
- Yi Wei, Jijian Hong, Weirong Ji T: Full Length ArticleDocument6 pagesYi Wei, Jijian Hong, Weirong Ji T: Full Length ArticleGhimis Simona BiancaNo ratings yet
- Anaerobic TolueneDocument11 pagesAnaerobic TolueneEmiliano Rodriguez TellezNo ratings yet
- Activated Carbon From Bamboo and Banana Wood Fibers As Adsorbent Materials For The Removal of Oil SamplesDocument14 pagesActivated Carbon From Bamboo and Banana Wood Fibers As Adsorbent Materials For The Removal of Oil SamplesDilahanNo ratings yet
- Hermawan Prajitno, Hassan Zeb, Jongkeun Park, Changkook Ryu, Jaehoon KimDocument7 pagesHermawan Prajitno, Hassan Zeb, Jongkeun Park, Changkook Ryu, Jaehoon KimCarlos AlvarezNo ratings yet
- Munir 2018Document8 pagesMunir 2018Jesús BarónNo ratings yet
- A Simple Rapid Gas-Chromatography Flame-ionization-Detector (GC-FID) Method For The Determination of Ethanol From Fermentation ProcessesDocument5 pagesA Simple Rapid Gas-Chromatography Flame-ionization-Detector (GC-FID) Method For The Determination of Ethanol From Fermentation ProcessesLucas McNeaNo ratings yet
- Final Report Che231Document10 pagesFinal Report Che231nilamaziniNo ratings yet
- 10 1016@j Seppur 2020 117953Document8 pages10 1016@j Seppur 2020 117953nabeelkhaliq323No ratings yet
- Adv 21931Document7 pagesAdv 21931Giacomo AccomandoNo ratings yet
- Separation and Purification Technology: Antti Kurkijärvi, Juha Lehtonen, Juha LinnekoskiDocument8 pagesSeparation and Purification Technology: Antti Kurkijärvi, Juha Lehtonen, Juha Linnekoskisupercubos1No ratings yet
- Application of Sulfonated Carbon-Based Catalyst For The Furfuralproduction From D-Xylose and Xylan in A Microwave-Assisted BiphasicreactionDocument6 pagesApplication of Sulfonated Carbon-Based Catalyst For The Furfuralproduction From D-Xylose and Xylan in A Microwave-Assisted BiphasicreactionRokhain VilNo ratings yet
- Benzene Recovery 1Document12 pagesBenzene Recovery 1Student 80No ratings yet
- 1 s2.0 S254250481830006X MainDocument10 pages1 s2.0 S254250481830006X MainOana MariaNo ratings yet
- Complete Full Report - Project Design 2019 Sem IIDocument67 pagesComplete Full Report - Project Design 2019 Sem IIGua Hantu100% (1)
- ChemBioEng Reviews - 2017 - Mohsenzadeh - Bioethylene Production From Ethanol A Review and Techno Economical EvaluationDocument17 pagesChemBioEng Reviews - 2017 - Mohsenzadeh - Bioethylene Production From Ethanol A Review and Techno Economical EvaluationHossam M. Abd El RahmanNo ratings yet
- Hybrid Anoxic ReactorDocument7 pagesHybrid Anoxic ReactorThirumurugan PandiyanNo ratings yet
- 1 Monoethylene Glycol SynthesisDocument14 pages1 Monoethylene Glycol SynthesisOKORIENo ratings yet
- Glycidylation of ResorcinolDocument10 pagesGlycidylation of ResorcinolGanesh BabuNo ratings yet
- 1 s2.0 S0141022913000513 MainDocument5 pages1 s2.0 S0141022913000513 MainJaviera Moraga TorresNo ratings yet
- Glycolysis PET WasteDocument13 pagesGlycolysis PET Wasteankur2061No ratings yet
- Renewable Energy 91 (2016) 451-455Document5 pagesRenewable Energy 91 (2016) 451-455Sandro Gonzalez AriasNo ratings yet
- Nitroxyls - For - Scorch - Suppression - Cure - Control and Functionalisation in Free Radical Crosslinking of LDPEDocument12 pagesNitroxyls - For - Scorch - Suppression - Cure - Control and Functionalisation in Free Radical Crosslinking of LDPEAroop Ratan SenNo ratings yet
- Process Performance Evaluation of Intermittent-Continuous Stirred Tank Reactor For Anaerobic Hydrogen Fermentation With Kitchen WasteDocument10 pagesProcess Performance Evaluation of Intermittent-Continuous Stirred Tank Reactor For Anaerobic Hydrogen Fermentation With Kitchen WastenabilNo ratings yet
- Aspen Hysys Plastic PyrolysisDocument6 pagesAspen Hysys Plastic PyrolysishanaNo ratings yet
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- Enzyme and Microbial TechnologyDocument7 pagesEnzyme and Microbial TechnologyYovannyNo ratings yet
- Chemical Engineering Journal: R. Baccar, M. Sarrà, J. Bouzid, M. Feki, P. BlánquezDocument8 pagesChemical Engineering Journal: R. Baccar, M. Sarrà, J. Bouzid, M. Feki, P. BlánquezAndreamNo ratings yet
- Production of Bioethanol in A Second Generation Prototype From Pine Wood ChipsDocument10 pagesProduction of Bioethanol in A Second Generation Prototype From Pine Wood ChipsCrisPinosNo ratings yet
- Catalytic Dehydration of Bioethanol To EthyleneDocument7 pagesCatalytic Dehydration of Bioethanol To EthyleneAdhisya Salma KhairunnisaNo ratings yet
- Simulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionDocument10 pagesSimulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionhanaNo ratings yet
- Chinese Journal of Chemical Engineering: Mingyuan Hu, Hui TianDocument10 pagesChinese Journal of Chemical Engineering: Mingyuan Hu, Hui TianCassandra TanNo ratings yet
- Research Article: Removal of Ethanethiol Gas by Iron Oxide Porous Ceramsite Biotrickling FilterDocument10 pagesResearch Article: Removal of Ethanethiol Gas by Iron Oxide Porous Ceramsite Biotrickling FilterArsal MaqboolNo ratings yet
- Sereshti 2021Document7 pagesSereshti 2021Khang VõNo ratings yet
- New Process For Producing Epichlorohydrin Via Glycerol ChlorinationDocument7 pagesNew Process For Producing Epichlorohydrin Via Glycerol ChlorinationProton HutabaratNo ratings yet
- 1 s2.0 S0306261919313662 MainDocument16 pages1 s2.0 S0306261919313662 MainPravaNo ratings yet
- Eco-Friendly One Pot Synthesis of Coumarin Derivatives by Pechmann Condensation Using Tamarind Juice As A BiocatalystDocument4 pagesEco-Friendly One Pot Synthesis of Coumarin Derivatives by Pechmann Condensation Using Tamarind Juice As A BiocatalystInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Abdulrazzaq Et al-AIChE JournalDocument8 pagesAbdulrazzaq Et al-AIChE JournalTanvir AhmedNo ratings yet
- Journal of Industrial and Engineering Chemistry: Go-Woon Jung, Hee-Moon Kang, Byung-Soo ChunDocument4 pagesJournal of Industrial and Engineering Chemistry: Go-Woon Jung, Hee-Moon Kang, Byung-Soo ChunArif HidayatNo ratings yet
- Biohydrogen Production From Palm Oil Mill Effluent Pretreated by Chemical Methods Using Thermoanaerobacterium-Rich SludgeDocument8 pagesBiohydrogen Production From Palm Oil Mill Effluent Pretreated by Chemical Methods Using Thermoanaerobacterium-Rich SludgefransiscaNo ratings yet
- Separation of Pollutants From RestaurantDocument12 pagesSeparation of Pollutants From RestaurantFahmi IzzuddinNo ratings yet
- Two-Step Production of 13-Butadiene From EthanolDocument197 pagesTwo-Step Production of 13-Butadiene From EthanolSanchez JorgeNo ratings yet
- Nal2019 Article EugenolVanillin-derivedNovelTrDocument11 pagesNal2019 Article EugenolVanillin-derivedNovelTrananNo ratings yet
- Fungi and Lignocellulosic BiomassFrom EverandFungi and Lignocellulosic BiomassChristian P KubicekNo ratings yet
- Drying Oils and Related Products: U P, BASF Coatings AG, M Unster, Federal Republic of GermanyDocument16 pagesDrying Oils and Related Products: U P, BASF Coatings AG, M Unster, Federal Republic of GermanyShay BlueNo ratings yet
- Name of Student: CHE 406: Momentum Transfer: Solution Sheet (Page 1 of 5)Document5 pagesName of Student: CHE 406: Momentum Transfer: Solution Sheet (Page 1 of 5)Shay BlueNo ratings yet
- Fispol 5Document23 pagesFispol 5Shay BlueNo ratings yet
- Che 406: Momentum Transfer Pipe Flow Measurement (Friction Due To Meters)Document18 pagesChe 406: Momentum Transfer Pipe Flow Measurement (Friction Due To Meters)Shay BlueNo ratings yet
- Reviewer Final ExamDocument2 pagesReviewer Final ExamShay BlueNo ratings yet
- Certificate of Analysis: Brammer Standard Company, IncDocument4 pagesCertificate of Analysis: Brammer Standard Company, IncAli MohsinNo ratings yet
- PFP-241-2K SB: Polyfloor Primer Multipurpose SBDocument2 pagesPFP-241-2K SB: Polyfloor Primer Multipurpose SBDodi Tri Wibowo100% (1)
- Polypoxy FC (S)Document2 pagesPolypoxy FC (S)Alexi ALfred H. TagoNo ratings yet
- EnviroPeel StripperDocument3 pagesEnviroPeel StripperAhmed ElghmatiNo ratings yet
- Plastic Waste Management: Student Seminar PresentationDocument23 pagesPlastic Waste Management: Student Seminar PresentationMOHD ASHIFNo ratings yet
- STLE2017 Synthetics HydraulicsDocument58 pagesSTLE2017 Synthetics HydraulicsJako MishyNo ratings yet
- C Purlin Data SheetDocument6 pagesC Purlin Data SheetAkhil VNNo ratings yet
- Project Report TemplateDocument49 pagesProject Report TemplateAll about Nature beauty and foodNo ratings yet
- Instant Download Essentials of Statistics 5th Edition Triola Test Bank PDF Full ChapterDocument33 pagesInstant Download Essentials of Statistics 5th Edition Triola Test Bank PDF Full Chapterbrianhue3zqkp100% (12)
- Cotton Fibers: De-Linting & ModificationDocument18 pagesCotton Fibers: De-Linting & ModificationRashedul IslamNo ratings yet
- Quarters 3 and 4 LM (FINAL) 2 PDFDocument116 pagesQuarters 3 and 4 LM (FINAL) 2 PDFNurhaisa SaliNo ratings yet
- SN Lubricant Base Oils tcm14-19220dwDocument1 pageSN Lubricant Base Oils tcm14-19220dwEngr KamalNo ratings yet
- Perimeter Fence R3Document1 pagePerimeter Fence R3Arjay ArzadonNo ratings yet
- Chart Móc Trái Tim Ôm NhauDocument12 pagesChart Móc Trái Tim Ôm NhauHeir ĐàNo ratings yet
- ClassroomDocument1 pageClassroomItz IvyNo ratings yet
- Aeroshell Fluid 61Document2 pagesAeroshell Fluid 61Jorge MartinsNo ratings yet
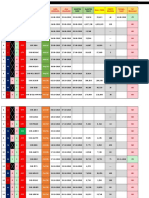
- CPWD, SDG, Chennai Approval 4Document4 pagesCPWD, SDG, Chennai Approval 4Guru Prasath100% (1)
- Agrotextiles: Submitted By: Hema Upadhayay I.D:34594 Dept. of Clothing and TextilesDocument31 pagesAgrotextiles: Submitted By: Hema Upadhayay I.D:34594 Dept. of Clothing and Textilesদীপ্তি হুমাইরাNo ratings yet
- Inspection Manual 2009: Luxfer Carbon Composite CylindersDocument44 pagesInspection Manual 2009: Luxfer Carbon Composite CylindersGOLDEN CNG TESTING CENTRENo ratings yet
- Metallic-Coated Steel Wire For Chain-Link Fence FabricDocument3 pagesMetallic-Coated Steel Wire For Chain-Link Fence FabricDoug WilsonNo ratings yet
- SW II - Unit 1 Checklist Preparation Notes by SBDocument5 pagesSW II - Unit 1 Checklist Preparation Notes by SBRutika RautNo ratings yet
- Welding and Hot Work English QuizDocument5 pagesWelding and Hot Work English QuizUmair SohailNo ratings yet
- SKB RecordDocument92 pagesSKB RecordYawar Ali0% (1)
- Appendix ThermodynamicsDocument50 pagesAppendix ThermodynamicsRiteshMandaliyaNo ratings yet
- Differenze Tra Le Varie PVD TecniquesDocument3 pagesDifferenze Tra Le Varie PVD TecniquesdavNo ratings yet
- CH 2 Sci. Class 10Document4 pagesCH 2 Sci. Class 10vishwas latherNo ratings yet
- Monitored Butterfly Valve - GroovedDocument1 pageMonitored Butterfly Valve - GroovedAsly Siccha Santos100% (1)
- Lubricant Base Stocks: OutlineDocument23 pagesLubricant Base Stocks: OutlineJahmia Coralie100% (1)