Download as pdf or txt
You might also like
- Mid Term Exam in ClassDocument34 pagesMid Term Exam in Classaliza tharaniNo ratings yet
- Chapter 6 Test BankDocument49 pagesChapter 6 Test BankMIKASA100% (1)
- Chapter 4 Spoilage & ReworkDocument11 pagesChapter 4 Spoilage & ReworkyebegashetNo ratings yet
- Cell2Cell Churn Modeling and Analysis: Group 8Document13 pagesCell2Cell Churn Modeling and Analysis: Group 8Yiyang WangNo ratings yet
- 2015 - Rubinger - Counting Techniques To Improve Accuracy in The Warehouse - WMSDocument5 pages2015 - Rubinger - Counting Techniques To Improve Accuracy in The Warehouse - WMSGeanella GarciaNo ratings yet
- Chap 12 SolnDocument13 pagesChap 12 SolnggleichgesinntenNo ratings yet
- Online Fraud DetectionDocument22 pagesOnline Fraud Detectionfarahzayani82No ratings yet
- Materials Management ExamDocument15 pagesMaterials Management ExamDinuNo ratings yet
- Chapter 3Document24 pagesChapter 3Carmelie CumigadNo ratings yet
- Credit Card Fraud Detection: Submitted byDocument11 pagesCredit Card Fraud Detection: Submitted bysilvaNo ratings yet
- Verity Automated Inventory Tracking Whitepaper 14032023Document11 pagesVerity Automated Inventory Tracking Whitepaper 14032023Alexandre HaverbekeNo ratings yet
- Using Data To Drive OTIF and Retail Compliance SuccessDocument26 pagesUsing Data To Drive OTIF and Retail Compliance SuccessShivshankar HondeNo ratings yet
- QM Assignment - FinalDocument9 pagesQM Assignment - FinalRajiv DubeyNo ratings yet
- Management Control SystemDocument9 pagesManagement Control SystemAyushi JalanNo ratings yet
- Chapter 11 - AnswerDocument14 pagesChapter 11 - Answerlooter198100% (1)
- Soal Asistensi AB Pertemuan 9Document3 pagesSoal Asistensi AB Pertemuan 9Yusuf FadhillahNo ratings yet
- Silo - Tips - White Paper Hospitality Textile Life Loss and ReplacementDocument14 pagesSilo - Tips - White Paper Hospitality Textile Life Loss and ReplacementEL WAZANI TSHNo ratings yet
- Medical Technologies Corporation SCM StrategyDocument9 pagesMedical Technologies Corporation SCM StrategyJeet CNo ratings yet
- Week9 Cost of Quality2015Document63 pagesWeek9 Cost of Quality2015Awang R PratamaNo ratings yet
- Cost Concept, Terminologies and BehaviorDocument8 pagesCost Concept, Terminologies and BehaviorANDREA NICOLE DE LEONNo ratings yet
- Water Fraud REPORTDocument63 pagesWater Fraud REPORTjyothibg0% (2)
- Abc 2018Document12 pagesAbc 2018vicent laurianNo ratings yet
- Project 4 Data Mining Final v2Document19 pagesProject 4 Data Mining Final v2Tina100% (1)
- The Ultimate Guide To Anomaly Detection: Key Use Cases, Techniques, and Autoencoder Machine Learning ModelsDocument9 pagesThe Ultimate Guide To Anomaly Detection: Key Use Cases, Techniques, and Autoencoder Machine Learning ModelsClément MoutardNo ratings yet
- Chapter 5 (Activity-Based Costing) Video: Overhead To Products Based On Direct Labor, With Labor Being A Measure ofDocument8 pagesChapter 5 (Activity-Based Costing) Video: Overhead To Products Based On Direct Labor, With Labor Being A Measure ofMhekai SuarezNo ratings yet
- Break-Even Point and Cost-Volume-Profit Analysis: QuestionsDocument39 pagesBreak-Even Point and Cost-Volume-Profit Analysis: QuestionsElijah MontefalcoNo ratings yet
- Activity Percentage of Time: Unloading 40% Counting 25 Inspecting 35Document9 pagesActivity Percentage of Time: Unloading 40% Counting 25 Inspecting 35Alia ShabbirNo ratings yet
- Chapter 4 SpoilageDocument9 pagesChapter 4 SpoilageKid bNo ratings yet
- Automated Cashier - IbmDocument8 pagesAutomated Cashier - IbmRajsukh MohantyNo ratings yet
- WP Assignment Week 5 AMLDocument8 pagesWP Assignment Week 5 AMLIndahna SulfaNo ratings yet
- Cost Allocation & ABCDocument30 pagesCost Allocation & ABCEjaz AhmadNo ratings yet
- Mistake ProofingDocument38 pagesMistake ProofingkotharideepNo ratings yet
- ACCA F5 Course Notes PDFDocument330 pagesACCA F5 Course Notes PDFAmanda7100% (1)
- Unit 3 - Accounting For Overheads (Students)Document28 pagesUnit 3 - Accounting For Overheads (Students)Ceila FerronNo ratings yet
- Homework - Inventory ManagementDocument7 pagesHomework - Inventory ManagementShinji100% (1)
- Business Case Development For Credit and Debit Card Fraud Re - Scoring Models by Kurt Gutzmann PDFDocument15 pagesBusiness Case Development For Credit and Debit Card Fraud Re - Scoring Models by Kurt Gutzmann PDFgong688665No ratings yet
- WMS ROI Calculator - LogiwaDocument11 pagesWMS ROI Calculator - LogiwaJose De LeonNo ratings yet
- Lec5 CostBehaviorDocument23 pagesLec5 CostBehaviornathan panNo ratings yet
- L 3: V - R (VAR) II: Ecture Alue AT ISKDocument2 pagesL 3: V - R (VAR) II: Ecture Alue AT ISKTara GillNo ratings yet
- Team 4 - Case Study - Part 4 AnalysisDocument5 pagesTeam 4 - Case Study - Part 4 AnalysisSudharshni BalasubramaniyamNo ratings yet
- System Dynamics I: The Toolbox: Center For Transportation & LogisticsDocument48 pagesSystem Dynamics I: The Toolbox: Center For Transportation & LogisticsAreeba MushtaqNo ratings yet
- Glosar LogisticaDocument96 pagesGlosar LogisticaMariuta MariaNo ratings yet
- Accounting in A Nutshell 10: Activity-Based Costing (ABC)Document3 pagesAccounting in A Nutshell 10: Activity-Based Costing (ABC)Business Expert PressNo ratings yet
- Bank Fraud Detection ProjectDocument30 pagesBank Fraud Detection Projectarunkumarr9791No ratings yet
- Credit Card Fraud Detection 1Document38 pagesCredit Card Fraud Detection 1Thành Đạt NguyễnNo ratings yet
- 1 - Cost BehaviorDocument7 pages1 - Cost BehaviormarcusforteNo ratings yet
- CH 4Document10 pagesCH 4Abrha Giday0% (1)
- 9_Session 9- Visualizing Model Performance, Evidence and ProbabilitiesDocument37 pages9_Session 9- Visualizing Model Performance, Evidence and ProbabilitiesMuhammad Yazid Al-KaafiNo ratings yet
- Chapter 3 - Activity Based Costing (ABC)Document15 pagesChapter 3 - Activity Based Costing (ABC)Jeremiah NcubeNo ratings yet
- Fundamentals of Operations Management: University of Central Punjab, LahoreDocument24 pagesFundamentals of Operations Management: University of Central Punjab, LahoreMalik UmerNo ratings yet
- Commercial Paper Company NarrativeDocument4 pagesCommercial Paper Company NarrativeShuo LuNo ratings yet
- Chapter 3 Risk ManagementDocument38 pagesChapter 3 Risk ManagementJean Pierre Naaman100% (1)
- OC Curves, SQC in Services, EtcDocument23 pagesOC Curves, SQC in Services, Etcpall2027No ratings yet
- Cycle Count - Wikipedia, The Free EncyclopediaDocument3 pagesCycle Count - Wikipedia, The Free Encyclopediasheetal7inNo ratings yet
- Ultimate Managed Services Pricing Guide 1Document10 pagesUltimate Managed Services Pricing Guide 1Rizwan ButtNo ratings yet
- Presentación Riesgos de LiquidezDocument21 pagesPresentación Riesgos de LiquidezPiero Martin LeónNo ratings yet
- Financial'Market'Analysis' (Fmax) Module'7: Introduction To Risk ManagementDocument37 pagesFinancial'Market'Analysis' (Fmax) Module'7: Introduction To Risk ManagementSuyash AgrawalNo ratings yet
- Life-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksFrom EverandLife-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksNo ratings yet
- KANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)From EverandKANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)No ratings yet
- Automatic Guided Vehicles (Agv) - Elements & System Considerations2Document14 pagesAutomatic Guided Vehicles (Agv) - Elements & System Considerations2Wadih AssouadNo ratings yet
- Megatrends Impacting Fashion - Apparel Supply Chain & Distribution - Leverage Your Distribution Network To Enable A Competitive Advantage!Document11 pagesMegatrends Impacting Fashion - Apparel Supply Chain & Distribution - Leverage Your Distribution Network To Enable A Competitive Advantage!Wadih AssouadNo ratings yet
- Scalable Solutions For E-Commerce Fulfillment and Growth: Q&A With Renowned Intralogistics ExpertDocument9 pagesScalable Solutions For E-Commerce Fulfillment and Growth: Q&A With Renowned Intralogistics ExpertWadih AssouadNo ratings yet
- Why Automate?: Automate To Increase ProfitsDocument8 pagesWhy Automate?: Automate To Increase ProfitsWadih AssouadNo ratings yet
- Automation The Practical ConsiderationsDocument15 pagesAutomation The Practical ConsiderationsWadih AssouadNo ratings yet
- Order Picking GuideDocument9 pagesOrder Picking GuideWadih AssouadNo ratings yet
- Defining The Perfect OrderDocument4 pagesDefining The Perfect OrderWadih AssouadNo ratings yet
- 2020 Order Fulfillment Challenges, Trends and Solutions: Research ReportDocument13 pages2020 Order Fulfillment Challenges, Trends and Solutions: Research ReportWadih AssouadNo ratings yet
- MMH Ecommerce Research Brief - Final - 2020Document12 pagesMMH Ecommerce Research Brief - Final - 2020Wadih AssouadNo ratings yet
- Six Steps To Optimized Order Fulfillment: White PaperDocument12 pagesSix Steps To Optimized Order Fulfillment: White PaperWadih AssouadNo ratings yet
- Maximizing Warehouse Space Utilization: With High-Density Vertical StorageDocument8 pagesMaximizing Warehouse Space Utilization: With High-Density Vertical StorageWadih AssouadNo ratings yet
- Shuttle XP Vertical Li Dule: What Is A VLM?Document1 pageShuttle XP Vertical Li Dule: What Is A VLM?Wadih AssouadNo ratings yet
- 7 Key Warehouse ProcessesDocument24 pages7 Key Warehouse ProcessesWadih AssouadNo ratings yet
- Megamat Rs Quick FactsDocument1 pageMegamat Rs Quick FactsWadih AssouadNo ratings yet
- LR 35 Vertical Buffer Module: Technical Info For LR35Document1 pageLR 35 Vertical Buffer Module: Technical Info For LR35Wadih AssouadNo ratings yet
- WMS Vs WES Vs WCSDocument6 pagesWMS Vs WES Vs WCSWadih AssouadNo ratings yet
- And Inventory Replenishment.: Automate Order PickingDocument13 pagesAnd Inventory Replenishment.: Automate Order PickingWadih AssouadNo ratings yet
- Strategic Warehouse Design: The Do'S and Don'Ts of PlanningDocument7 pagesStrategic Warehouse Design: The Do'S and Don'Ts of PlanningWadih AssouadNo ratings yet
- Test 1 CH 134Document127 pagesTest 1 CH 134Mahesh SilwalNo ratings yet
- Newport 1830C ManualDocument71 pagesNewport 1830C ManualKishin SamaNo ratings yet
- Capacity Planning StrategiesDocument14 pagesCapacity Planning StrategiesAbegiel MendozaNo ratings yet
- 04 ABSORPTION AND VARIABLE COSTING - Rev23 24Document4 pages04 ABSORPTION AND VARIABLE COSTING - Rev23 24Kyn RusselNo ratings yet
- Statistical Process Control Implimentation For Process Optimization and Better QualityDocument4 pagesStatistical Process Control Implimentation For Process Optimization and Better QualityVIki RaiNo ratings yet
- Hotel Marketing PlanDocument24 pagesHotel Marketing PlanRochelle Matibag Abel OrtegaNo ratings yet
- Gap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamDocument14 pagesGap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamMayur ParvaniNo ratings yet
- Howto Createand Sustaina Lean Culture TJ2010Document7 pagesHowto Createand Sustaina Lean Culture TJ2010Nasir Uddin SharifNo ratings yet
- Course Structure: BBA Logistics and Supply Chain ManagementDocument2 pagesCourse Structure: BBA Logistics and Supply Chain ManagementsanzitNo ratings yet
- PT SampoernaDocument13 pagesPT SampoernafahrulhidayatNo ratings yet
- Jasmine Arora - Minor Project-NetflixDocument66 pagesJasmine Arora - Minor Project-Netflixrajnichopra1969No ratings yet
- BWP SFS Metal and SteelDocument16 pagesBWP SFS Metal and Steelnerz8830No ratings yet
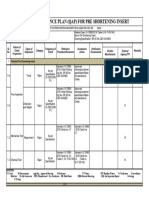
- Pre Shortening Insert QAPDocument1 pagePre Shortening Insert QAPtibindas2463No ratings yet
- 1 SMDocument10 pages1 SMAh KepoNo ratings yet
- Product CostingDocument11 pagesProduct Costingviya22No ratings yet
- Merchandise Management PricingDocument95 pagesMerchandise Management Pricingarvind chauhanNo ratings yet
- Lean Manufacturing: Theory and Practice: Ramunė Čiarnienė, Milita VienažindienėDocument7 pagesLean Manufacturing: Theory and Practice: Ramunė Čiarnienė, Milita VienažindienėVanessa SantosNo ratings yet
- HYPOTHESISDocument6 pagesHYPOTHESISNITISH RAJNo ratings yet
- Workbook 1. CompetitionDocument2 pagesWorkbook 1. CompetitionlenaNo ratings yet
- Managers and Information TechnologyDocument15 pagesManagers and Information TechnologyKomal Shujaat100% (2)
- BOKE LED Driver Catalog 2022 Q3 ENDocument40 pagesBOKE LED Driver Catalog 2022 Q3 ENIvan Rudolf De FretesNo ratings yet
- ACCA BT Topic 5 NotesDocument6 pagesACCA BT Topic 5 Notesعمر اعظمNo ratings yet
- CH 11 - Solution To Lecture Note ExercisesDocument15 pagesCH 11 - Solution To Lecture Note Exercisesanthonymalizia1234No ratings yet
- 13 DR Ajeet SinghDocument6 pages13 DR Ajeet SinghSuraj SutharNo ratings yet
- Lbs Project ReportDocument25 pagesLbs Project ReportKalyani ReddyNo ratings yet
- W8 Single Trade Discount and Discount Series 1Document12 pagesW8 Single Trade Discount and Discount Series 1Weenavel Sanoy BenavidezNo ratings yet
- QA Business Process Framework, Modelling & Mapping - 300519Document5 pagesQA Business Process Framework, Modelling & Mapping - 300519Joker JrNo ratings yet
- Heat Treatment of MetalsDocument3 pagesHeat Treatment of MetalsIhuhwa Marta TauNo ratings yet
- Peneterant Testing For NDT Procedure Details LatestDocument7 pagesPeneterant Testing For NDT Procedure Details LatestAlam MD SazidNo ratings yet