Download as pdf or txt
You might also like
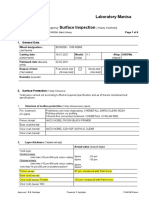
- Laboratory Manisa Test Report Surface Inspection: 1. General DataDocument6 pagesLaboratory Manisa Test Report Surface Inspection: 1. General Dataferhat aydoganNo ratings yet
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- Production of Formaldehyde From MethanolDocument200 pagesProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- Synthesis of A Diazo DyeDocument8 pagesSynthesis of A Diazo DyeLucas Man100% (1)
- The Microstructure and PrecipitationDocument4 pagesThe Microstructure and PrecipitationDACAMOGO DCMGNo ratings yet
- Effect of Niobium Addition On Microstructure and Mechanical Properties of Fe-7Al-0.35C Low Density SteelDocument13 pagesEffect of Niobium Addition On Microstructure and Mechanical Properties of Fe-7Al-0.35C Low Density SteelMarina PiermannNo ratings yet
- Effects of Ti Addition To Sn-Ag and Sn-Cu Solders PDFDocument6 pagesEffects of Ti Addition To Sn-Ag and Sn-Cu Solders PDFeid elsayedNo ratings yet
- Continuous Current Test On MV Switchgear and Controlgear: An Assessment in Respect of Contacts and ConnectionsDocument13 pagesContinuous Current Test On MV Switchgear and Controlgear: An Assessment in Respect of Contacts and Connectionskhanhnd.hwNo ratings yet
- Effect of Acetone/Isopropanol As Solvent Tio Active Flux On Penetration Characteristics Activated Tungsten Inert Gas Welding Incoloy 825Document9 pagesEffect of Acetone/Isopropanol As Solvent Tio Active Flux On Penetration Characteristics Activated Tungsten Inert Gas Welding Incoloy 825Sinatrya Azali AryadhaniNo ratings yet
- AL Si CuDocument7 pagesAL Si CuRiedl LaurentiuNo ratings yet
- Optimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt IndustryDocument7 pagesOptimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt Industryenrico susantoNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- 1 s2.0 S0013468611006918 MainDocument6 pages1 s2.0 S0013468611006918 Mainla sourceNo ratings yet
- 1+noviandari Corrosion+Rate+of+Anodized+AA+7075-T651Document8 pages1+noviandari Corrosion+Rate+of+Anodized+AA+7075-T651alphana fitrohNo ratings yet
- Optimization of Spheroidized Annealing Process Parameters On AISI 10B21 Steel Wire Using Taguchi ApproachDocument4 pagesOptimization of Spheroidized Annealing Process Parameters On AISI 10B21 Steel Wire Using Taguchi ApproachTanzil ZaidiNo ratings yet
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003No ratings yet
- Improved Protection Against Corrosion of Galvanized Steel Embedded in Alkali-Activated ConcreteDocument11 pagesImproved Protection Against Corrosion of Galvanized Steel Embedded in Alkali-Activated ConcreteJHON WILMAR CARDENAS PULIDONo ratings yet
- Aluminum Alloy Anode Materials For Li-Ion BatterieDocument6 pagesAluminum Alloy Anode Materials For Li-Ion BatteriePradeep KumarNo ratings yet
- Artigo 2Document7 pagesArtigo 2Kawan BartrasNo ratings yet
- Tensile-properties-and-deformation-mechanisms-of-nim_2021_Materials-Science-Document10 pagesTensile-properties-and-deformation-mechanisms-of-nim_2021_Materials-Science-Amany KhaledNo ratings yet
- Buso 1997Document6 pagesBuso 1997Saif EvonyNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Braun o Vic 2004Document7 pagesBraun o Vic 2004subidubi99No ratings yet
- The Electrical Resistivity of Partially Crystalline Zrcual Metallic GlassesDocument4 pagesThe Electrical Resistivity of Partially Crystalline Zrcual Metallic GlassesamraNo ratings yet
- Comparison of The Structural and Electrochemic MNMC FAMDocument10 pagesComparison of The Structural and Electrochemic MNMC FAMadalid contrerasNo ratings yet
- Qin2015 Article CorrosionBehaviorOfTheFrictionDocument12 pagesQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNo ratings yet
- Electron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalDocument4 pagesElectron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalKalyan KumarNo ratings yet
- Galvanostatic and Microscopic Studies of Nodulation During Copper ElectrolysisDocument9 pagesGalvanostatic and Microscopic Studies of Nodulation During Copper ElectrolysisNidhiNo ratings yet
- High Frequency Fatigue Test of IN 718 Alloy - MicrDocument5 pagesHigh Frequency Fatigue Test of IN 718 Alloy - MicrRoNimportequoiNo ratings yet
- Schiavi Electrochemical-Synthesis 2019Document8 pagesSchiavi Electrochemical-Synthesis 2019kkamolvisitNo ratings yet
- Electrochemical Impedance Models For Molten Salt Corrosion: C.L. Zeng, W. Wang, W.T. WuDocument15 pagesElectrochemical Impedance Models For Molten Salt Corrosion: C.L. Zeng, W. Wang, W.T. WuVictor SabNo ratings yet
- OCP TestDocument7 pagesOCP TestlandimarduarteNo ratings yet
- Thermo-Chemistry of Non-Metallic Inclusions in Ductile Iron: ArticleDocument15 pagesThermo-Chemistry of Non-Metallic Inclusions in Ductile Iron: ArticleMonish KumarNo ratings yet
- Effects of ZR Content On Microstructure and Corrosion Resistance of Ti-30Nb-Zr Casting Alloys For Biomedical ApplicationsDocument9 pagesEffects of ZR Content On Microstructure and Corrosion Resistance of Ti-30Nb-Zr Casting Alloys For Biomedical ApplicationsYesika VidualNo ratings yet
- Laser Beam Direct Energy Deposition of Graded Austenitic-To-Martensitic Steel Junctions Compared To Dissimilar Electron Beam WeldingDocument19 pagesLaser Beam Direct Energy Deposition of Graded Austenitic-To-Martensitic Steel Junctions Compared To Dissimilar Electron Beam WeldingwangpengstpNo ratings yet
- Superalloys 1991 509 517Document9 pagesSuperalloys 1991 509 517Sagar DeshpandeNo ratings yet
- Effect of Phase Transformation On Corrosion Behaviour of Zn-22Al AlloysDocument10 pagesEffect of Phase Transformation On Corrosion Behaviour of Zn-22Al AlloysAlex GarciaNo ratings yet
- Effects of Furnace Atmosphere On The Post-Anneal Adhesion Capability of Insulation Coating To Electrical Steel SubstratesDocument12 pagesEffects of Furnace Atmosphere On The Post-Anneal Adhesion Capability of Insulation Coating To Electrical Steel SubstratesJJNo ratings yet
- Precipitation Strengthening and Corrosion Behaviour of A 6061 Al-Mg-Si-Cu AlloyDocument10 pagesPrecipitation Strengthening and Corrosion Behaviour of A 6061 Al-Mg-Si-Cu AlloyBadal SinghNo ratings yet
- 331-JMES-3082-Ben Nasr 2017Document7 pages331-JMES-3082-Ben Nasr 2017Alex GarciaNo ratings yet
- Performance Analysis of WDM PON and ROF Technology in Optical Communication Based On FBGDocument6 pagesPerformance Analysis of WDM PON and ROF Technology in Optical Communication Based On FBGInnovative Research PublicationsNo ratings yet
- ISIPublication TNMSCDocument8 pagesISIPublication TNMSCJH ShinNo ratings yet
- Corrosion, 52, 8, 609-617, 1996, ATR, P. Castro Et AlDocument9 pagesCorrosion, 52, 8, 609-617, 1996, ATR, P. Castro Et AlferNo ratings yet
- 01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6Document12 pages01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6hamidouNo ratings yet
- Electrochemical Behavior of Corrosion Resistance of X65/Inconel 625 Welded JointsDocument11 pagesElectrochemical Behavior of Corrosion Resistance of X65/Inconel 625 Welded JointsÉlida AlvesNo ratings yet
- Corrosion Resistance and Microstructure of Electrodeposited Nickel - Cobalt Alloy CoatingsDocument10 pagesCorrosion Resistance and Microstructure of Electrodeposited Nickel - Cobalt Alloy CoatingsHaydee VNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- Binder 1Document8 pagesBinder 1raviteja tankalaNo ratings yet
- PeerJournal 66Document8 pagesPeerJournal 66MARCELO BetucciNo ratings yet
- Lichioiu IDocument6 pagesLichioiu ICristina MaierNo ratings yet
- Wei EconomicoDocument6 pagesWei EconomicodiomiraNo ratings yet
- Xiao2013 Article MicrostructureAndPropertiesOfCDocument6 pagesXiao2013 Article MicrostructureAndPropertiesOfCShivansh MishraNo ratings yet
- Anod 7075-T6Document7 pagesAnod 7075-T6Son NguyenNo ratings yet
- Materiais2009Lisboa5 8aprilDocument7 pagesMateriais2009Lisboa5 8aprilJasbir ChaudharyNo ratings yet
- Metals-09-00939 OKDocument14 pagesMetals-09-00939 OKRebeca Francis Moran CamposNo ratings yet
- Effects of Microalloying Elements On Mechanical Properties of Reinforcing BarsDocument6 pagesEffects of Microalloying Elements On Mechanical Properties of Reinforcing BarsHany KhalifaNo ratings yet
- The Heat Treatment Analysis of E110 Case HardeningDocument10 pagesThe Heat Treatment Analysis of E110 Case HardeningGuussttNo ratings yet
- A Comparative Electro-Mechanical Characterization of Tin-Lead Solder With Equal ProportionDocument6 pagesA Comparative Electro-Mechanical Characterization of Tin-Lead Solder With Equal ProportionAmitav BaruaNo ratings yet
- Electric Glass MelterDocument36 pagesElectric Glass MelterFranck DuboisNo ratings yet
- Materials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangDocument5 pagesMaterials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangAntonio Alonso Diaz ArriagaNo ratings yet
- Influence of Clad Metal Chemistry On Stress CorrosDocument6 pagesInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikNo ratings yet
- Creep Behavior of Eutectic 80Au20Sn Solder Alloy PDFDocument4 pagesCreep Behavior of Eutectic 80Au20Sn Solder Alloy PDFeid elsayedNo ratings yet
- Corrosion Behaviour of Tinplate in SynthDocument11 pagesCorrosion Behaviour of Tinplate in SynthdouslasNo ratings yet
- Hand Out To Borbet GMBH: Coating Adhesion TestDocument8 pagesHand Out To Borbet GMBH: Coating Adhesion Testferhat aydoganNo ratings yet
- Surface Vehicle Recommended PracticeDocument12 pagesSurface Vehicle Recommended Practiceferhat aydogan100% (1)
- Serpantin Tünel DökümDocument6 pagesSerpantin Tünel Dökümferhat aydoganNo ratings yet
- Study of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7MgDocument5 pagesStudy of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7Mgferhat aydoganNo ratings yet
- Microsegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg AlloysDocument7 pagesMicrosegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg Alloysferhat aydoganNo ratings yet
- Sub-Liquidus Casting (SLC) - Total Materia ArticleDocument1 pageSub-Liquidus Casting (SLC) - Total Materia Articleferhat aydoganNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2008/0060779 A1Document5 pagesPatent Application Publication (10) Pub. No.: US 2008/0060779 A1ferhat aydoganNo ratings yet
- The Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium AlloyDocument4 pagesThe Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium Alloyferhat aydoganNo ratings yet
- Effect of T6 Heat Treatment Parameters On TechnoloDocument6 pagesEffect of T6 Heat Treatment Parameters On Technoloferhat aydoganNo ratings yet
- Effect of Process Parameters On Distortion and Residual StressDocument11 pagesEffect of Process Parameters On Distortion and Residual Stressferhat aydoganNo ratings yet
- Dwivedi2018 Article RetractionNoteEffectsOfRollerBDocument1 pageDwivedi2018 Article RetractionNoteEffectsOfRollerBferhat aydoganNo ratings yet
- A Novel Approach To Blistering Problem Observed in Aluminium AlloysDocument8 pagesA Novel Approach To Blistering Problem Observed in Aluminium Alloysferhat aydoganNo ratings yet
- Din en Iso 16925Document22 pagesDin en Iso 16925ferhat aydoganNo ratings yet
- Solid Fraction Determination Via DSC Analysis: SolidificazioneDocument6 pagesSolid Fraction Determination Via DSC Analysis: Solidificazioneferhat aydoganNo ratings yet
- High-Strength Aluminium Alloys and Their Use in Foundry IndustryDocument7 pagesHigh-Strength Aluminium Alloys and Their Use in Foundry Industryferhat aydoganNo ratings yet
- Accuracy Check Sheet For Testing EquipmentDocument2 pagesAccuracy Check Sheet For Testing Equipmentferhat aydoganNo ratings yet
- Order of The TESTING CONDITION TABLEDocument2 pagesOrder of The TESTING CONDITION TABLEferhat aydoganNo ratings yet
- Wöhler Diagram SampleDocument9 pagesWöhler Diagram Sampleferhat aydoganNo ratings yet
- Oferta Pesticide MACRO - FITOFARMACII 21.11.2019Document6 pagesOferta Pesticide MACRO - FITOFARMACII 21.11.2019Fănel BădiciNo ratings yet
- PVC Thermoplastic Fire Hose Pipe Isi Mark 12585 PDFDocument2 pagesPVC Thermoplastic Fire Hose Pipe Isi Mark 12585 PDFNikhil RajanNo ratings yet
- Petrol Vs Diesel CarsDocument13 pagesPetrol Vs Diesel CarsSumitAggarwalNo ratings yet
- Vedacit Waterproofings PDFDocument216 pagesVedacit Waterproofings PDFLuciano Lopes SimõesNo ratings yet
- JC H2 Chemistry Prelim PapersDocument13 pagesJC H2 Chemistry Prelim Paperschong56No ratings yet
- MAN0011181 Coomassie Bradford Protein Asy UGDocument10 pagesMAN0011181 Coomassie Bradford Protein Asy UGfarhanms80No ratings yet
- Extraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFDocument5 pagesExtraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFFerudun AkyolNo ratings yet
- Usp-Nf - 661.2 - Sistemas de Envases Plásticos para Uso FarmacéuticoDocument6 pagesUsp-Nf - 661.2 - Sistemas de Envases Plásticos para Uso FarmacéuticoEliza LosadaNo ratings yet
- Hydrocarbons - Types, Classification, Properties, Preparation, UsesDocument26 pagesHydrocarbons - Types, Classification, Properties, Preparation, UsesAnand GautamNo ratings yet
- E 75 - 76 R96 - RTC1Document7 pagesE 75 - 76 R96 - RTC1nasryudiinNo ratings yet
- Sulfrex 1Document36 pagesSulfrex 1skeckdy100% (1)
- Refinery Brochure PDFDocument5 pagesRefinery Brochure PDFmacholdingsNo ratings yet
- MSDS HMR PDFDocument3 pagesMSDS HMR PDFAsma HanifahNo ratings yet
- PFI Filtration String Wound Filter Cartridges Data SheetDocument1 pagePFI Filtration String Wound Filter Cartridges Data Sheetbennypartono407No ratings yet
- Separating - Materials - Booklet MeDocument14 pagesSeparating - Materials - Booklet Mecarrie929ukNo ratings yet
- Chlorine (Free or Total) Manual For Test Kits CN-70, CN-70F, CN-70TDocument6 pagesChlorine (Free or Total) Manual For Test Kits CN-70, CN-70F, CN-70TDemétrius Ivo FernandesNo ratings yet
- Isaac Jayzon Machate Don Miguel Averilla John Bernard Magtinguha Earl Vincent Allurin Ervic NamindangDocument70 pagesIsaac Jayzon Machate Don Miguel Averilla John Bernard Magtinguha Earl Vincent Allurin Ervic NamindangJulius IdelloNo ratings yet
- Study of Physicochemical Parameters Affecting The Release of Diclofenac Sodium From Lipophilic Matrix TabletsDocument18 pagesStudy of Physicochemical Parameters Affecting The Release of Diclofenac Sodium From Lipophilic Matrix TabletsBechchar HichamNo ratings yet
- Preparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterDocument11 pagesPreparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterCamila NevesNo ratings yet
- Kong Long Huat Chemicals SDN BHD MSDS - Hydrogen Peroxide 50%, BI GHSDocument20 pagesKong Long Huat Chemicals SDN BHD MSDS - Hydrogen Peroxide 50%, BI GHSngpp.purc01No ratings yet
- 180 EutecRodDocument4 pages180 EutecRodMohamed AdelNo ratings yet
- Astm D6038 - 2014Document4 pagesAstm D6038 - 2014alferedNo ratings yet
- MCX Margin 03.09Document6 pagesMCX Margin 03.09PANKAJ SHETENo ratings yet
- Lab Report - Measurement of PH and Determination of The Acetic Acid Content of Vinegar.Document7 pagesLab Report - Measurement of PH and Determination of The Acetic Acid Content of Vinegar.bagullNo ratings yet
- Physical and Physico Chemical Processes: 3.1. Material Preparation For Physical SeparationDocument1 pagePhysical and Physico Chemical Processes: 3.1. Material Preparation For Physical SeparationFatichatul Chusna IINo ratings yet
- Training Cooling Water Handout For OperatorDocument33 pagesTraining Cooling Water Handout For Operatordikha haryantoNo ratings yet
- FJ Hydraulic Seals Rod Part (Vedação Haste)Document120 pagesFJ Hydraulic Seals Rod Part (Vedação Haste)SérgioTeixeiraAraújoNo ratings yet